Технология восстановления ресурса многогранных неперетачиваемых пластин

Автор: Носов Николай Васильевич, Лавро Виктор Николаевич, Балакиров Сергей Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.22, 2020 года.
Бесплатный доступ
В статье приводятся результаты по разработке технологии восстановления МНП. Постановка задачи связана с повышением долговечности, стойкости и эксплуатационных свойств МНП. Технология восстановления пластин предусматривает: разработку технологической схемы переточки МНП по передней поверхности и нанесение износостойких покрытий из TiN. Определена оптимальная геометрия восстановленного инструмента, схема заточки, подобраны характеристики шлифовальных кругов и режимы резания. Разработана технология нанесения покрытия, схема и режимы очистки поверхности, определены параметры качества покрытий.
Платины, заточка, геометрия, качество поверхности, режимы заточки и нанесения покрытия
Короткий адрес: https://sciup.org/148312660
IDR: 148312660 | УДК: 621.951.01 | DOI: 10.37313/1990-5378-2020-22-3-82-86
Technology of resource recovery of polyhedral non-reachable plates
The article presents the results of the development of technology recovery MNEs. The problem statement is connected with increase of durability, firmness and operational properties of MNP. The technology of plate recovery provides: development of technological scheme of MNP flow over the front surface and application of wear-resistant coatings from TiN. The optimal geometry of the restored tool, the sharpening scheme is determined, the characteristics of grinding wheels and cutting modes are selected. The technology of coating, scheme and modes of surface cleaning are developed, the parameters of coating quality are determined.
Текст научной статьи Технология восстановления ресурса многогранных неперетачиваемых пластин
Инструмент с МНП является основным при разработке операции на станках с ЧПУ. МНП – одноразовые, используются не более 3-4 раз в зависимости от количества вершин. МНП включают твердосплавную основу и трехкомпонентное покрытие. Стоимость пластин ежегодно возрастает, что объясняется существенным удорожанием природных ресурсов и технологии производства. МНП – это изделия, имеющие разнообразную и точную геометрическую форму, сложный состав, высокое качество лезвий, точность и, как правило, прошедшие упрочняющую обработку, в основном – нанесением покрытий. Применение МНП предполагает использование вершины резца один раз при полном износе.
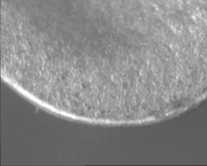
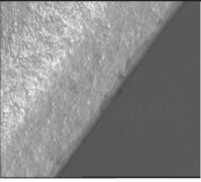
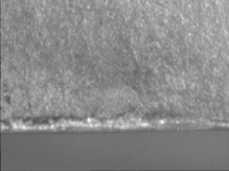
На рис. 1 показаны типичные виды износа пластин по передней и задней поверхности.
Износ МНП приводит к изменению формы передней поверхности и размеров пластин, разрушению упрочненной поверхности (покрытия). Повторить исходную геометрическую форму передней поверхности пластины с по-
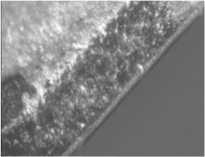
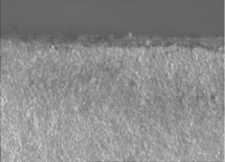
a
б
в
Рис. 1. Износ МНП по передней (а и б) и задней (в) поверхности
мощью алмазной заточкой в большинстве случаев невозможно, поэтому нужно создать новую форму пластины. Упрочняющая обработка МНП с помощью покрытия, применяемая ведущими фирмами, развита на высоком научном и техническом уровне. Замена покрытий на ее более простые химические соединения должна быть обоснованная своей эффективностью. Поэтому создание вторичного, полноценного ресурса работоспособности МНП – это сложная научнотехническая задача, решение которой возможно на основе комплексного исследования влияния вопросов рационального формообразования режущей части алмазным шлифованием и использования эффективных методов упрочнения для конкретных условий обработки.
Очевидно, что содержание концепции создания вторичного ресурса может быть разным, но оно должно быть обосновано.
Переточкой МНП занимались многие авторы [1, 5], которые предложили 3 метода восстановления.
Первый метод основан на переточке только по задней поверхности, это наиболее приближенный метод по геометрии пластины, но он трудоемкий, т.к. требует применения станков с ЧПУ.
Второй метод использует заточку по передней и задней поверхности. Он требует не только больших затрат, но и необходимость дополнительных наладок при установке на станках с ЧПУ.
Третий метод наиболее перспективен, т.к. переточка осуществляется только по передней поверхности.
Заточка по передней поверхности пластины с положительным передним углом имеет следу-
-
- минимальная трудоемкость заточки пластины .
К недостаткам этого метода можно отнести уменьшение размера пластины по высоте и прочности режущей кромки, изменение геометрических параметров пластины, в частности переднего угла, изменение параметров струж-коломания и стружкодробления. Однако при переточке пластин по передней поверхности появляется уникальная возможность изменить геометрические параметры режущей части в соответствии с конкретными условиями обработки, в частности создание переднего угла 0o – 6o взамен переднего угла у новой пластины, равного -20o.
На рис. 2 показаны станок, трехповоротные тиски, конструкции алмазного инструмента и державки пластины. Практика процесса переточек показывает, что наибольшую эффективность имеют алмазные круги на бакелитовых и вулканитовых связках. Пластина закреплялась в оправке, которая применялась при обработке на станке с ЧПУ.
ТЕХНОЛОГИЯ ЗАТОЧКИ
Технология заточки МНП проводится с по- мощью алмазных кругов на универсальном заточном станке. Схема наладки резцов с пластинами перед заточкой показана на рис. 3.
ющие преимущества:
- надежность крепления пластины в корпусе инструмента cохраняется;
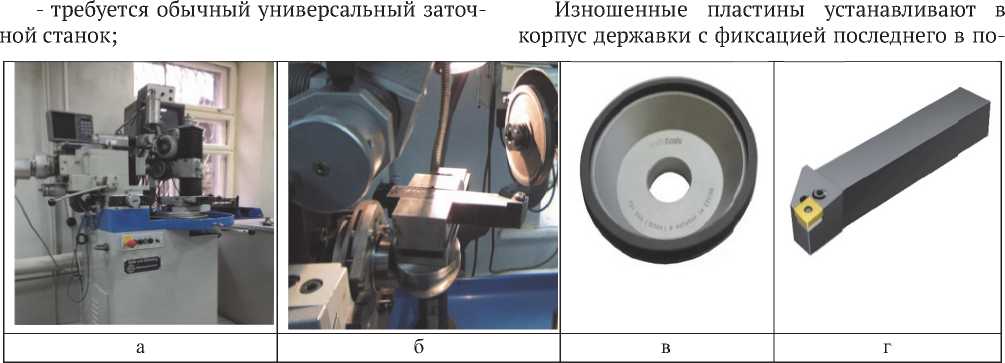
Рис. 2. Универсальный заточной станок WS54 Швейцария (а), трехкоординатные тиски (б), круг шлифовальный АЧК ГОСТ 16172-80 АСО 160/120 B1 (в), державка для крепления МНП Sandvik Coromant PCLNR2525M-12 (г)
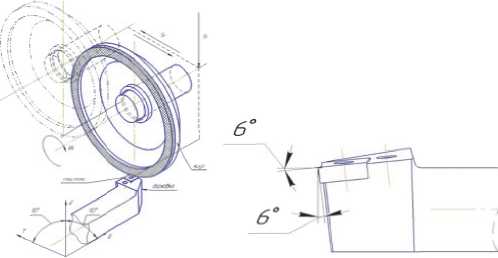
Рис. 3. Схема профилирования передней поверхности пластин при заточке и фактические углы по задней и передней поверхности (6о)
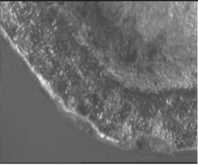
ложении для данной номенклатуры пластин. Данный способ не требует дополнительных затрат на приспособление и обеспечивает приемлемую точность глубины заточки режущих пластин ± 0,01 мм. На рис. 4 показана передняя поверхность п ереточе нной пластины.
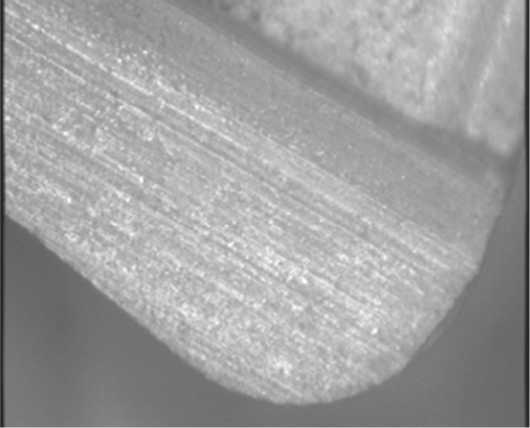
Рис. 4. Передняя поверхность пластины после заточки
Технологические режимы шлифования выбраны в соответствии с [3]: Vр = 35 м/с; Sпоп = 0,1 мм/дв.ход; Sпрод = 1 – 2 мм/мин.
Перед заточкой необходимо рассчитать геометрические параметры передней поверхности пластины и припуски на обработку. Геометрические размеры передней поверхности: длину, ширину, угол наклона главной режущей кромки в осевом и радиальном направлениях рассчитываем по формулам.
Длина переточенной главной режущей кромки:
Lp = t + (1...2) мм, где t – глубина резания, равная припуску.
Ширина передней поверхности рассчитывалась по длине участка пластического контакта стружки по передней поверхности L3 [4]:
L3 = So [Kl (l - tg( γ )) + sec( λ )], где, So – подача на оборот заготовки, мм/об; Kl – усадка стружки по длине; γ – передний угол.
После заточки передний угол при вершине пластины γ = + (5°…7°), это позволяет иметь по- ложительный передний угол на главной режущей кромке равный 3°…5° при установки резца для обработки заготовок.
Получаемый в процессе заточки уступ служит стружколомом.
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЯ
На рис. 5 приведены результаты исследования химического состава твердого сплава фирмы SANDVIK, проведенные на специальной установке, которые показали, что в качестве основы подложки фирма-изготовитель использовала твердый сплав ВК 6. В данной работе в качестве катода используется чистый титан марки BT-1-00.
Это дает возможность определить режимы нанесения покрытия и его адгезионные свойства. Нанесение износостойких покрытий является эффективным способом повышения работоспособности сменных многогранных пластин.
Характеристики используемых установок, в основном отличаются габаритными размерами, схемой размещения режущего инструмента в камере, количеством испарителей и др. В зависимости от типоразмера инструмента, используются различные схемы его размещения, в зависимости от конфигурации изделий нанесение на них покрытий осуществляется без вращения, с осевым планетарным вращением и т.д.
Технологический цикл КИБ нанесения покрытий можно представить в виде двух последовательно протекающих процессов [2,6]:
-
- ионной бомбардировки, предназначенной для термомеханической активации, залечивания дефектов и очистки поверхности основы ионами испаряемого электрода, т.е. подготовку поверхности перед покрытиями;
-
- конденсации покрытия.
Технологические режимы процесса нанесения покрытия TiN на МНП.
-
I) Ионная очистка:
-
- ток дуги испарителя Jд = 90(A);
-
- ток катушки Jф = 0,4 (А);
-
- напряжение на подложке Uп = 1000 (В);
-
- остаточное давление в камере Pост = 2 . 10-5 мм рт.ст.;
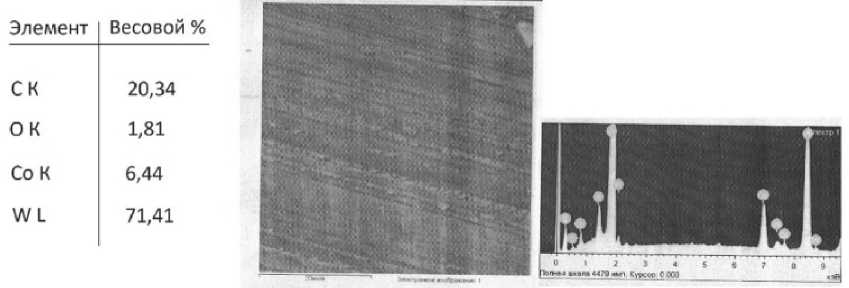
Рис. 5. Результаты исследования химического состава МНП фирмы SANDVIK
-
- температура нагрева изделий T = 600 оС;
-
- время очистки t = 10 мин.
-
II) Конденсация покрытия:
-
- ток дуги испарителя Jд = 90(A);
-
- ток катушки Jф = 0,5 (А);
-
- напряжение на подложке Uп = 150 (В);
-
- давление в камере P = 2 . 10-5 мм рт.ст.;
-
- температура нагрева изделий T =550 – 600 оС;
-
- время очистки t = 40 мин.
Первый этап – ионная очистка, удаляет загрязнения и забивает микродефекты на поверхности, убирает загрязнения из вакуума. Второй следование ведется в нахождении оптимального процентного содержания элементов [6]. Для пластин этого типа требуется содержание азота не менее 8,5%, т.е. получаемое покрытие вполне удовлетворяет этим требованиям. Структурный анализ показал хорошую однородность и целостность покрытия TiN. Хорошо видно, что покрытие повторяет рельеф поверхности подложки. В структуре наблюдается наличие капельной фазы размером от 1 до 3 мкм.
На рис. 7 представлены переточенные пластины, покрытые износостойким покрытием TiN
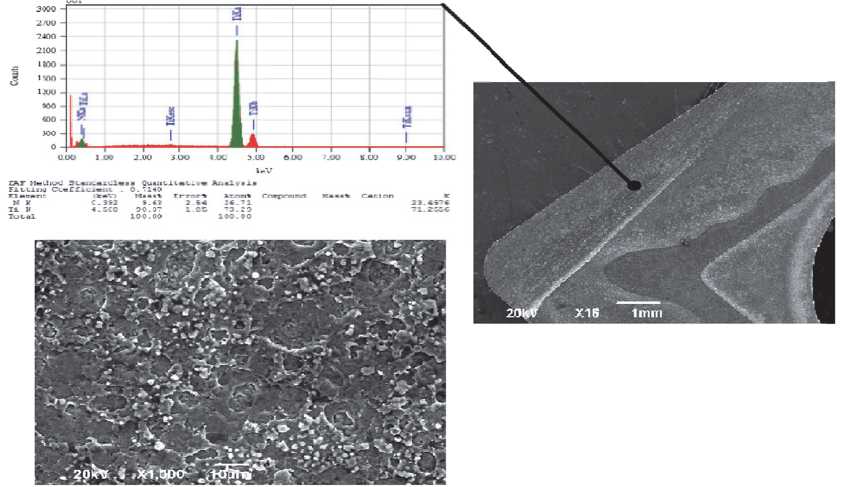
Рис. 6. Исследование структуры покрытия, элементного состава и свойства режущей поверхности пластины

Рис. 7. Переточенные пластины с нанесенным покрытием TiN
этап – конденсация покрытия в азоте.
Элементный анализ полученного покрытия нитрида титана проведен с помощью анализатора JED-2300 и микроскопа JEOL JSM-6390A. Результаты исследований структуры, элементного состава и свойства покрытия с режущей кромки пластин представлены на рис. 6.
Элементный анализ полученного покрытия показал, что в полученном износостойком покрытии массовое содержание азота 9,63%, титана 90,37% соответственно. Дальнейшее ис- методом конденсации с ионной бомбардировкой.
Разработана технология восстановления сменных многогранных неперетачиваемых пластин, обеспечивающая стабильные показатели качества обработки и стойкость порядка 80% от изначальной стойкости пластины.
Список литературы Технология восстановления ресурса многогранных неперетачиваемых пластин
- Сборный твердосплавный инструмент. / Г.Л. Хает, В.Н. Гах, К.Г. Громаков и др. М.: Машиностроение, 1989. С.256.
- Сахаров Г.П., Арбузов О.Б., Боровой Ю.Л., Гречишников В.А. Киселев A.C. Металлорежущие инструменты. М.: Машиностроение, 1989. 327 с.
- Захарченко И.П., Савченко Ю.Я., Лавриенко В.И. Глубинное шлифование кругами из сверхтвердых материалов. М.: Машиностроение, 1988. 55 с.
- Формообразование поверхностей деталей. Обработка материалов резанием. Ч.: учеб. пособие / Д.Л. Скуратов, В.Н. Трусов, Т.Н. Андрбхина. Самара: Самар. гос. техн. ун-т, 2011. 175 с.
- Попова А.Ю., Радченко Д.С., Васильева Е.В. Повышение эффективности использования современных инструментов со сменными твердосплавными пластинами за счет их вторичного ресурса // Вестник УГАТУ. 2012. Т. 16. № 4. С. 46-51
- Григорьев С.Н. Методы повышения стойкости режущего инструмента. М.: Машиностроение, 2011. 368 с.
