Технология подготовки непрерывно-литой заготовки из нержавеющих марок стали к прокатке на ТПА с непрерывным станом с контролируемо-перемещаемой оправкой

Автор: Красиков Андрей Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.21, 2021 года.
Бесплатный доступ
Увеличение спроса на бесшовные трубы из коррозионностойких марок стали аустенитного класса способствует непрерывному совершенствованию трубопрокатных технологий. Использование НЛЗ для производства бесшовных труб долго сдерживалось наличием характерных дефектов. Однако высокая экономическая эффективность использования НЛЗ стимулировала проведение работ по развитию и совершенствованию технологии их производства. В статье представлена технологическая схема подготовки непрерывно-литой заготовки из нержавеющих марок стали аустенитного класса к прокатке на ТПА с непрерывным станом с контролируемо-перемещаемой оправкой. С использованием программного комплекса QForm 3D проведено компьютерное моделирование процесса прошивки как полой непрерывно-литой, так и сплошной кованой заготовки. На основании полученных результатов сделан вывод, что для прокатки труб из стали 08-12Х18Н10Т необходимо использовать полую непрерывно-литую заготовку. Для обеспечения полного удаления осевой рыхлости (центральной пористости и осевых трещин) литого металла предложена методика выбора соответствующего сверла. Для исключения нанесения дефектов от острой кромки на прошивную оправку по переднему концу заготовки между ее торцом и внутренним отверстием предложено делать скругление. Проблема повышения износостойкости прошивных оправок решена путем использования специального химического состава в комбинации с особой обработкой поверхности рабочего конуса - созданием рифления. Волжский трубный завод проделал большую работу по освоению выплавки и разливки заготовок таких сталей, а также их подготовке и прокатке в условиях ТПА 159-426. Предложенная технология подготовки НЛЗ марок стали 08-12Х18Н10Т полностью устраняет все недостатки литой структуры металла и позволяет получать длинномерные трубы специального назначения высокого качества внутренней и наружной поверхности с требуемым набором эксплуатационных свойств.
Сталь, аустенитный класс, непрерывно-литая заготовка, компьютерное моделирование, трубопрокатный агрегат, бесшовная труба, волжский трубный завод, прошивка, оправка
Короткий адрес: https://sciup.org/147235288
IDR: 147235288 | УДК: 66-96 | DOI: 10.14529/met210305
Technology of preparation of a continuous cast billet from stainless steels for rolling on a pipe rolling unit with a continuous mill with controlled-moving beading
The growing demand for seamless pipes made from corrosion-resistant austenitic steel grades is driving the continuous improvement of pipe rolling technologies. The use of continuous casting machines for the production of seamless pipes has long been constrained by the presence of characteristic defects. However, the high economic efficiency of the use of continuous casting machines stimulated the development and improvement of the technology of their production. The article presents a technological scheme for the preparation of a continuously cast billet from stainless steel grades of austenitic class for rolling on an injection molding machine with a continuous mill with a controlled-moveable mandrel. Using the QForm 3D software package, a computer simulation of the piercing process of both a hollow continuous-cast and a solid forged billet was carried out. Based on the results obtained, it was concluded that for rolling pipes made of steel 08-12X18H10T, it is necessary to use a hollow continuous-cast billet. To ensure complete removal of axial looseness (central porosity and axial cracks) of cast metal, a technique for selecting the appropriate drill is proposed. To exclude the application of defects from a sharp edge to the piercing mandrel along the front end of the workpiece between its end and the inner hole, it is proposed to make a rounding. The problem of increasing the wear resistance of pierced mandrels is solved by using a special chemical composition in combination with a special surface treatment of the working cone - the creation of corrugation. The Volzhsky Pipe Plant has done a great job of mastering the smelting and casting of billets of such steels, as well as their preparation and rolling under TPA 159-426 conditions. The proposed technology for the preparation of NLZ steel grades 08-12X18H10T completely eliminates all the drawbacks of the cast metal structure and makes it possible to obtain long special-purpose pipes of high quality inner and outer surfaces with the required set of operational properties.
Текст научной статьи Технология подготовки непрерывно-литой заготовки из нержавеющих марок стали к прокатке на ТПА с непрерывным станом с контролируемо-перемещаемой оправкой
Обзор научно-технической литературы показывает, что единственным освоенным на сегодняшний день в промышленном масштабе способом производства товарных труб специального назначения из трудно-деформи-руемых сталей и сплавов является прессование. За последние 30 лет в мировом трубном производстве произошли серьезные изменения, связанные с увеличением доли непрерывно-литой заготовки (НЛЗ), используемой для изготовления горячедеформированных, в том числе и горячепрессованных труб. Ввиду высокой стоимости передела реальной аль- тернативой технологии прессования могла бы стать прокатка труб на современных агрегатах с непрерывными станами с контролируемо-перемещаемой оправкой [1–3].
При раскатке гильзы в непрерывных станах с двух- и трехвалковыми клетями на кон-тролируемо-перемещаемой оправке, за исключением зазора между валками, напряженное состояние деформируемого металла описывается схемой всестороннего сжатия. Данная схема обеспечивает благоприятное напряженно-деформированное состояние, а значит, возможность раскатки не только углеро- дистых и легированных марок стали, но теоретически и труднодеформируемых [4].
Использование НЛЗ для производства бесшовных труб долго сдерживалось наличием характерных дефектов (ликваций и не-сплошностей в центральной части и на поверхности заготовки, трещин и т. д.), что не обеспечивало получение качественных труб. Однако высокая экономическая эффективность использования НЛЗ стимулировала проведение работ по развитию и совершенствованию технологии их производства, разработку и создание новых процессов, технологий и трубопрокатного оборудования, обеспечивающих получение труб высокого качества [5].
Широкое применение непрерывной разливки стали обусловлено рядом существенных преимуществ перед способом разливки в изложницы: уменьшение капитальных затрат за счет отсутствия обжимных станов и отделения нагревательных колодцев; повышение производительности на 15–25 %; улучшение качества непрерывных слитков и структуры металла; увеличение выхода годного на 10–15 %; возможность получения широкого диапазона сечений заготовок; возможность осуществления комплексной механизации и полной автоматизации процесса разливки; снижение себестоимости получаемых заготовок; улучшение условий труда и окружающей среды; сокращение энергетических расходов и др. [5–12]. В настоящее время непрерывно-литые заготовки применяются практически на всех типах трубопрокатных агрегатов: с непрерывными, трехвалковыми, автоматическими, реечными, пилигримовыми станами, а также для трубопрессовых установок [13].
В электросталеплавильном цехе АО «ВТЗ» в 2019 г. успешно освоено производство непрерывнолитых заготовок из нержавеющих марок стали типа 08-12Х18Н10Т. Основная сложность заключалась в производстве заготовки из титансодержащей стали методом непрерывной разливки. Титан взаимодействует с кислородом и азотом на всех этапах технологического процесса, что приводит к образованию пленок, которые в процессе разливки откладываются на стенках разливочного канала и быстро разрастаются, перекрывая его сечение. Данная проблема была решена за счет безусловного соблюдения технологии разливки стали в узких температурно-скоростных интервалах. Однако литая структура имеет свои недостатки, в связи с чем потребо- валась разработка технологии ее подготовки к прокатке.
С использованием программного комплекса QForm 3D проведено компьютерное моделирование процесса прошивки как полой непрерывно-литой, так и сплошной кованой заготовки из стали 08-12Х18Н10Т. По результатам моделирования процесса прошивки для последующей раскатки установлено следующее:
-
– геометрические показатели гильз соответствуют требованиям, предъявляемым к заготовкам, прокатываемым в непрерывном стане;
-
– при прошивке сплошной заготовки величина износа оправки выше, чем для случая с полой в 1,5 раза;
-
– для сплошной заготовки наблюдаются области с критическим значением напряженного состояния, что может привести к разрыву металла на внутренней поверхности гильзы;
-
– показатель ресурса пластичности для сплошной заготовки незначительно выше, чем для полой заготовки (средние значения). Однако на переднем торце сплошной заготовки в осевой зоне показатель исчерпания ресурса пластичности больше в 2,7 раза, чем для переднего торца полой заготовки. На рис. 1 и 2 представлено распределение максимального значения исчерпания ресурса пластичности по длине сплошной и полой заготовки.
Таким образом, сделан вывод, что для прокатки труб из стали 08-12Х18Н10Т необходимо использовать полую непрерывнолитую заготовку.
Проведенный анализ свойств заготовок из марок стали 08-12Х18Н10Т позволяет определить технологическую схему их подготовки к прокатке, этапы которой представлены на рис. 3.
Предложенная схема включает в себя следующие основные операции:
-
1) выплавка и разливка НЛЗ;
-
2) обточка наружной поверхности НЛЗ;
-
3) осмотр качества наружной поверхности;
-
4) обрезка переднего конца, порезка на две части, обрезка заднего конца;
-
5) сверление НЛЗ.
Обточка наружной поверхности непрерывно-литой заготовки из марок стали 08-12Х18Н10Т призвана убрать несовершенства сталеплавильного происхождения. Для этого применяются специальные станки, позволяю- технического контроля. В случае наличия таких дефектов, как исключение, назначается дополнительный съем металла для их полного устранения. Операция порезки позволяет получить гладкие торцы заготовки требуемой косины реза, а также нужный по заказу рас- щие осуществлять съем металла по 5 мм на сторону (максимальная глубина залегания дефектов сталеплавильного происхождения).
Осмотр поверхности обточенной заготовки на предмет наличия дефектов сталеплавильного происхождения ведется специалистами отдела
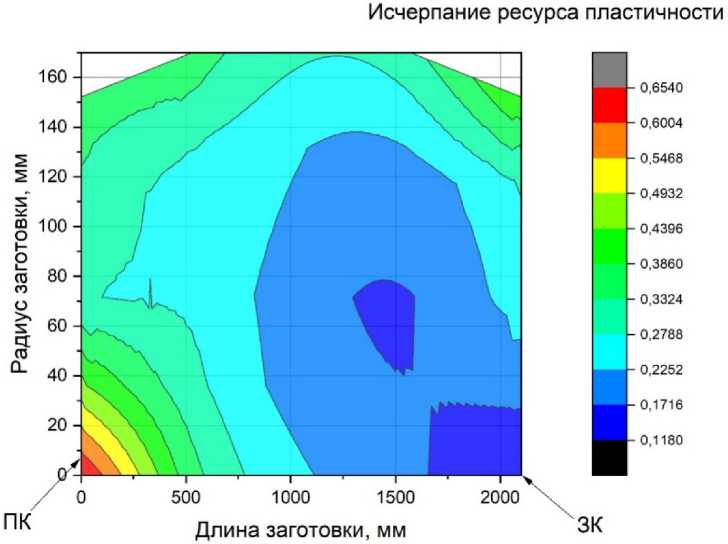
Рис . 1 . Изменение исчерпания ресурса пластичности для сплошной заготовки по ее длине. ПК – передний конец; ЗК – задний конец
Исчерпание ресурса пластичности
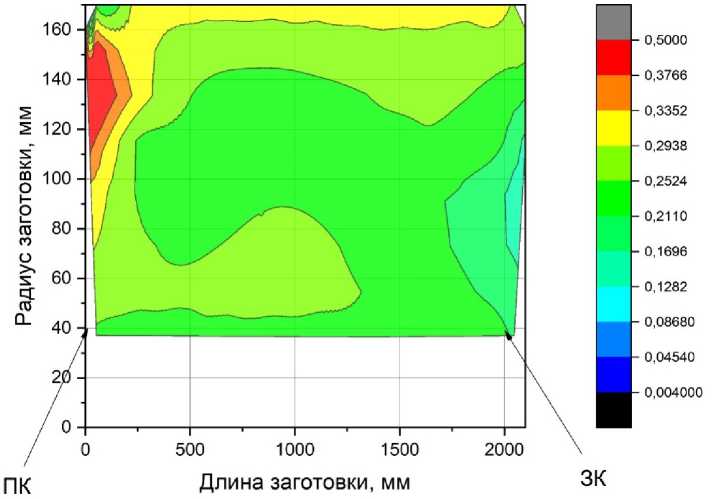
Рис. 2. Изменение исчерпания ресурса пластичности для полой заготовки по ее длине. ПК – передний конец; ЗК – задний конец
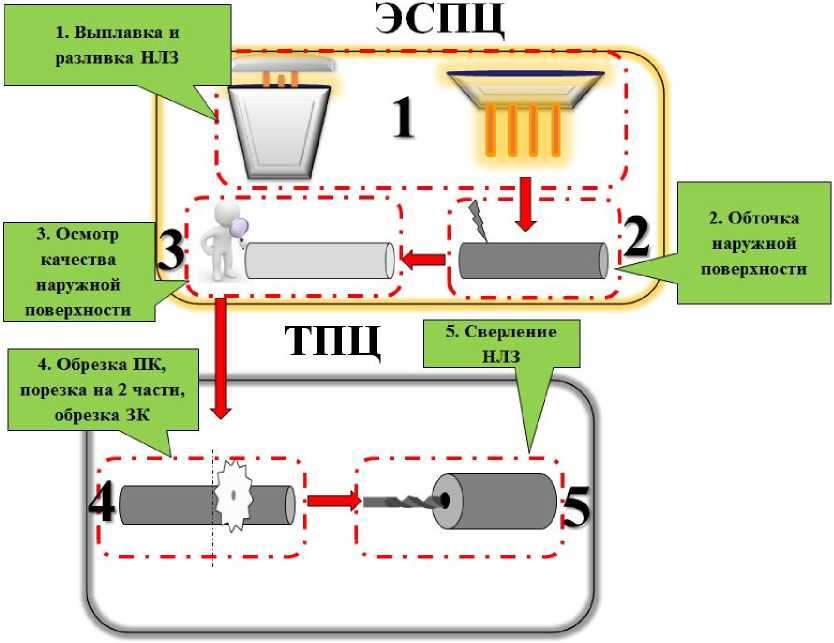
Рис. 3. Технологическая схема подготовки к прокатке заготовок из марок стали 08-12Х18Н10Т
крой металла. Операция сверления убирает осевую рыхлость металла, тем самым обеспечивая качество внутренней поверхности труб без дефектов.
На рис. 4 представлено изображение тем-плета заготовки диаметром 340 мм. Замеры показали, что диаметр осевой несплошности составляет 40 мм со смещением ~ 10 мм от геометрического центра. Данное обстоятельство необходимо учитывать при выборе диаметра сверла, чтобы обеспечить полное удаление осевой рыхлости (центральная порис-

Рис. 4. Темплет заготовки диаметром 340 мм
тость и осевые трещины) литого металла без смещения внутреннего отверстия относительно геометрического центра заготовки. Проведенные исследования [14] показывают, что точное положение центровочного отверстия и, соответственно, внутреннего отверстия заготовки непосредственно влияет на точность размеров получаемых гильз.
На практике парк сверл ограничен, в связи с чем выбирать нужно ближайшее по раз- меру, превышающее диаметр проблемной зоны. В противном случае остатки осевых несовершенств металла литой структуры приведут к внутренним дефектам на готовых трубах.
Схема и вид полностью подготовленной к прокатке НЛЗ представлены на рис. 5 и 6. Для исключения нанесения дефектов от острой кромки на прошивную оправку по переднему концу заготовки между ее торцом и внутренним отверстием делается скругление.
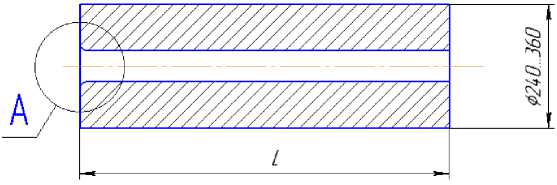
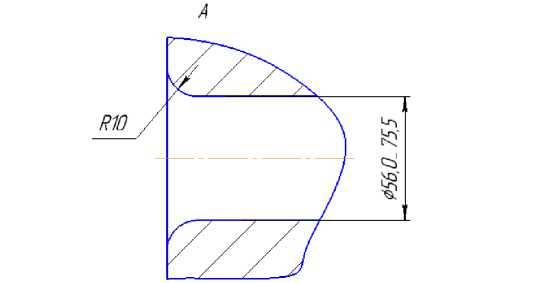
Рис. 5. Схема подготовленной заготовки

Рис. 6. Вид полностью подготовленной к прокатке НЛЗ
Фактический химический состав испытанных оправок
|
Марка стали |
Массовая доля элементов (средние значения), % |
Примечание |
|||||||||
|
C |
Cr |
Ni |
Mo |
V |
W |
Co |
Mn |
Si |
Nb |
||
|
20Х2Н4МФА |
0,15 |
1,58 |
3,40 |
0,38 |
0,42 |
0,06 |
0,03 |
0,48 |
0,38 |
– |
Базовый |
|
20ХН2МВ3КБ |
0,23 |
0,49 |
1,47 |
1,20 |
0,04 |
2,80 |
0,96 |
0,51 |
0,50 |
0,19 |
Опытный |
Список литературы Технология подготовки непрерывно-литой заготовки из нержавеющих марок стали к прокатке на ТПА с непрерывным станом с контролируемо-перемещаемой оправкой
- Прессование стальных труб и профилей В.К. Верховод. – М.: Металлургия, 1973.
- Освоение производства бесшовных труб из нержавеющей стали мартенситного класса марки типа 13Cr на ТПА 159–426 АО ВТЗ Черная металлургия. Бюллетень научно № 12. – С. 68–71.
- Освоение технологии прокатки труб из нержавеющей стали / Н.В. М.В. Буняшин и др. // Сталь. – 2021.
- Красиков, А.В. Исследование процесса раскатки труб на агрегатах с непрерывными ст нами с целью повышения износостойкости оправокков. – М., 2015. – 25 с.
- Минаев, А.А. Специфика использования катаной и непрерывнолитой заготовки для производства труб / А.А. Минаев, М. Захур, Ю.В. Коновалов // Производство проката. – 2005. – № 4. – С. 29–37.
- Цикл докладов фирмы Маннесманн Демаг Меер для симпозиума по изготовлению и окончательной обработке бесшовных труб. Т. 1: Новые технологии изготовления труб фирмы Маннесманн Меер. – М., 1981. – 62 с.
- Повышение качества трубной заготовки за рубежом / Ю.А. Дубровская, А.Е. Сочнев, Л.Н. Скоробогатская и др. // Черная металлургия. Бюллетень института «Черметинформация». – М., 1981. – Вып. 5. – С. 23–45.
- Непрерывнолитые круглые заготовки / В.Я. Генкин, А.Т. Есаулов, М.И. Староселецкий и др. – М.: Металлургия, 1984. – 143 с.
- Повышение качества трубной заготовки для горячедеформированных бесшовных труб / Г.Г. Шепель, П.П. Навныко, О.А. Симоненко и др. // Сталь. – 2002. – № 8. – С. 84–85.
- Мирсалимов, В.М. Напряженное состояние и качество непрерывного слитка / В.М. Мирсалимов, В.А. Емельянов. – М.: Металлургия, 1990. – 151 с.
- Корн, Р. Заготовки для производства бесшовных труб / Р. Корн // Производство труб. – М.: Металлургия, 1980. – С. 95–103.
- Непрерывнолитые трубные заготовки из легированной стали / П.Н. Ткачев, Ю.Е. Кан, Е.П. Мавтевосян и др. // Черная металлургия. Бюллетень института «Черметинформация». – М., 1987. – Вып. 16. – С. 49–51.
- Современное состояние мирового производства труб / Ю.Г. Крупман, Л.С. Ляховский, О.А. Семенов и др. – М.: Металлургия, 1992. – 353 с.
- Влияние центровочного отверстия на переднем торце заготовки на качество гильзы / А.А. Корсаков, А.В. Король, Д.В. Михалкин и др. // Производство проката. – 2017. – № 10. – С. 44–48.
- Повышение стойкости оправок прошивного стана при производстве бесшовных труб из нержавеющей стали мартенситного класса марки типа 13Cr в линии ТПА 159-426 АО ВТЗ / И.И. Лубе, Н.В. Трутнев, С.В. Тумашев и др. // Черная металлургия. Бюллетень научно-технической и экономической информации. – 2020. – Т. 76, № 12. – С. 1259–1264.
- Extending the life of piercing plugs / I.I. Lube, A.V. Krasikov, A.V. Vydrin, A.A. Korsakov // Steel Times International. – 2021. – Vol. 45, no. 2. – P. 33–35.
