Технология получения комбинированных термостойких электропроводящих пряжи и нитей для тканей специального назначения

Автор: Костин Павел Андреевич, Замостоцкий Евгений Геннадьевич, Коган Александр Григорьевич
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (20), 2011 года.
Бесплатный доступ
Научная статья посвящена комплексному исследованию технологий получения термостойких электропроводящих пряжи и нитей. Приведены основные показатели физико-механических свойств термостойких электропроводящих нитей и пряжи для тканей специального назначения. Описаны результаты экспериментов по определению влияния технологических параметрогв оборудования на физико-механические свойства нитей и пряжи. Установлено, что введение медной микропроволоки в структуру пряжи и нити приводит к снижению удельного поверхностного электрического сопротивления на 11 порядков (с 10 15 до 10 4 Ом), что позволяет использовать разработанные пряжу и нити в производстве термостойких тканей специального назначения с антистатическим эффектом.
Текстильные материалы, термостойкие электропроводящие нити, технология получения пряжи, термостойкая электропроводящая пряжа, ткани специального назначения, текстильное оборудование, комбинированные пряжи, комбинированные нити, технологические параметры, физико-механические свойства, разрывные нагрузки, разрывное удлинение, формирование пряж, термостойкие ткани, тростильно-крутильные машины
Короткий адрес: https://sciup.org/142184704
IDR: 142184704
The technology of manufacturing of thermo resistant electro conductive yarns and threads for fabrics of special purposes
The scientific article is devoted to the complex researches of technologies of producing electro-conductive yarns and threads. The main properties of physical-mechanical properties of thermo resistant and electro conductive yarns and threads for fabrics of special purposes are determined. The results of experiments of defining of influence of technological parameters of machines on physical-mechanical properties of yarns and threads are described. It was defined, that including the copper wire in the structure of yarn and thread allows to lower specific surface resistance at 11 orders (from 1015 at 104 Om), that allows to use invented yarns and threads in producing of thermo resistant fabrics of special purposes with antistatic effect.
Текст научной статьи Технология получения комбинированных термостойких электропроводящих пряжи и нитей для тканей специального назначения
П.А.Костин , Е.Г. Замостоцкий,КогА.аГн.
Производство термостойких и электропроводящих нитей является одним из наиболее развивающихся современных производств текстильных материалов. На основе электропроводящих нитей можно получить экранирующие и антистатические текстильные материалы, защитную спецодежду, обладающую высокой удельной проводимостью, для людей, работающих в условиях повышенной опасности.
Высокая термостойкость нитей и пряжи позволяет эксплуатировать изделия при температуре 250 °С сроком до 3 лет, кратковременно изделия выдерживают температуру до 400 °С, при этом практически не усаживаются и не плавятся.
Высокая гигроскопичность арселоновых волокон, подобная хлопку способность окрашиваться, пониженная горючесть, сохранение эластических свойств при низких температурах позволяют использовать нити, пряжу в тканях и нетканых материалах для изготовления спецодежды и средств индивидуальной защиты (костюмов, перчаток, рукавиц) [1].
Кафедрой ПНХВ УО «ВГТУ» в условиях РУП «БПХО» г. Барановичи разработана новая технология получения термостойкой электропроводящей пряжи по кардной системе прядения хлопка с применением модернизированной пневмомеханической прядильной машины ППМ-120МС с полым ротором, где в качестве сырья используется арселоновое волокно и медная микропроволока. На машине дополнительно установлены узлы питания (питающие валики) для подачи в структуру пряжи медной микропроволоки.
Сущность предложенного способа формирования термостойкой электропроводящей пряжи состоит в том, что в рабочую зону прядильной камеры вместе с дискретным потоком арселоновых волокон подается с определенной постоянной скоростью медная микропроволока линейной плотности 18 текс, которая обкручивает формируемую в камере пряжу. Полученная комбинированная термостойкая электропроводящая пряжа выводится из камеры и наматывается на бобину. Структура комбинированной термостойкой электропроводящей пряжи зависит от скорости подачи медной микропроволоки и от ее натяжения.
Линейная плотность комбинированной электропроводящей пряжи определяется по формуле
Т комб = (Т мп р + Т мычки )∙К у
где Ткомб - линейная плотность комбинированной термостойкой электропроводящей пряжи, текс;
Т мпр - линейная плотность медной микропроволоки (в нашем случае Т = 18 текс);
Т мычки — линейная плотность арселоновой мычки, текс;
К у - коэффициент укрутки, по расчетам составляет 0,98.
Для определения степени влияния технологических параметров работы пневмомеханической прядильной машины ППМ-120 на качественные характеристики пряжи был проведен двухфакторный эксперимент по матрице Бокса, которая является D-оптимальным планом второго порядка. Исследуемые факторы и интервалы их варьирования были выбраны в соответствии с техническими характеристиками оборудования и результатами предварительных экспериментов и представлены в таблице 1.
В качестве критериев оптимизации были выбраны: разрывная нагрузка Р , сН; разрывное удлинение L , %; коэффициент вариации по разрывной нагрузке Cvp , %; коэффициент вариации по разрывному удлинению Cvl , %.
Таблица 1 - Таблица интервалов и уровней варьирования факторов
|
Параметры |
Уровни варьирования факторов |
Интервал варьирования факторов |
||
|
-1 |
0 |
1 |
||
|
Крутка, кр/м, Х |
850 |
950 |
1050 |
100 |
|
Коэффициент нагона медной микропроволоки, сН, Y |
1 |
1,03 |
1,06 |
0,03 |
Запланированный эксперимент был проведен в производственных условиях РУП «БПХО». Область ограничений выбрана в соответствии с техническим описанием получения комбинированной электропроводящей пряжи.
Используя метод положения графической интерификации графических моделей, построена область совмещенных линий равных уровней для принятых показателей качества термостойкой комбинированной электропроводящей пряжи линейной плотности 60 текс (рисунок 1).
Получена область рациональных значений, и при анализе данной области можно отметить, что для получения комбинированной термостойкой электропроводящей пряжи Т = 60 текс заданного качества из области ограничений необходимо использовать X (крутку) от 900 до 1000 кр/м и Y (нагон медной микропроволоки) от 1,012 до 1,018.
Кафедрой ПНХВ УО «ВГТУ» в условиях ОАО «ВКШТ» г. Витебск разработана новая технология получения термостойких электропроводящих нитей в два перехода с использованием тростильно-крутильной машины ТК-2-160М. На первом переходе скручивается комплексная арселоновая нить с микропроволокой в правом направлении, а на втором переходе для стабилизации полученная нить с первого перехода скручивается с комплексной арселоновой нитью в левом направлении.
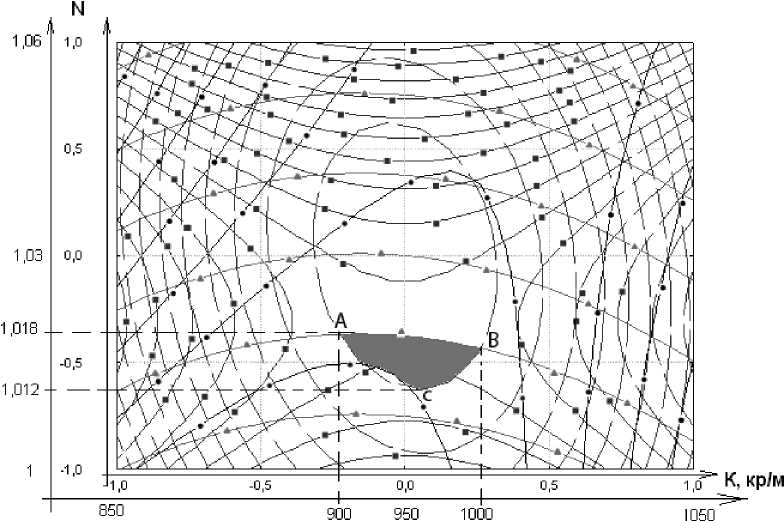
Рисунок 1 – Совмещенные линии равных уровней для принятых показателей качества комбинированной термостойкой электропроводящей пряжи Т = 60 текс
^•^ – разрывная нагрузка P ;
^▲^ – коэффициент вариации по разрывной нагрузке Cvp ;
^ ■ ^ – разрывное удлинение L ;
– коэффициент вариации по разрывному удлинению Cvl .
В качестве компонентов для первого кручения используются комплексные арселоновые нити линейной плотности 29,4 текс производства РУП «Светлогорское ПО “Химволокно”» и медная микропроволока Т = 18 текс диаметром 0,05 мм.
В качестве компонентов для второго кручения используются нить первичной крутки и комплексные арселоновые нити линейной плотности 29,4 текс производства РУП «Светлогорское ПО “Химволокно”».
Линейная плотность комбинированной термостойкой электропроводящей нити (75 текс) определяется по формуле
Т комб. нити = Т сер + Т микр. пров • К микр. пров + Т обкр^ К наг.обкр ,
где Тсер - линейная плотность сердечника (29,4 текс);
Тмикр . пров - линейная плотность микропроволоки (18 текс);
Т обкр - линейная плотность обкручивающего компонента (29,4текс);
К микр. пров - коэффициент нагона микропроволоки 1,025;
К наг . обкр - коэффициент нагона обкручивающего компонента 1,02.
Для определения степени влияния технологических параметров работы тростильно-крутильной машины ТК-2-160М на качественные характеристики нити был проведен эксперимент, факторы которого и интервалы их варьирования представлены в таблице 2.
Таблица 2 - Таблица интервалов и уровней варьирования факторов
|
Параметры |
Уровни варьирования факторов |
Интервал варьирования факторов |
||
|
-1 |
0 |
1 |
||
|
Первичная крутка, кр/м, Х |
400 |
485 |
570 |
85 |
|
Вторичная крутка, кр/м, Y |
480 |
525 |
570 |
45 |
Используя метод положения графической интерификации графических моделей, построена область совмещенных линий равных уровней для принятых показателей качества термостойкой комбинированных электропроводящей нити линейной плотности 75 текс (рисунок 2).
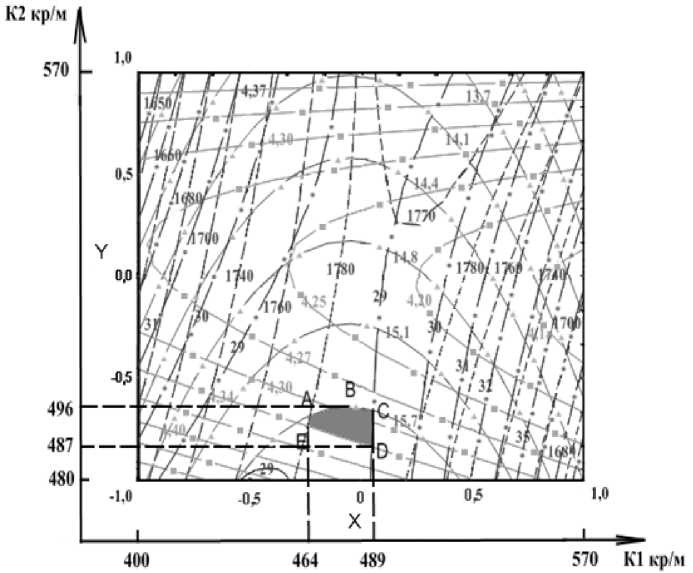
Рисунок 2 - Совмещенные линии равных уровней для принятых показателей качества комбинированной электропроводящей нити линейной плотности 75 текс
- разрывная нагрузка P (не менее 1780 сН);
^■А^" - разрывное удлинение L (не менее 15,7 %);
^" В ^" - коэффициент вариации по разрывной нагрузке Cvp (менее 4,3
%);
^■•^" - коэффициент вариации по разрывному удлинению Cvl : (менее
29%).
В качестве критериев оптимизации были выбраны: абсолютная разрывная нагрузка, Р , сН; разрывное удлинение, L , %; коэффициент вариации по разрывной нагрузке Cvp,%; коэффициент вариации по разрывному удлинению Сvl ,%.
Запланированный эксперимент был проведен в производственных условиях ОАО «ВКШТ».
Проанализировав полученные модели, можно сделать следующие выводы:
-
1. Для определения области оптимальных значений накладываем ограничения на выходные параметры.
-
2. Получена область рациональных значений ABCDE. При анализе данной области можно отметить, что для получения комбинированной арселоновой электропроводящей нити линейной плотности 75 текс заданного качества необходимо использовать X (первичная крутка) от 465 кр/м до 490 кр/м, и Y (вторичная крутка) от 485 кр/м до 495 кр/м.
По предложенным заправочным параметрам наработаны опытные партии комбинированных электропроводящих пряжи и нитей, физико-механические и электрофизические свойства которых представлены в таблице 3.
Таблица 3 – Физико-механические свойства термостойких электропроводящих пряжи и нити
|
Показатель |
Термостойкая электропроводящая пряжа |
Термостойкая электропроводящая нить |
|
Линейная плотность Т , текс |
60 |
75 |
|
Коэффициент вариации линейной плотности Сvt , % |
9,6 |
6,8 |
|
Разрывная нагрузка P , сН |
480 |
1800 |
|
Коэффициент вариации по разрывной нагрузке Сvp , % |
8,6 |
7,3 |
|
Разрывное удлинение L , % |
14 |
15 |
|
Коэффициент вариации по разрывному удлинению Сvl , % |
14,5 |
12,3 |
|
Диаметр электропроводящей пряжи d , мм |
0,155 |
0,235 |
|
Крутка K , кр/м |
950 |
480/480 |
|
Кислородный индекс Kи ,% |
27 |
27,8 |
Фотографии опытных образцов комбинированных термостойких пряжи и нити под микроскопом представлены на рисунке 3 (а – нить и б – пряжа соответственно).

а
Рисунок 3 – Изображения комбинированной термостойкой электропроводящей нити и пряжи, полученные под микроскопом
б
На базе сертифицированной лаборатории УО «ВГТУ» в соответствии с ГОСТ 19806—74 на приборе ИЭСН-2 проведены испытания по определению электрического поверхностного сопротивления полученной комбинированной термостойкой электропроводящей пряжи линейной плотности Т = 60 текс, комбинированной термостойкой электропроводящей нити линейной плотности Т = 75 текс, арселоновой комплексной нити Т = 29,4 текс, а также арселоновой пряжи Т = 42 текс. Результаты испытаний представлены в таблице 4.
Таблица 4 – Результаты испытаний электрического сопротивления исходных компонентов и термостойких электропроводящих нитей и пряжи
|
Исследуемый объект |
Среднее результатов измерений R изм , Ом |
|
Арселоновая пряжа Т = 42 текс |
4,42·109 |
|
Комбинированная термостойкая электропроводящая пряжа Т = 60 текс |
2,3·102 |
|
Арселоновая комплексная нить Т = 29текс |
3,6·109 |
|
Комбинированная термостойкая электропроводящая нить Т = 75 текс |
0,52·102 |
Электрическое сопротивление пряжи длиной 1 см ( R 1СМ , Ом) вычисляют по формуле
R 1СМ = R изм· n 1· n 2 , (3)
-
где R изм — среднее арифметическое результатов измерений, Ом;
-
n 1 — число контактных групп в датчике;
-
n 2 — число витков нити на датчике.
Удельное поверхностное электрическое сопротивление пряжи ( R УДS , Ом) вычисляют по формуле
_ 0,01 . R 1CM T
Ryдs i v p , (4)
где l — длина пряжи, равная расстоянию между электродами (0,01 м);
-
Т — номинальная линейная плотность пряжи, текс;
-
p — средняя плотность комбинированной пряжи, г/м3.
График сравнения удельного поверхностного электрического сопротивления электропроводящей пряжи линейной плотности Т = 60 текс, комбинированной термостойкой электропроводящей нити линейной плотности Т = 5 текс, арселоновой комплексной нити Т = 29,4 текс, а также арселоновой пряжи Т = 42 текс представлен на рисунке 4.
Среднюю плотность комбинированной нити и пряжи вычисляют по формуле:
n
^ Pi* xi
Р тЭП(ТЭН) = , (5)
р тэп
1,4 • 0,7 + 8,9 • 0,3
= 1,82г / м 3 ;
1,44 • 0,76 + 8,9 • 0,24 3
р ТЭН =--------------------= 1,61г / м ;
где рТЭп - средняя плотность комбинированной термостойкой электропроводящей пряжи, г/м3;
р ТЭ н - средняя плотность комбинированной термостойкой электропроводящей нити, г/м3;
p i - средняя плотность i-го компонента в комбинированной нити (пряже), г/м3;
х i – долевое вложение i-го компонента в комбинированной нити (пряжи);
n – количество компонентов в комбинированной пряже и нити, 2;
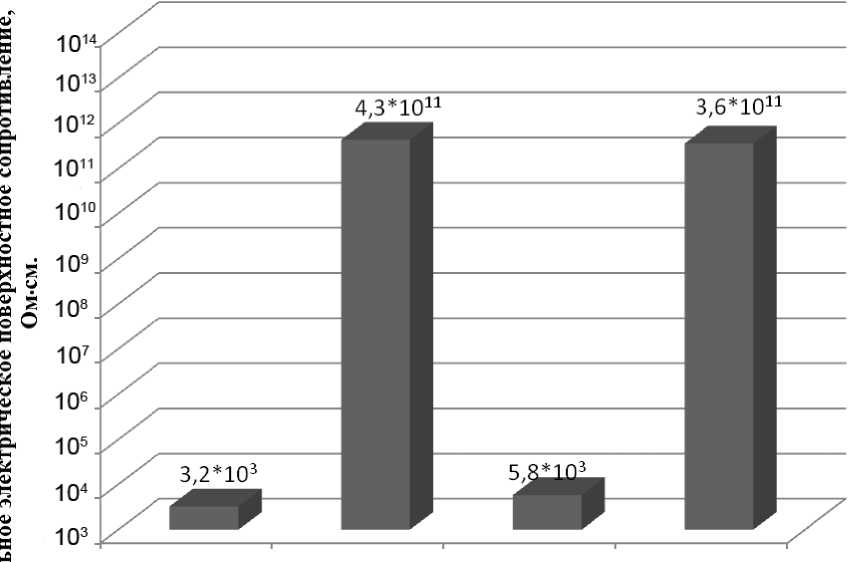
Ч комбинированная арселоновая пряжа комбинированная арселоновая
К[ термостойкая Г = 42 текс термостойкая комплексная нить электропроводящая электропроводящая Т = 29 текс пряжа Т= 60 текс нить Т = 75 текс
Рисунок 4 – Удельное поверхностное электрическое сопротивление исследованных текстильных нитей
Установлено, что введение медной микропроволоки в структуру термостойкой арселоновой пряжи и нити приводит к снижению электрического сопротивления на 10 порядков (с 1014 до 104 Ом) по сравнению с арселоновыми комплексными пряжей и нитями, а удельного поверхностного электрического сопротивления – на 11 порядков (с 1015 до 104 Ом), что позволяет использовать разработанные пряжу и нити в производстве термостойких тканей специального назначения с антистатическим эффектом.
В Республике Беларусь в настоящее время используется спецодежда с введением в структуру ткани зарубежных электропроводящих нитей, которые имеют известные недостатки: прежде всего низкое разрывное удлинение и высокую стоимость. Предложенные технологии позволят начать выпуск термостойких электропроводящих нитей и пряжи на имеющемся отечественном парке оборудования с меньшей себестоимостью и необходимыми качественными характеристиками для тканей, используемых при изготовлении специальной одежды для работников МЧС, горнодобывающей отрасли, пожарных и т.д.
Список литературы Технология получения комбинированных термостойких электропроводящих пряжи и нитей для тканей специального назначения
- Коган, А. Г. Производство многокомпонентных пряж и комбинированных нитей/А. Г. Коган, Д. Б. Рыклин. -Витебск: УО «ВГТУ», 2002. -215 с.
- Кукин, Г. Н. Текстильное материаловедение (волокна и нити)/Г. Н. Кукин, А. Н. Соловьев, А. И. Колбяков; под ред. Г. Н. Кукина. -Москва: Легпромбытиздат, 1989. -352 с.
