Технология предотвращения пор в отливах

Автор: Саидмахамадов Н., Бегматов Д., Эгамбердиев Б., Усмонов Р.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 4 (59), 2019 года.
Бесплатный доступ
Целью данной статьи является оптимизация параметров процесса статистического анализа. Предусмотрено снижение основных дефектов в стальных печах на производственных объектах. Этот проект предназначен для изучения двух типов стальных паров, а именно дефектных газовых дефектов и судорог. Чтобы минимизировать эти недостатки, четыре параметра были изучены в три этапа: скорость связывания песка, проницаемость проницаемости, объемное окисление и окисление. Результаты испытаний были использованы для получения экспериментальных данных. Относительное влияние каждого фактора на эффективность объемных пор определяли статистическим анализом.
Стальные котлы, трещинные дефекты, газовые дефекты, плесень и мусор
Короткий адрес: https://sciup.org/140242006
IDR: 140242006 | УДК: 062
Technology for prevention of ports in castings
In this paper the statistical analysis is aimed to optimize process parameters at the case study, i.e. To minimize major steel casting defects of production plants. This project is intended to observe just two of the steel casting defects which are severe in their nature i.e., gas defects and shrinkage defects. In order to minimize these defects, four process parametrs were studied like Sand-binder ratio, Mold permeability, pouring temperature and De-oxidant amount in three levels. In order to obtain a representative experimental data it was used a factorial experiment. The relative influence of each factor on the casting defect/porosity was determined and suggestions have been given using the Statistical analysis method by optimizing the process parameters.
Текст научной статьи Технология предотвращения пор в отливах
Калит сўзлари: Пўлат қуймалар, сиқилиш нуқсонлари, газ нуқсонлари, қолип ва эритиш печи
Энг қадимда ишлаб чиқариш жараёнларидан бири бўлган қуймакорлик 3000 йил олдин камон найзалари учлари ясалганда пайдо бўлган. Ҳозирда қора металларни ишлаб чиқариш бўйича Хитой биринчи ўринда туради.
Қуймакорлик корхоналари машинасозлик саноатининг муҳим тармоқларидан бири бўлиб, бунда аввалдан тайёрланган қолипга турли металл ва уларнинг қотишмаларини қуйиб, турли шаклли ва ўлчамли қуймалар олинади. Шуни қайд этиш жоизки, қуймалар массаси бир неча граммдан 250 тоннагача ва ундан ортиқ бўлиши мумкин. Қуйма заготовкаларга келсак, уларнинг шаклига ва ўлчамлари деталлар шаклига ва ўлчамига кўра механик ишловларга мўлжалланган, қуйим қийматидан бир мунча каттароқ бўлади.
Статитстик маълумотларга кўра, ҳозирги кунда ишлаб чиқарилаётган қуймаларнинг массаси бўйича 70 фоизга яқини кулранг ва модифиирланган юқори мустаҳкамликка эга бўлган чўянларга, 20 фоизга яқини пўлатларга ва қолгани эса болғаланувчан чўянлар билан рангли металл қотишмаларига тўғри келади.
Турли металл ва уларнинг қотишмаларидан хилма-хил мураккаб шаклли ва ўлчамли сифатли қуймаларни олиш борасидаги муаммолар тўла ҳал этилган деб бўлмайди. Кейинги йилларда саноатнинг турли соҳалари ривожланиши, айниқса, асбобсозлик, атом техникаси, электротехника, ҳисоблаш машинасозлиги ва бошқа соҳаларнинг ривожланиши туфайли турли муҳитларда ва темпратурада, деярли юкламаларда ишловчи зарур хоссали металл қотишмаларидан юқори геометрик аниқликка эга бўлган, ишлаб чиқариш жараёнлари жадал суръатда ривожланиб бормоқда. Бу эса уз навбатида техник-ицтисодий талабларга жавоб берадиган янги-янги такомиллашган технологик усуллар устида изланишларга, оғир жисмоний ишларни механизациялаш ила иш унумдорлигини кескин ортиришга ундайди. Изланишлар натижасида қатор такомиллашган технологик усуллар (қуймаларни металл қолипларда босим билан, эрувчи моделлар ёрдамида тайёрланган қолипларда ва бошқалар) кенг қўлланилиб, кўпгина технологик жараёнлар автоматлаштирилди.
Бундан ташцари металл буюмларни текширишнинг бир цатор усуллари бўлиб, улардан: кўз билан текшириш, лупа ёрдамида текшириш, макроскопия усули, микроскопия усули, ултратовуш усули ва радиография усулларидан фойдаланиб келинмоцда.
Қуймакорлик соҳаси ишлаб чиқариш корхоналари, бундан ташқари барча олий таълим учун ўқув ва тадқиқот маркази сифатида машинасозлик талабалари ва бошца тадцицотчилар томонидан ишлатилади.
Адабиёт манбаларини ҳақида умумий маълумот;
адабиёт шарҳи
Амалий ҳолатларда, барча металлургия маҳсулотлари каби, бўшлиқлар, структуралар ва оддий сифат бузилишига олиб келадиган бошқа камчиликлар мавжуд. Маҳсулотларнинг нуқсонли чиқиши ёки ташқи кўриниши яъни ҳақиқий камчиликлари ҳақида гап кетганда, бундай номукаммалликлар цабул цила бошлайди.
Бундай ҳолатларда нуқсонларни бартараф этиш имконияти, агар тузатиб бўлмайдиган нуқсонлар бўлса, қуймакорлик цехтга қайта юбориш ёки уни таъмирлашни ҳисобга олиш керак. Нафақат қуйманинг структурасиниг бузилиши, балки қуйманинг хизмат вазифаларига нисбатан ҳам муҳим аҳамиятга эга қўлланиладиган сифат ва назорат стандартлари стандартларга асосланган бўлиши керак. Агар нуқсон тузатиб бўладиган муаммолардан келиб чиқса, унда муаммони ҳал қилиш чоралари янада аниқроқ ва оддий бўлиши керак. Бироқ, зарурий назорат қилиш учун у омилларнинг йиғиндисидан келиб чиқиши тадбирлардан анча қоронғи бўлиши мумкин. Барча жиҳатларини назорат қилиш ва стандартлаштириш учун, ишлаб чиқариш техникаси бундай қийинчиликларга қарши энг яхши ҳимоя қилишни таклиф этади. Батафсил аниқ чоралар кўриш мумкин. Маълум бир нуқсонга маълум бўлган сезувчанлик мавжуд бўлган ҳолларда, дизайннинг радикал ёндашуви қуйиш заводидаги ўзгаришларга жавоб бермайдиган жуда кўп ҳолатларда модификацияни кўриб чиқиш керак бўлиши мумкин. Камчиликлар, авваламбор, уларнинг асосий сабабларини аниқ тушуниш орқали минималлаштириши [1] мумкин.
Мумкин бўлган омилларнинг кенг доираси сабабли, қуймаларининг Fоваклик [2] ва камчиликларини о^илона таснифлаш урнатилади. Айрим олимлар, уларнинг морфологиясига асосланган қуймалардаги нуқсонларни таснифлашади. Улар нуқсонли қуйималарни бевосита кузатиш ёки камчиликларни аниқ таърифлаш орқали камчиликлар шакли, ташқи кўриниши, жойлашиши ва ўлчамлари мезонларини идентификациялашни афзал куради. Бу таснифда, улар мантикан фикрда булшлари керак чунки у олдинги тахминларни талаб қилмайди. Бошқалари эса янада қулайроқ камчиликларнинг сабаблари ёки келиб чиқиши асосида таснифланган. Ушбу лойиҳа тадқиқотчи ишонганидек нуқсон сабабини билиш ва нуқсондан қутилиш учун энг яхши ечимга эришиш воситасидир. Ушбу мақолада сабабларга кўра таснифлаш қабул қилинади ва шунинг учун, бу таснифга кура, бундай камчиликлар ^уйидагича таърифланиши мумкин: а) газ нуксонлари ва бошкалар
-
б) Суюк ^олатда ва котиб олиш жараёнида камайтирилишига караб си^илиш нуксонлари.
Турли хил олимлар ғовак ҳосил бўлишининг мумкин бўлган ҳар хил пўлат қотишмалари сабаблари бўйича тадқиқотлар турларини яратдилар. Улар турли колипловчи материалларга, колип-металлга куплаб тажрибалар жумладан интерфейс реакциялар, атмосфера шовқинлари, қуймани карорати, эритмаларни бошкариш функциялари ва бошка тажрибаларни утказди. Эритилган металл жуда реактив булиб деярли барча атроф-мукит билан ҳар қандай реакцияга сабаб бўлиши мумкин. Мисол учун, унинг реакциясида печда ишлаб чиқаришда ишлатиладиган боғловчи одатда турли даражадаги деградацияга учраган газларни ишлаб чиқаради. Чунки газлар металл ва натижа сифатида газ тўсиқларига туширилиши мумкин. Уларнинг окибатларини урганиб чикилди ва ёпишкокликлари, ғовакликдаги нуқсонларга нисбатан қолип металл интерфейсида боғлайдиган ва ёпишқоқлик натижаларининг миқдори ноаниқ деб топилди.
Нуқсон мавжудлиги сабаблари
Ушбу экспериментда кўздан кечириладиган қуймалар ахлат плиталари, қамиш пичоғи учун игна, тишли бўшлиқларни ўз ичига олади. Бу қуймаларнинг барча ташқи юзаларида, кўплаб ички қисмлар, жумладан, бўлакларни кесиб олиш ёки юзаларни ишлов бериш йўли билан олиб борилган Fовакларни турини аниклаш учун урганилди. 1 -а-расмда тасвирланганидек, ахлат пластинкасининг моғор билан қопланган қисми билан алока киладиган ташки юзаси 1-б-расмда камиш пичоFи учун игна куринишини курсатади, 1-с-расм тишли бушликларни курсатади. Ахлат плитасининг ички қисмини кесиш қийин бўлганлиги сабабли катта ўлчамда бир нечта чиқиб кетиш дисклари ва операторнинг вақтини талаб қилиш керак. Ушбу тадқиқотнинг асосий мақсадларидан бири пўлат қотишмаларини қуйиш тизимидаги мавжуд ғовак муаммолари учун воситаларни амалда тадбиқ этиладиган ишлаб чиқариш тизимларининг давомийлиги ва жараёнлари доирасида олишдир[3].
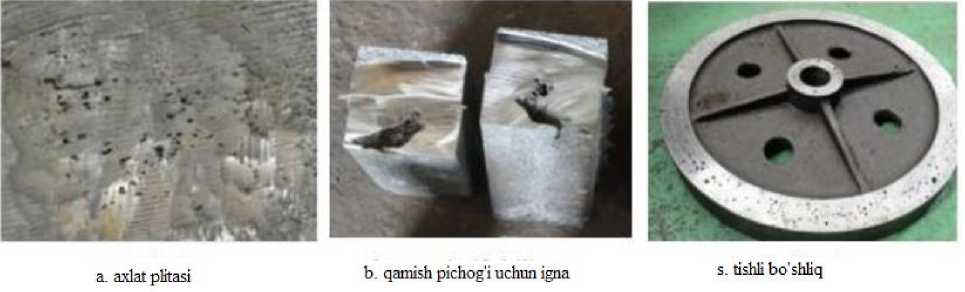
1-расм. Сиртдаги нуқсонлар
Бунинг учун ғоваклар нуқтасига таъсир кўрсатиши мумкин бўлган бир қатор тадбирлар лойиҳа, қуйиш жараёнининг умумий фаолиятининг бир нечта расмини олиш учун жуда батафсил ўрганилди. Бунга қуйидагилар киради:
-
• табиий ва қолип бўёғини қўлланилиши
-
• шихталарнинг ва печларнинг сифати
-
• ўзак ва қолип намлигини назорат қилиш
-
• қуйма ҳароратини назорат қилиш
-
• суюқ металлни ушлаб туриш ва ишлов бериш вақтини назорат қилиш
-
• деоксидловчи моддадан фойдаланиш
-
• қуйиш тезлиги ва вақтини назорат қилиш
-
• қум ва боғловчи ўртасидаги нисбат
-
• қолипни ўтказувчанлик ва шамоллатиш жараёнлари
-
• ёнишдаги йўқотишлар қиймати
-
• қумнинг намлик кўрсатгичи
-
• донларнинг донадорлик қийматлари
Қаторли селектор жадвали
1-жадвал
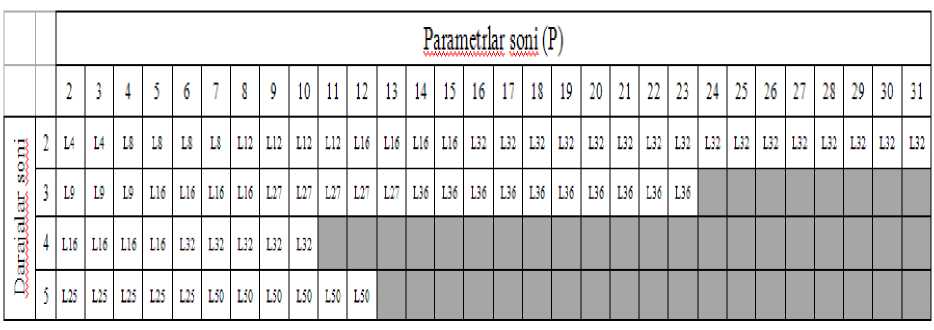
Масалан, ушбу тадқиқотда,
- ғовакликнинг энг муҳим олтита параметр бўйича аниқланади - ҳар бир параметр учун уч хил сатҳ белгиланади.
Сўнгра, мос қатор номини параметрларнинг сонига ва сатрлар сонига мос келадиган устун ва сатрга қараб кетма-кет танлаш жадвалидан топиш мумкин. Шундай қилиб, 6 параметр ва 3 даража учун мос қатор Л18 қатори бўлади. Пастки индекс тажрибалар сонини ифодалаганлиги сабабли, ушбу ишда 18 та тажриба ўтказиш талаб этилади. Қуйидаги Л18 мажмуасининг 1, 2 ва 3-сонидаги рақамлар П1, П2 ва бошқалар билан кўрсатилган ҳар бир параметр учун белгиланган даражалар қийматлари билан алмаштирилади.
Қумларнинг намлиги
Намлик ғовак бўшлиғига турли усулларда кириши мумкин. Қолип бўёқ ва намлик билан атмосферадан сўрилиб, уни тайёрлангандан кейин юқорида кўриб чиқилади. Намлик қумда ҳам кўриниши мумкин ва у қолип тайёрлашда ишлатилади. Қолиннинг умумий намлик миқдорига қум билан қўшилган намликнинг қизғинлигини аниқлаш учун қуйидаги тест синовлари ўтказилди. Ушбу тестда иккаласи ҳам қум аралаштиргичларидан олинадиган қолдиқларни тайёрлаш учун ишлатиладиган қумни ва қумни тайёрлаш учун ишлатиладиган янги қум ҳисобланади[4].
Янги ва қайта тикланадиган қумларни намликни текшириш
2-жадвал
|
Янги силикат қуми |
Қайта ишлатилган қум |
||
|
Тест |
Намлик таркиби (%) |
Тест |
Намлик таркиби (%) |
|
1 |
0.0 |
1 |
0.4 |
|
2 |
0.4 |
2 |
0.2 |
|
3 |
0.0 |
3 |
0.4 |
|
4 |
0.2 |
4 |
0.4 |
|
5 |
0.2 |
5 |
0.4 |
|
6 |
0.0 |
6 |
0.0 |
Юқоридаги жадвалда синов натижалари шуни кўрсатадики, қум бўшлиғидаги қолип бўшлиғига қўшиладиган намлик жуда кам, чунки тавсия этилган максимал қийматдан пастроқ - 0,5%.
Доннинг донадорлиги (ДДҚ) қийматлари
Доннинг донадорлиги қолипнинг ўтказувчанлиги билан боғлиқ. Жуда юпқа деворли қумлардан тайёрланган қолиплар жуда яхши қолипланган ва қум доналари орасида бўш жой ва ҳавога тўсқинлик қилмаслиги учун бўш жойлар кам бўлади. Жуда қалин қуймали қумлардан қилинганлар бошқа қуймалардаги нуқсонларни келтириб чиқариш учун кераксиз равишда очилади. Шунинг учун, қумларни қум қилиш учун ДДҚ қийматлари сифатли қуймаларни олиш учун маълум бир оралиқда қолиши керак. Амалиётлар бўйича ДДҚ қийматлари 40-60 орасида бўлишга мўлжалланган. Қора ва қувушоқ катта диаметрли рангли мателлар учун ишлатилади. Пўлат қуймаларни қуйиш пайтида қолип арарлашмасидан тезроқ чиқариб юбориш керак, шунинг учун бундай қолиплар, қум-гилли қолиплардан тайёрланиши керак. Қайта ишланган қумнинг ДДҚ миқдори қуйидагича ўлчанади ва тақсимланади:
Қайта ишлатилган қум учун доннинг донадорлик миқдори ( ДДҚ )
3-жадвал
|
Элемент рақами |
Умумий оғирлик(г) |
Соф оғирлик |
Қумнинг оғирлиги |
% |
Коеффициент |
Маҳсулот |
|
(элемент+қум) |
(г) |
|||||
|
1,680 |
425,16 |
425,12 |
0,04 |
0,04 |
5,5 |
0,22 |
|
1,190 |
402,49 |
402,47 |
0,02 |
0,02 |
7,5 |
0,15 |
|
0,841 |
364,97 |
364,96 |
0,01 |
0,01 |
10 |
0,10 |
|
0,595 |
376,01 |
374,69 |
1,32 |
1,32 |
20 |
26,4 |
|
0,420 |
351,16 |
341,39 |
9,77 |
9,77 |
30 |
293,1 |
|
0,297 |
344,60 |
317,32 |
27,28 |
27,28 |
40 |
1091,2 |
|
0,210 |
353,42 |
322,39 |
31,03 |
31,03 |
50 |
1551,5 |
|
0,149 |
333,67 |
309,28 |
24,39 |
24,39 |
70 |
1707,3 |
|
0,105 |
303,60 |
298,08 |
5,52 |
5,52 |
100 |
552 |
|
0,075 |
297,87 |
297,43 |
0,44 |
0,44 |
140 |
61,6 |
|
0,053 |
307,36 |
307,27 |
0,09 |
0,09 |
200 |
18 |
|
Ўртача |
394,89 |
394,80 |
0,09 |
0,09 |
270 |
24,3 |
|
Умумий |
100* |
5325,87 |
*Синов учун 100 грамм қум олинади
Юқоридаги натижалар шуни кўрсатадики, ГФН қийматлари ўртача кўрсаткичдан бироз юқорироқ интервалгача тўғри келади, янги силикат қуми билан бирлаштириб, баъзи тузатишни талаб қилади.
Тажрибалар ёрдамида аниқланган параметрлар
Бу усул тажрибаларни мустаҳкам лойиҳалаш орқали жараённинг ўзгаришини камайтиришни ўз ичига олади. Тезис лойиҳасида ушбу усулнинг умумий мақсади СТ6сп пўлатдан ясалган пўлат қуймаларда газ бўшлиғининг шаклланишига ёрдам берувчи жараён параметрларининг оптимал комбинациясини аниқлашдан иборат. Ушбу тажриба сифатли қуймалар ишлаб чиқариш жараёнига таъсир кўрсатадиган параметрларни ва улар ўзгариши керак бўлган даражаларни ташкил қилиш учун самарали усуллардан фойдаланишни ўз ичига олади.
Бу усул комбинацияларнинг жуфтлигини синаб кўради, шунинг учун вақтни ва ресурсларни тежаш орқали кам сонли тажрибаларлар билан қуймаларни сифатига энг таъсир қилувчи омилларни аниқлаш учун керакли маълумотларни тўплаш имконини беради. СТ6 сп пўлатдан ясалган қуймаларда ғоваклар ва қичқариш хатолар шаклланишига таъсир кўрсатадиган параметрларни аниқлаш учун қўлланмага тегишли техник мутахассислар билан бир қаторда механизациялашган қолиплаш қисмлари, эритиш участкаси ва усулларни лойиҳалаш бўлимлари билан бир қатор муҳокамалар ўтказилди. Тегишли бўлимлар томонидан тавсия этилган параметрлар сабаблари қуйидаги жадвалда келтирилган:
Техник мутахассислар томонидан таклиф этилган газ ва қисқартириш ғовакларига олиб келадиган параметрлар
4-жадвал
|
Усулларни лойиҳалаш бўлими |
Қолиплаш бўлими |
Суюқлантириш бўлими |
|
Қолипни бир жойдан иккинчи жойга жойлаштиришдаги хатоликлар |
Қумнинг сифати |
Қуйиш темптратураси |
|
Қолипни бир жойдан иккинчи жойга ўтказишда ўлчамидаги хатоликлар |
Қолипнинг намлиги |
Қуйиш вақти |
|
Қолип бўёғи |
Шихтани сифати |
|
|
Ёмон шамоллатиш |
Оксидланишнинг миқдори |
|
|
Юқори ЁЁҚ |
Тутиб туриш вақти |
|
|
Юқори таркибли гил |
Аслида, бу пўлат қуймаларда ғоваклик ва қисқариш камчиликларига сабаб бўлган ягона параметрлар эмас. Қолипларнинг ўтказувчанлиги, боғловчиларнинг тури ва миқдори, доннинг нозиклиги, қуйиш тизимидаги кескин бурчаклар, қуйиш тизимининг суюқ металл ламинар ҳаракатини таъминлай олмаслиги ва бошқа тегишли жараёнлар ҳам бундай камчиликларга олиб келадиган катта рол ўйнайди. Аммо ҳақиқий тажрибада ушбу сабабларнинг катта қисми олдиндан тайёрланган бўлиб, уни тайёрлаш ва ишлаб чиқаришда яхшиланади. Тажрибдаги барча сабабларни ўрганиш фойдали бўлмагани учун, мавзудаги камчиликка кўпроқ таъсир кўрсатадиган ва айни пайтда нисбатан соддалаштирилган текширувлар имкон қадар иложи борича ўрганилади. Шундай қилиб, экспериментал дизайнда фойдаланиш учун қуйидаги параметрлар танланган:
-
1. Қолипнинг намлик таркиби
-
2. Қумнинг боғловчилик нисбати
-
3. Қолипнинг ўтказувчанлиги
-
4. Қуйиш темпратураси
-
5. Оксидланишнинг миқдори
Ортогонал массивларни ишлаб чиқариш даражалари билантанланган параметрлар
5-жадвал
Кўрсаткичлар
|
Даражалар |
Қумнинг боғловчилик нисбати |
Қолипнинг ўтказувчанлиги |
Қуйиш темпратураси |
Оксидланишнинг миқдори |
|
Минимал (100:0,9) |
Паст (150-200) |
Совуқ (1460-1490) |
Кам (0.1) |
|
|
Ўртача (100:1,0) |
Ўрта (201-250) |
Ўртача (1491-1520) |
Ўртача (0.2) |
|
|
Махсимал (100:1,2) |
Юқори (251-300) |
Баланд (1521-1550) |
Кўп (0.3) |
Юқорида келтирилган параметрлар ёки темпратуралар, аввалги бобда келтирилган тажриба натижалари ва амалиётлардан олинган аниқ маълумотлардан ҳисобга олинади ва 5-жадвалда келтирилган.
Натижа ва мунозара
Ушбу тажрибада турли вақт оралиғида тажрибани амалга ошириш учун қумнинг боғловчилик нисбати, қолипнинг ўтказувчанлиги, қуйиш темпратураси ва турли комбинатсиялардаги оксидланишлар миқдори олинади. Ушбу тажрибада олинган натижалар 6-жадвалда қайд этилган ва тақдим этилган.
Қуйиш операциясидаги мувофаққият
6-жадвал
|
Тажриба |
Қумнинг боғловчилик нисбати (кг) |
Қолипнинг ўтказувчанлиги |
Қуйиш темпратураси |
Оксидланиш ўртача (%) |
|
1 |
100:0,9 |
150-200 |
1460-1490 |
0,1 |
|
2 |
100:0,9 |
200-250 |
1491-1520 |
0,2 |
|
3 |
100:0,9 |
250-300 |
1521-1550 |
0,3 |
|
4 |
100:1 |
150-200 |
1491-1520 |
0,3 |
|
5 |
100:1 |
200-250 |
1521-1550 |
0,1 |
|
6 |
100:1 |
250-300 |
1460-1490 |
0,2 |
|
7 |
100:1,2 |
150-200 |
1521-1550 |
0,2 |
|
8 |
100:1,2 |
200-250 |
1460-1490 |
0,3 |
|
9 |
100:1,2 |
250-300 |
1491-1520 |
0,1 |
9 тажриба кузатувлари 7-жадвалда келтирилган.
Экспериментал кузатишлар
7-жадвал
|
Тажриб а |
Қумнинг боғловчили к нисбати |
Қолипнинг ўтказувчанлиг и |
Қуйиш темпратурас и |
Оксидлани ш ўртача (%) |
Нуқсон зўриқиш/ғовакли к/ |
|
(кг) |
|||||
|
1 |
Минимал |
Паст |
Совуқ |
Кам |
Қаттиқ |
|
2 |
Минимал |
Ўрта |
Ўртача |
Ўртача |
Мўтадил |
|
3 |
Минимал |
Юқори |
Баланд |
Кўп |
Мўтадил |
|
4 |
Ўртача |
Паст |
Совуқ |
Кам |
Қаттиқ |
|
5 |
Ўртача |
Ўрта |
Ўртача |
Ўртача |
Ёриқлар |
|
6 |
Ўртача |
Юқори |
Баланд |
Кўп |
Мўтадил |
|
7 |
Махсимал |
Паст |
Совуқ |
Кам |
Қаттиқ |
|
8 |
Махсимал |
Ўрта |
Ўртача |
Ўртача |
Қаттиқ |
|
9 |
Махсимал |
Юқори |
Баланд |
Кўп |
Қаттиқ |
2-расмда. турли хил тажрибалар натижаларини кўрсатди. 6-рақамли тажриба жараёнининг параметрларини ўзгартириш учун керакли чораларни кўриш учун керакли натижаларни кўрсатди. Аммо турли комбинациялар билан ва баъзи бир қўшимча параметрлар қўшилса, натижалар қуймаларининг камчиликларини минималлаштиришга ёрдам беради.
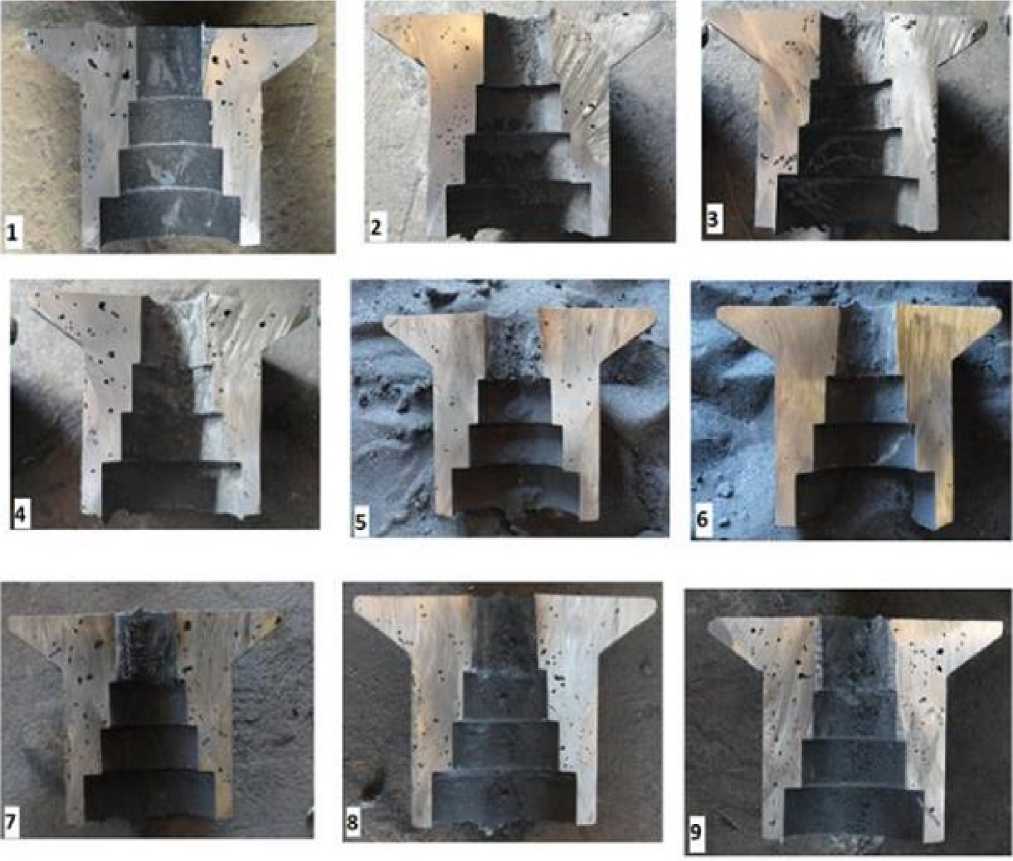
2-расм. 9 та тажриба натижасида олинган пўлат қуйиш бўлими
Хулоса
Танланган параметрларни ва турли натижаларни ўзгартириб, тўққиз тажриба ўтказилди. Биринчи синовни бошлаш йўли билан сиқилиш нуқсони бартараф этилди, чунки у одатда қолиплаш тизимларининг тўғри лойиҳа билан тузатилиши мумкин. Аслида, бу каби сабаблар жуда кўп бўлганлиги сабабли, газ нуқсонларининг аниқ сабабларини аниқлаш учун кўпроқ тажрибалар ўтказиш керак эди. Яхши натижа берган матрица ўзгарувчилари қўлланилиши мумкин бўлса, ишлаб чиқаришда сезиларли даражада харажат тежаш мумкин бўлади. Газ нуқсонлари турли хил сабабларга эга баъзан муайян муҳит ва меҳнат шароитларига боғлиқдир.
Параметрлар ва ўзгарувчилар сонини кўпайтириш аниқроқ натижалар беради ва ҳар қандай ўзгарувчининг хато нуқсони жараёнига таъсирини билишга имкон беради, лекин бу харажатлар қиммат ҳисобланади.
Параметрларни келтириб чиқарадиган маълум бўлган кўп миқдордаги ғовакликларнинг улардан фақатгина 4 таси ушбу лойиҳада кўриб чиқилган; хусусан, қумнинг боғловчилик нисбати, қолип намлиги, қуйманинг темпратураси ва суюқ металлга оксидсизлантириш учун қўшиладиган элементларнинг миқдори. Бундан ташқари, параметрларни бир хил сақлаб туриш, ўзгарувчан қийматларни бошқа қийматларни қабул қилиш учун бажарилиши мумкин. Бироқ, бу лойиҳада чекланган ўзгарувчилар ва нисбатан юқори ҳарорат оралиғи олинади.
Ниҳоят, ўтказиладиган тажрибаларлар 6-тажриба натижаси қумнинг боғловчилик нисбати, қолипнинг ўтказувчанлиги, қуйиш темпратураси ва оксидланиш миқдори каби параметрларнинг яхшироқ комбинацияси эканлиги яққол қуймаларининг камчиликларида кўриниб турибди.
Ушбу тажриба натижалари билан келажакда ғоваклар ва қисқаришларни камайтиришга ёрдам беради.
Список литературы Технология предотвращения пор в отливах
- Peter Beeley, "Foundry Technology", Butter Worth Heinemann, 2nd ed., 2001
- R. Monroe, "Porosity in Castings", American Foundry Society, Paper 05-245(04), 2005
- Dr. R.L. Naro, "Porosity Defects in Iron Castings from Mould-Metal Interface Reactions" Paper (99-206) March 15, 1999 http://www.cn-steelpipe.net/stainless-steel-news/IC44D.html Casting Defects in Steels", Update 2008-7-21
- Бекмирзаев Ш., Саидмахамадов Н., Убайдуллаев М. Теория и практика современной науки №6(1), август, 2016 г. стр 112-115.
