Технология производства отдельных категорий изделий из цветных металлов X–XVIII вв. с территории Полоцкой земли по данным металлографии

Автор: Магалинский И.В.
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Средневековье и новое время
Статья в выпуске: 277, 2024 года.
Бесплатный доступ
В статье представлены результаты исследования особенностей технологических операций, применявшихся при изготовлении отдельных категорий изделий из цветных металлов X-XVIII вв. с территории Полоцкой земли. На основании анализа структуры металла 207 образцов определено, что местные ювелиры при выборе технологической схемы руководствовались конечной формой, физико-химическими свойствами сырьевого металла, а также функциональным назначением готовой продукции. Установлено, что при создании больших серий предметов сложной формы в качестве основной технологической операции использовалось литье (предметы христианского культа, бубенчики, браслеты и пряжки), при этом отдельные артефакты для придания им определенных свойств часто отжигались (фибулы). Для изготовления предметов простых форм преимущественно использовались технологические схемы, связанные с механической деформацией (отдельные типы браслетов, булавок и др.).
Ювелирное производство, металлография, археология беларуси, история древней технологии, археометаллургия, междисциплинарные исследования
Короткий адрес: https://sciup.org/143184170
IDR: 143184170 | DOI: 10.25681/IARAS.0130-2620.277.306-317
Technology of Production of Certain Categories of Non-Ferrous Metal Goods of X–XVIII Centuries from the Territory of Polotsk Land Based on Data of Metallography
The paper reports on the study aimed to investigate features of technological operations used in making some groups of items from non-ferrous metals in the 10th-18thcenturies that come from Northern and Central Belarus. The analysis of the metal structure of 207 samples found that when local artisans selected a ‘chame operatoire" to produce specific categories of goods, they took into account the final form, material and function of a ready-made product. It was found that casting (Christian cult items, small bells, bracelets and buckles) was used as a main technological operation to produce a large repertoire of items that had a sophisticated form; at the same time, some artifacts (fibulae) frequently underwent annealing so that they could acquire some specific properties. In order to make items of simple forms, ‘chame operatoires that included mechanical deformation (some types of bracelets, pins, etc.) were employed.
Текст научной статьи Технология производства отдельных категорий изделий из цветных металлов X–XVIII вв. с территории Полоцкой земли по данным металлографии
Ремесленное производство являлось важной составляющей экономической жизни древних обществ и отражало общий уровень развития материальной и духовной культуры населения конкретного региона. За период исследования археологических памятников на территории Полоцкой земли1 была накоплена значительная коллекция археологических артефактов X–XVIII вв., свидетельствующих о высоком уровне развития различных отраслей производственной деятельности, среди которых ювелирное ремесло занимает особое место.
1 Термин «Полоцкая земля» в настоящей статье обозначает территорию бывшего Полоцкого княжества, которая сегодня входит в состав Республики Беларусь и охватывает преимущественно границы современных Витебской, а также части Минской областей.
Важным актуальным направлением изучения эволюции обработки цветных металлов является комплексный подход, основанный на междисциплинарном синтезе традиционных археологических методов с естественно-научными, применение которого позволяет расширить наше представление о развитии ювелирного производства в древности.
Металлографический анализ является составляющей такого подхода и предполагает изучение макро- и микроструктуры металлов и сплавов методом визуального наблюдения при различных увеличениях. Основная задача металлографии – это изучение взаимосвязи между составом, строением и свойствами металлов и сплавов, а также закономерностей их изменения при термическом, механическом, физико-химическом и других видах воздействия. Проведение структурного анализа требует наличия специального оборудования, в состав которого входят химические реактивы, металлографические микроскопы, твердомеры и т. д. ( Картонова , 2019. С. 3, 19–29; Лившиц , 1990. С. 4).
Использование металлографии для исследования структуры археологического цветного металла имеет давнюю историю и до настоящего времени активно применяется в зарубежной и постсоветской науке ( Равич , 2017; Рындина и др ., 2016. С. 293–296; Scott , 1991). Между тем данный метод до последнего времени не использовался для изучения артефактов, происходящих с территории современной Беларуси ( Магалінскі , 2018). Первые в белорусской археологической науке масштабные исследования структуры изделий из цветных металлов X–XVIII вв. с территории Полоцкой земли были проведены в лаборатории материаловедения Полоцкого государственного университета им. Евфро-синии Полоцкой в период с 2019 по 2023 г. ( Магалинский, Штемпель , 2020. C. 111–115; Магалінскі , 2023. С. 26–29).
В настоящей статье использованы данные полностью завершенной работы по изучению структуры 189 предметов. Для части изделий были сделаны поперечные и продольные спилы, в связи с чем общее количество исследованных образцов составило 207 экз., что делает данную коллекцию одной из крупнейших в регионе. Необходимо также отметить, что выборка, безусловно, не является исчерпывающей, а полученные результаты будут дополняться в процессе дальнейшей работы.
Для изучения были отобраны предметы, происходящие из материалов археологических исследований, проводившихся на территории Полоцкой земли (Полоцк, Менка, Кордон, Бирули, Ивесь, Василевщина, Чичи, Лучно, Фрунзе), а также отдельные артефакты из частных коллекций, происхождение которых не вызывает сомнений. Учитывая, что проведение структурного анализа требует частичного повреждения артефакта, для исследования были выбраны преимущественно фрагментированные вещи, утратившие первоначальную целостность. Важным критерием формирования выборки стал отбор предметов, происходящих из разных категорий памятников, датированных разным временем, принадлежащих к разным типам и видам, а также представляющих серии артефактов.
Исследованные образцы относятся к следующим категориям: ювелирные изделия и детали одежды (130 экз.), предметы быта и хозяйства (13 экз.), предметы письменности (2 экз.), предметы христианского культа (16 экз.), инструменты (1 экз.), сырьевой металл (8 экз.), иные предметы (19 экз.) (рис. 1; 2).
Изученные артефакты разделяются на несколько хронологических групп: X–XI вв. (56 экз.), XII–XIII вв. (96 экз.), XIV–XVI вв. (6 экз.) и XVII–XVIII вв. (26 экз.).
Шлифы изготавливались на металлографическом комплексе компании PRESI, который состоит из отрезного станка MECATOME T201A и шлифовально-полировальной машины MECAPOL P262. В качестве травителей использованы аммиачный раствор хлорной меди (CuCl2 + H2O + NH3) и солянокислый раствор хлорного железа (FeCl3 + NH3). Для изучения структуры предметов делались поперечные и продольные спилы образцов. Наблюдение проводилось при помощи микроскопа NICON MODEL EPIPHOT 200 при увеличении ×50, ×100, ×200, ×500. Значения микротвердости по Викерсу измерялись на микротвердомере BUEHLER MODEL No 1105D с нагрузкой в 100 г при давлении в 15 с.
Исследование технологии производства изделий из цветных металлов невозможно без получения данных относительно элементного состава артефактов, который непосредственно влияет на их структуру и физические свойства. Изучение химического состава образцов проводилось по методу оптико-эмиссионного спектрального анализа (104 образца) и рентгенофлуоресцентного спектрального анализа (80 образцов) в учебно-исследовательской лаборатории археологии, этнологии и антропологии Полоцкого государственного университета им. Евфросинии Полоцкой на искровом оптическом эмиссионном спектрометре SPECTROPORT (производство компании «Spectro Analytical Instruments GmbH») и портативном РФА-спектрометре Vanta C (производство компании «Olimpus»), а также в Институте физики Национальной академии наук Беларуси по методу лазерного спектрального анализа (5 образцов) с помощью мобильной версии лазерного эмиссионного спектрального анализатора собственной разработки.
В результате установлено, что исследованные образцы состоят из медно-цинковых сплавов (48 экз.), бронз (42 экз.), многокомпонентных сплавов (79 экз.), оловянно-свинцовых сплавов и нелегированных легкоплавких металлов (11 экз.), «чистой» меди (7 экз.), а также сплавов серебра (2 экз.). Среди латуней встречены двухкомпонентные (CuZn) (4 экз.), оловянные (CuZnSn) (5 экз.) и свинцовые (CuZnPb) (39 экз.) латуни, среди бронз – оловянные (CuSn) (4 экз.), свинцовые (CuPb) (11 экз.) и оловянно-свинцовые (CuSnPb) (27 экз.) бронзы. Сложные многокомпонентные сплавы представлены образцами из многокомпонентной бронзы (CuSnZnPb) (25 экз.) и многокомпонентной латуни (CuZnSnPb) (54 экз.).
В качестве методологической основы изучения структуры археологического цветного металла нами используются разработки Н. В. Рындиной ( Рындина , 1998. С. 78–79). Классификация технологии изготовления предметов, предложенная исследователем, отличается универсальностью и возможностью применения для изучения цветного металла разных эпох, в том числе Средневековья ( Ениосова , 2017; Зайцева, Сарачева , 2011. С. 145; Королева , 1997. С. 12).
В результате анализа полученных данных выявлены технологические схемы, которые применялись при производстве ювелирной продукции из цветных металлов X–XVIII вв. на территории Полоцкой земли: литье, литье и холодная косметическая ковка, литье и горячая косметическая ковка, холодная формующая ковка, литье и горячая формующая ковка, литье и холодная формующая ковка, горячая формующая ковка ( Магалінскі , 2023. С. 27).
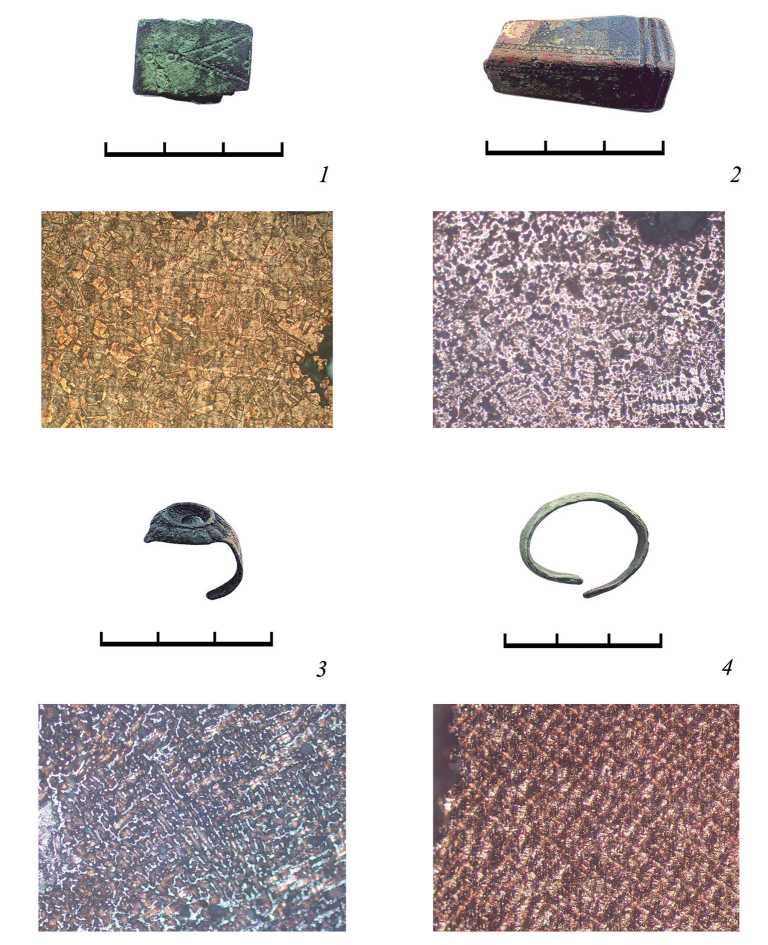
Рис. 1. Технологические схемы изготовления изделий из цветных металлов X–XVIII вв. с территории Северной и Центральной Беларуси
-
1 – браслет (Лучно, раскопки М. В. Климова), формующая холодная ковка (увеличение ×100), многокомпонентная латунь; 2 – браслет (Бирули, раскопки А. В. Войтеховича), литье и холодная косметическая ковка (увеличение ×100), свинцовая латунь; 3 – перстень (Бирули, раскопки А. В. Войтеховича), литье и холодная косметическая ковка (увеличение ×100), многокомпонентная бронза; 4 – перстень (Менка, раскопки А. В. Войтеховича), литье (увеличение ×200), свинцовая латунь
В ходе работы было установлено также, что древние полоцкие ювелиры различали сплавы по физико-химическим свойствам металлов и использовали эти знания в производственной деятельности. Исследование структуры изделий показало, что для литья с минимальными доработками мастера преимущественно использовали сплавы, которые характеризуются высокой степенью жидкотекучести и плотностью отливок (оловянная латунь, оловянная бронза, оловянно-свинцовая бронза, оловянно-свинцовые сплавы и нелегированные легкоплавкие металлы). Необходимость обработки заготовок давлением с промежуточным отжигом обусловила применение для этих целей двухкомпонентных латуней, свинцовых латуней и свинцовых бронз. Для некоторых изделий из сложных многокомпонентных сплавов содержание легирующих компонентов также зачастую коррелирует с технологическими схемами предметов, которые из них изготовлены.
Однако изучение структуры изделий из цветных металлов позволяет не только выделить особенности технологических операций местных ювелиров и определить взаимосвязь химического состава предметов с конкретными приемами их обработки, но и дает возможность также установить связь между конкретными видами изделий и технологическими схемами, по которым они изготовлены.
Наибольшим количеством образцов в выборке представлены браслеты (29 экз.), перстни (17 экз.), фибулы и их фрагменты (19 экз.), нательные кресты (11 экз.), пряжки (12 экз.), бубенчики (10 экз.), булавки (5 экз.), шейные гривны (4 экз.).
Среди исследованных украшений рук основную часть составляют браслеты (рис. 1: 1, 2 ). Предметы датируются X–XI вв. – 12 экз., XII–XIII вв. – 12 экз. и XIV–XVIII вв. – 1 экз. Для производства браслетов местные мастера использовали следующие технологические схемы: литье и холодная косметическая ковка (8 экз.), литье и формующая холодная ковка (3 экз.), литье и горячая косметическая ковка (1 экз.), литье и горячая формующая ковка (1 экз.), формующая холодная ковка (14 экз.), в структуре еще двух образцов зафиксирован длительный отжиг, который позволяет определить схему их производства как литье и гомогенизирующий отжиг.
Таким образом, браслеты в X–XIII вв. изготавливались преимущественно с помощью литья и формующей холодной ковки. Выбор технологии производства зависел от типа браслета, который необходимо было изготовить. Так, изделия, полученные с помощью формующей холодной ковки, относятся к пластинчатым или проволочным образцам и не имеют признаков литья. В то же время
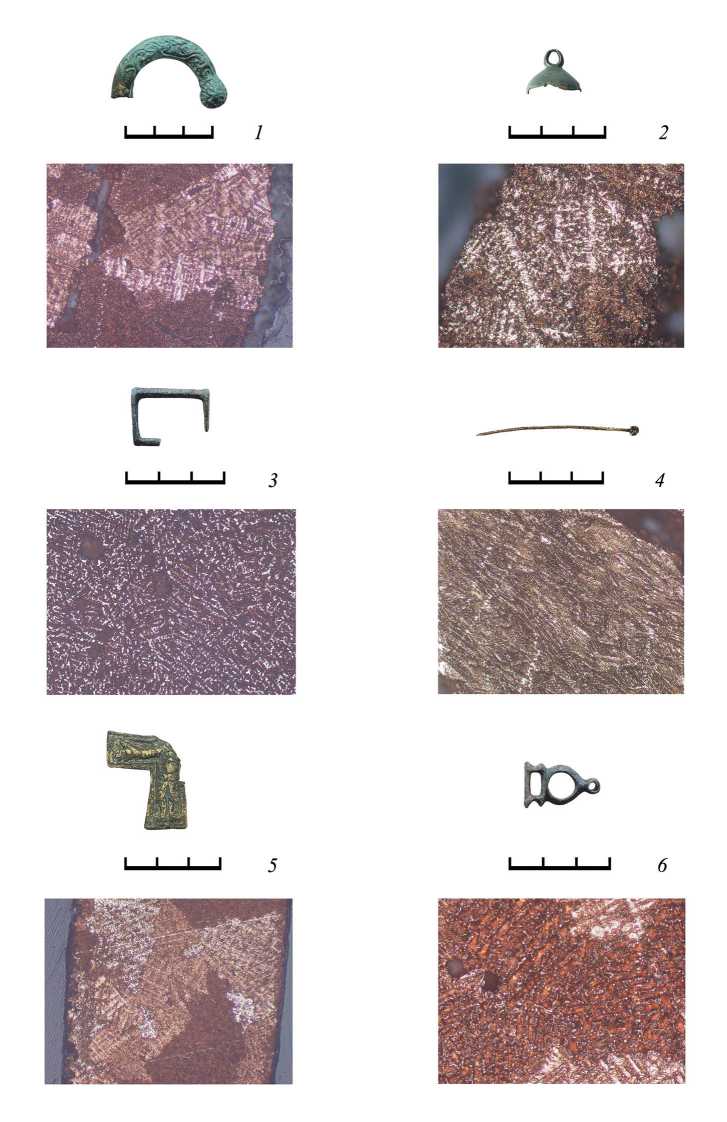
Рис. 2 (с. 310). Структуры изделий из цветных металлов X–XVIII вв.
с территории Северной и Центральной Беларуси
-
1 – фибула (Фрунзе, раскопки А. В. Войтеховича), литье и холодная косметическая ковка, оловянно-свинцовая бронза (увеличение ×100); 2 – бубенчик (Чичи, раскопки А. В. Вой-теховича), литье и холодная косметическая ковка (увеличение ×200), сплав олова с медью и свинцом; 3 – пряжка (Полоцк, раскопки А. Л. Коца), литье и холодная косметическая ковка (увеличение ×100), многокомпонентная латунь; 4 – булавка «пус епи» (Полоцк, раскопки С. В. Тарасова), формующая холодная ковка (увеличение ×200), двухкомпонентная латунь; 5 – крест нательный (Полоцк, раскопки И. В. Магалинского), литье и холодная косметическая ковка (увеличение ×100), многокомпонентная латунь; 6 – книжная застежка (Полоцк, раскопки А. Л. Коца), литье (увеличение ×200), многомпонентная латунь
литые предметы, как правило, относятся к более сложным типам, отличаются массивностью, сложностью формы и наличием декора. Установить особенности производства браслетов XIV–XVIII вв. не представляется возможным в связи с недостаточностью выборки.
Преимущественное использование для изготовления простых проволочных браслетов ковки с высокими степенями обжатия и промежуточными отжигами, а также литья по жестким или пластичным формам для производства сложных объемных изделий характерно и для ювелирного дела «земли вятичей» XI– XIII вв. ( Зайцева, Сарачева , 2011. С. 237). Браслеты X – начала XI в. из Гнездова изготавливались с помощью литья с дополнительными кузнечными операциями с невысокими степенями обжатия, а также путем формующей доработки литой заготовки холодной ковкой ( Ениосова , 2017. Табл. 2). Подобные технологические приемы характерны также для браслетов из Новгорода. Согласно исследованиям Н. В. Рындиной, проволочные браслеты изготавливались с помощью ковки в холодном состоянии с последующей доработкой напильником. Отдельные виды проволочных браслетов производились из литой заготовки, которая расковывалась, а затем перевивалась в нагретом состоянии. Браслеты же сложных форм отливались в пластичные или жесткие формы (одна- и двухстворчатые) ( Рындина , 1963. С. 228–235).
Перстни представлены 17 образцами (X–XI вв. – 4 экз., XII–XIII вв. – 5 экз., а также XIV–XVIII вв. – 8 экз.). Предметы изготовлены по следующим технологическим схемам: литье (4 экз.), литье и горячая формующая ковка (2 экз.), литье и горячая косметическая ковка (1 экз.), литье и холодная косметическая ковка (9 экз.), формующая холодная ковка (1 экз.) (рис. 1: 3, 4 ).
Можно отметить, что основной технологической операцией по изготовлению перстней различных типов и форм было литье. Для некоторых образцов характерна доработка готовых литых изделий в горячем или холодном состоянии. Использование литья для производства абсолютного большинства перстней следует объяснить их сложной формой, которую невозможно было получить в результате одного только механического воздействия. Следует также отметить, что использование технологических схем, связанных с литьем, характерно для перстней X–XI вв. (4 экз.), XII–XIII вв. (5 экз.) и XIV–XVIII вв. (7 экз.), что необходимо связывать с существовавшей устойчивой традицией производства этой категории артефактов.
Следует также отметить, что именно литье являлось основной технологической операцией, применявшейся при изготовлении перстней сложных форм (щитковые, со вставками, ажурные) на территории «земли вятичей» ( Зайцева, Сарачева , 2011. С. 219). Перстни из Гнездова также изготавливались с помощью литья, а готовые отливки могли дорабатываться в холодном состоянии с разными степенями обжатия ( Ениосова , 2017. Табл. 2). Преимущественно с помощью литья изготавливались также перстни X–XV вв. из Новгорода ( Рындина , 1963. С. 235–241).
Среди нагрудных украшений наибольшим количеством образцов в выборке представлены фибулы и их фрагменты . Предметы датируются X–XI вв. (10 экз.) и XII–XIII вв. (9 экз.). Образцы изготовлены с помощью литья (2 экз.), литья и горячей косметической ковки (1 экз.), литья и холодной косметической ковки (12 экз.), формующей холодной ковки (3 экз.) (рис. 2: 1 ).
Основным приемом изготовления фибул, прежде всего подковообразных, является литье и последующая доработка изделий в холодном состоянии, связанная с устранением дефектов литья или нанесением декора с невысокими степенями обжатия. Большинство изделий содержат следы отжига, который применялся для придания металлу большей пластичности в ходе доработки заготовки.
Исследованные образцы фибул из Серенска также изготовлены с помощью литья, при этом отдельные изделия дополнительно обработаны шлифовкой ( Зайцева, Сарачева , 2011. С. 247). Литье и косметическая холодная ковка являлась также основной технологической схемой для производства фибул из Гнездова. Кроме того, часть изделий изготавливалась с помощь холодной формующей ковки изначальной литой заготовки ( Ениосова , 2017. Табл. 2). Именно литье в составные пластичные и жесткие литейные формы являлось основной формообразующей операцией для производства фибул в Новгороде ( Рындина , 1963. С. 255).
Особо необходимо отметить мелкодендритную структуру фрагмента рельефной «черепаховидной» фибулы X в. из Полоцка. Такая структура могла образоваться только в том случае, если объект был отлит в форму с высокими теплопроводными характеристиками. Возможно предположить, что подобная структура могла быть получена в ходе отливки изделия по выплавляемой модели с потерей формы. Изложницы данного типа тонкостенны, что обеспечивает высокую теплопроводность. Следует заметить, что в ходе раскопок 2023 г. на территории Нижнего замка Полоцка в комплексе ювелирной мастерской Х в. была обнаружена подобная форма с сохранившейся в ней отливкой умбоновид-ной части овальной рельефной фибулы типа P51, по Я. Петерсену2.
Технология производства овальных скандинавских фибул, происходящих из Гнездова, существенно отличается и характеризуется наличием в структуре изделий крупных полиэдрических кристаллов, что указывает на производство данных украшений в глиняной, предварительно разогретой форме, которая постепенно остывала вместе с очагом ( Ениосова , 2017. С. 220).
Литье было основным приемом для изготовления шейных гривен : литье и горячая косметическая ковка (2 экз.), литье и холодная косметическая ковка (2 экз.).
Фрагменты нагрудных булавок X в. (3 экз.) образованы методом литья и доработаны давлением в холодном состоянии. В структуре одного изделия сохранились следы отжига и механической деформации, связанной с нанесением декора пуансоном.
Булавки типа «пус епи» XVII–XVIII вв. (2 экз.) изготовлены с помощью формующей холодной ковки (волочение) (рис. 2: 4 ). На это указывает волокнистая структура металла без следов отжига.
Большая часть бубенчиков изготовлена методом литья (рис. 2: 2 ). Среди технологических схем, применяемых при производстве изделий этой группы, следует отметить литье (2 экз.), литье и горячую косметическую ковку (1 экз.), литье и холодную косметическую ковку (5 экз.), а также формующую холодную ковку (2 экз.). Бубенчики датируются X–XI вв. (4 экз.) и XII–XIII вв. (6 экз.).
Таким образом, основными технологическими операциями, применявшимися при производстве бубенчиков, были литье и тиснение. Мелкодендритный характер большинства структур изученных образцов может свидетельствовать о преимущественном использовании мастерами литья по выплавляемым моделям в пластичные одноразовые формы.
Литье, а также холодная формующая ковка являлись также основным технологическим приемом, использовавшимся для создания объемных привесок-бу-бенчиков вятичскими мастерами, которые для отливок использовали преимущественно одноразовые пластичные формы, изготовленные по выплавляемым моделям, а также штампованные заготовки, которые соединялись между собой пайкой ( Зайцева, Сарачева , 2011. С. 204–206). Вероятно, именно литье применялось в качестве основной технологической операции при изготовлении бубенчиков в мастерских Гнездова. При этом отливки осуществлялись в жесткие двусторонние формы, о чем свидетельствуют литейные швы на тулове готовых изделий ( Ениосова , 2017. С. 208). Реконструкция технологических схем изготовления бубенчиков произведена Н. В. Рындиной на новгородских материалах. В результате установлено, что грушевидные бубенчики всегда цельнолитые, отлитые в пластинчатые формы, а гладкие шаровидные бубенчики спаяны из двух тисненых половин ( Рындина , 1963. С. 247).
Среди категории украшений и деталей одежды самую большую группу образцов в выборке составляют детали поясного набора, прежде всего пряжки.
Пряжки в выборке (12 экз.) изготовлены по следующим технологическим схемам: литье (7 экз.), литье и горячая косметическая ковка (1 экз.), литье и холодная косметическая ковка (4 экз.) (рис. 2: 3 ). Предметы датируются X–XI вв. – 4 экз., XII–XIII вв. – 7 экз., а также XIV–XVIII вв. – 1 экз.
Основным формообразующим приемом для изготовления пряжек является литье. Преобладание в выборке изделий, изготовленных по данной технологической схеме, свидетельствует о высоком качестве отливок, не требовавших дальнейших доработок, связанных с устранением дефектов.
Большая часть пряжек сложных форм с территории «земли вятичей» также изготовлена методом литья (в пластичные или жесткие разъемные формы) ( Зайцева, Сарачева , 2011. С. 250). Основным технологическим приемом для создания предметов ременной гарнитуры на территории Гнездова было литье, иногда с минимальными доработками ковкой в холодном состоянии с небольшими степенями обжатия ( Ениосова , 2017. Табл. 2).
Важную часть выборки составляют предметы христианского культа , представленные 16 образцами: нательные кресты (11 экз.), кресты-энколпионы (2 экз.), крышка лампадки (1 экз.), а также детали хороса (2 экз.).
Основным технологическим приемом для изготовления нательных крестов было литье: литье (2 экз.), литье и горячая косметическая ковка (1 экз.), литье и холодная косметическая ковка (8 экз.) (рис. 2: 5). Для большинства изделий характерна доработка литых заготовок с небольшой степенью обжатия, и только в структуре двух образцов зафиксированы следы значительных деформаций и разупрочняющего отжига. Несмотря на наличие в выборке предметов большого временного диапазона, установить хронологические особенности использования тех или иных технологических схем для изготовления нательных крестов не представляется возможным. Вероятно, выявленные схемы являлись наиболее универсальными технологическими приемами, в равной степени использовавшимися на протяжении всего исследуемого периода.
Два фрагмента крестов-энколпионов также изготовлены методом литья. Один образец дополнительно механически доработан с небольшой степенью обжатия, вероятно, при удалении заусенцев или литейных швов.
Особо необходимо отметить крупнодендритную структуру креста-энколпио-на XIV–XV вв. из Полоцка. Нечеткий характер изображения на внешней стороне предмета указывает на то, что он отлит по оттиску с готового изделия. Крупнодендритная структура этого предмета свидетельствует о его отливке в глиняно-шамотной форме с низкой теплопроводностью. Предмет не просто был отлит в подобной изложнице, но и находился в ней до полного остывания.
С помощью литья с минимальными финальными доработками с небольшими степенями обжатия были также изготовлены два фрагмента хоросов, происходящие из материалов археологических исследований на территории Спасо-Преображенской церкви Спасо-Евфросиниевского монастыря в г. Полоцке. Литое происхождение предметов подтверждается и видимыми следами литейных швов.
Только литье без дополнительных механических воздействий использовалось для изготовления крышки лампадки.
В качестве основного технологического приема для изготовления предметов личного благочестия и церковной утвари на территории «земли вятичей» также использовалось литье ( Зайцева, Сарачева , 2011. С. 253–261).
Остальные категории изделий в исследованной выборке представлены небольшими сериями либо единичными предметами, что не позволяет высказать однозначного мнения относительно преобладающего использования для их изготовления тех или иных технологических схем.
Таким образом, выбор технологической схемы производства отдельных категорий изделий определялся конечной формой, составом металлического сырья и функциональным назначением готовой продукции. Необходимость изготовления больших серий предметов стандартизированного вида сложной формы привела к преимущественному использованию литья как основной формообразующей операции при изготовлении предметов христианского культа, бубенчиков, браслетов и пряжек. Для повышения пластичности подковообразных фибул исходные литые заготовки таких изделий часто подвергали отжигу. Для изготовления изделий более простых форм, в том числе браслетов и булавок, применялись как операции литья, так и операции механической деформации, выбор которых прежде всего зависел от окончательной формы готового изделия.
