Тенденции развития промышленных роботов-манипуляторов

Автор: Лукьянов В.В., Вотинцев В.В., Ильина В.Н., Ахмадуллина А.Ф.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Результаты исследований ученых и специалистов
Статья в выпуске: 6 т.17, 2025 года.
Бесплатный доступ
Введение. Промышленные роботы-манипуляторы становятся неотъемлемой частью современных предприятий благодаря своей универсальности и способности выполнять сложные операции с высокой точностью и скоростью, в том числе в экстремальных условиях. Для эффективного внедрения и эксплуатации роботов-манипуляторов необходимо понимание их конструктивных особенностей, методов управления и технологий производства. Основная часть. В обзоре представлена их классификация роботов-манипуляторов по конструктивным особенностям, числу степеней свободы и типам приводов. Проанализированы области их применения и рыночные тенденции. Представленный обзор указывает на устойчивый рост рынка промышленных роботов-манипуляторов, связанный с трансформацией производственных процессов в соответствии с концепцией Индустрии 4.0. Рассмотрены конструктивные элементы роботов-манипуляторов: механическая часть, привод и система управления. Представлен обзор современных материалов, используемых в производстве манипуляторов. Предложен способ увеличения эксплуатационных свойств конструктивных элементов за счет применения материалов с нанокристаллической структурой. Выявлены актуальные направления развития в области промышленных роботов. Отмечено, что интеграция машинного зрения и искусственного интеллекта в системы управления манипуляторами становится одной из ключевых тенденций робототехники. Такие решения позволяют оперативно реагировать на изменяющиеся условия работы и предотвращать потенциальные аварии. Заключение. Промышленные роботы-манипуляторы продолжают развиваться, открывая новые возможности для автоматизации и повышения эффективности производственных процессов. Их дальнейшее совершенствование требует междисциплинарного подхода, объединяющего инженерные, программные и технологические решения. Результаты проведенного обзора могут быть использованы для выбора, проектирования и внедрения промышленных роботов-манипуляторов на предприятиях, а также для дальнейших научных исследований в области робототехники.
Робот-манипулятор, управление роботом-манипулятором, привод, редуктор, малолегированные стали, наноматериалы
Короткий адрес: https://sciup.org/142246549
IDR: 142246549 | УДК: 621.865.8 | DOI: 10.15828/2075-8545-2025-17-6-733-743
Trends in the development of industrial robotic manipulators
Introduction. Industrial robotic manipulators are becoming an integral part of modern enterprises due to their versatility and ability to perform complex operations with high precision and speed, including in extreme conditions. Effective implementation and operation of robotic manipulators requires an understanding of their design features, control methods, and manufacturing technologies. Main part. This review presents a classification of robotic manipulators based on their design features, number of degrees of freedom, and drive types. Their application areas and market trends are analyzed. This review points to the steady growth of the industrial robotic manipulator market, driven by the transformation of production processes in line with the concept of Industry 4.0. This article examines the structural components of robotic manipulators: the mechanical part, the drive, and the control system. It also presents an overview of modern materials used in the production of manipulators. A method for enhancing the performance properties of structural components through the use of materials with a nanocrystalline structure is proposed. Current development trends in industrial robotics are identified. It is noted that the integration of machine vision and artificial intelligence into manipulator control systems is becoming a key trend in robotics. Such solutions enable rapid response to changing operating conditions and the prevention of potential accidents. Conclusion. Industrial robotic manipulators continue to evolve, opening up new opportunities for automation and increased efficiency in production processes. Their further improvement requires an interdisciplinary approach combining engineering, software, and technological solutions. The results of this review can be used for selecting, designing, and implementing industrial robotic manipulators in enterprises, as well as for further scientific research in the field of robotics.
Текст научной статьи Тенденции развития промышленных роботов-манипуляторов
Лукьянов В.В., Вотинцев В.В., Ильина В.Н., Ахмадуллина А.Ф. Тенденции развития промышленных роботов-манипуляторов. Нанотехнологии в строительстве. 2025; 17(6):733–743. – EDN: QKRTOV.
В условиях цифровизации и автоматизации производственных процессов промышленные роботы-манипуляторы становятся неотъемлемой частью современных предприятий, в том числе в нефтяной и газовой отраслях. Их использование позволяет значительно повысить эффективность, точность и безопасность операций при добыче, проведении технического обслуживания и ремонта, выполнении технологических операций в экстремальных и опасных для человека условиях.
Согласно ГОСТ 25686-85, промышленный робот (робот-манипулятор) – это автоматическая машина, стационарная или передвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления для выполнения в производственном процессе двигательных и управляющих функций.
В современной робототехнике манипуляторы занимают важное место благодаря универсальности и способности выполнять сложные операции с высокой точностью и скоростью. Для эффективного внедрения и эксплуатации роботов-манипуляторов необходимо глубокое понимание их конструктивных особенностей, методов управления и технологий производства.
Виды роботов-манипуляторов и их характеристика
По конструкции манипуляционные механизмы разделяют на манипуляторы последовательной [1] и параллельной структуры [2]. В последнее время получили распространение манипуляторы параллельно-последовательной структуры (гибридные), которые объединяют преимущества обеих конструктивных схем.
Основные рабочие характеристики роботов-манипуляторов включают [3]:
– рабочее пространство – область, в которой робот может выполнять задачи;
– грузоподъемность – максимальная масса, которую манипулятор способен перемещать;
– точность и повторяемость – способность достигать и повторять заданные положения с минимальной ошибкой;
– скорость и ускорение;
– жесткость и стабильность конструкции, обеспечивающие надежность и устойчивость при выполнении операций.
Анализ рынка
Выбор конкретной конструкции манипуляционного робота определяется отраслью использования.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
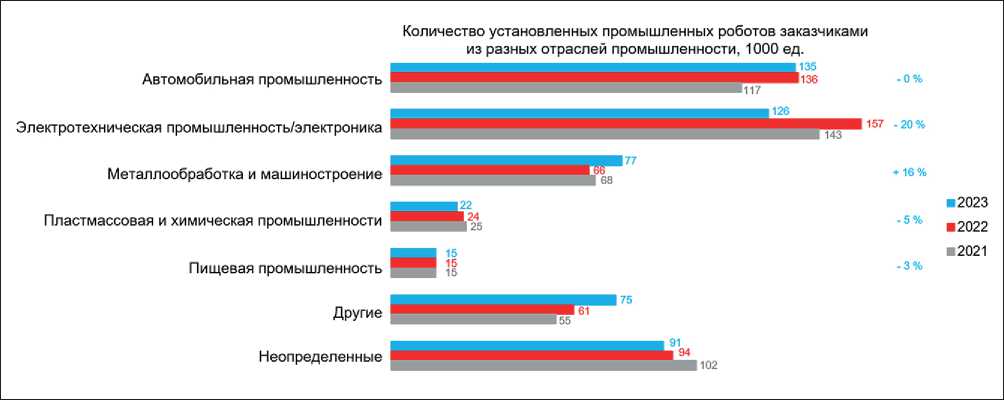
Рис. 1. Тенденция применения роботов-манипуляторов в различных отраслях с 2021 по 2023 год
Промышленная робототехника значительно эволюционировала в последние годы благодаря спросу на интеллектуальные, гибкие и автономные решения для автоматизации. На рис. 1 показана тенденция использования роботов-манипуляторов в различных отраслях с 2021 по 2023 год [4].
С точки зрения отраслей применения, крупнейшим потребителем промышленных манипуляторов остается автомобильная промышленность, на долю которой приходится порядка 40% всех поставок. Сфера логистики и автоматизации складов, особенно в условиях роста электронной коммерции, составляет около 20%, а оставшиеся 10% приходятся на пищевую, фармацевтическую и электронную промышленность [5].
Производственный сектор, включающий металлообработку, сборку и упаковку, использует около 30% от общего числа манипуляторов [6]. Использование роботов в автомобильной промышленности позволяет сокращать время цикла сборки на 30% и повышать качество продукции на 15% [7].
В сфере логистики автономные мобильные роботы (AMR), совмещающие роботы-манипуляторы, камеры и адаптивные конечные устройства для управления разнообразными продуктами, сокращают затраты на складирование на 25% [8]. В отличие от традиционных автоматических управляемых транспортных средств (AGV), использующих фиксированные маршруты, навигация AMR, управляемая искусственным интеллектом, оптимизирует маршрут. Благодаря этому в компании Amazon отметили ускорение выполнения заказов на 40%, а в компании Ocado – повышение точности на 99,8% [9]. Однако высокая стоимость AMR по сравнению с традиционными AGV требует анализа экономической целесообразности их применения.
В здравоохранении робототехника повышает точность и качество ухода за пациентами, примером могут служить мягкие роботизированные перчатки и системы малоинвазивной хирургии (MIS), такие как Da Vinci [10]. Перчатки с пневматическим приводом повышают ловкость при реабилитации, в то время как MIS снижает осложнения на 30% и повышает точность нейрохирургических операций на 50% [23]. Современные роботы-манипуляторы находят применение в областях медицины, где требуются высокоточные оперативные вмешательства [11]. Однако длительный срок окупаемости в пять-семь лет ограничивает их доступность.
Сельское хозяйство демонстрирует потенциал робототехники для решения проблемы нехватки рабочей силы и обеспечения устойчивости: такие системы, как гибкий параллельный робот для упаковки помидоров, сокращают время работы на 31% и сводят к минимуму повреждение плодов за счет оптимизированного планирования траектории [12]. Беспилотные летательные аппараты с искусственным интеллектом оптимизируют мониторинг урожая, сокращая потери на 20% и потребление воды на 30% благодаря мультиспектральной визуализации [13]. В Великобритании используются роботы, такие как Dick, для точечного уничтожения сорняков без применения химикатов, что способствует устойчивому сельскому хозяйству [14].
Особое значение манипуляторы приобретают в условиях, недоступных для человека. В космической отрасли они применяются для обслуживания спутников и проведения операций на орбите. На Международной космической станции используется система Mobile Servicing System, включающая Canadarm2 и Dextre, для монтажа и ремонта оборудования в открытом космосе [15]. Аналогичным
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ образом подводные манипуляторы, такие как Sea Dragon III, используются для исследования морского дна, технического обслуживания глубоководных объектов и спасательных операций.
Сфера сервиса также активно использует роботов-манипуляторов, которые обслуживают людей в быту, гостиницах, торговых центрах и медицинских учреждениях. Современное развитие человекомашинного взаимодействия делает такие системы удобными и интуитивно понятными для пользователя. Роботы-манипуляторы все чаще используются в образовательных целях [16].
В нефтяной и газовой отраслях роботы используются как при добыче, так и в последующих технологических процессах [17]. Норвежская компания Robotic Drilling Systems совместно с NASA разрабатывает технологию интеллектуального бурения [18]. Компания ABB разработала интегрированную систему удаленного мониторинга для отслеживания всех критических параметров предприятия с одной платформы [19]. В конце 2021 года компания Nabors Industries в сотрудничестве с ExxonMobil испытала первую в мире полностью автоматизированную наземную буровую установку PaceR801. Эта инновационная установка оснащена специальным роботом, способным автоматически поднимать сегменты буровых труб и надежно крепить их к буровой колонне. Это технологическое решение ускоряет процесс соединения труб и, соответственно, повышает скорость бурения [20]. Высокоманевренные подводные роботы, управляемые оператором на борту надводного судна, используются для внутреннего и внешнего контроля, а также ремонта подводных трубопроводов [21]. Шестиосевой робот используется в судостроительной компании Daewoo при сварке стенок танкеров [22]. В России национальный проект «Средства производства и автоматизации» создает условия для уверенного развития робототехники в нефтегазовом направлении [23]. Основными типами применяемых роботов в топливно-энергетическом комплексе (ТЭК) являются манипуляторы, складские робототехнические комплексы, дефектоскопы и сварочные устройства. На выставке «Нефтегаз-2025» отметили, что, согласно поручению Президента Российской Федерации, к 2030 году в ТЭК на 10 тысяч работников должно приходиться 230 роботов [24].
Рынок промышленных роботов-манипуляторов на сегодняшний день демонстрирует устойчивый рост, обусловленный ускоренным внедрением автоматизации в производственные процессы и логистику. Согласно исследованию Verified Market Reports, объем мирового рынка манипуляторов в 2023 году составил 398,87 млн долларов США, при этом прогнозируется его рост до 505,6 млн долларов к 2028 году. Среднегодовой темп роста оценивается на уров- не 4,3% [25]. Основные причины такого роста – внедрение робототехники в автомобилестроение, производство, логистику, а также распространение концепции «Индустрия 4.0», основанной на интеграции киберфизических систем, Интернета вещей и искусственного интеллекта [26].
По данным на 2023 год, Россия занимала 27 место по количеству продаваемых роботов [27]. «Завод АМО сталь» в Миассе осваивает выпуск линейных двухосевых роботов-манипуляторов, стоимость которых в два раза ниже импортных аналогов [28]. ООО «Русский Робот» запустило серийное производство планетарных редукторов для промышленных манипуляторов, адаптированных под климатические условия России [29]. Редукторы Ц4-260Ст от НТЦ «РЕДУКТОР» заменяют аналоги от Harmonic Drive (Япония) с сохранением точности [30].
Несмотря на положительную динамику, рынок сталкивается с рядом проблем. Прежде всего, высокие начальные инвестиции на приобретение, интеграцию и обучение персонала ограничивают внедрение роботизированных систем на малых и средних предприятиях. Также наблюдается дефицит специалистов, способных не только эксплуатировать, но и обслуживать сложные манипуляционные системы [31]. Существует проблема совместимости нового оборудования с уже существующими производственными линиями, что требует дополнительных затрат на адаптацию. Кроме того, строгие регуляторные нормы и требования к безопасности усложняют процесс внедрения новых типов манипуляторов.
Промышленные роботы способны быстро перемещать тяжелые предметы, а также использовать опасные и острые инструменты, что создает потенциальную угрозу для людей, работающих в том же рабочем пространстве [32]. Планирование безопасных и рабочих мест для совместной работы людей и роботов является одной из ключевых задач при внедрении роботов на производство. В [33] предложен алгоритм для управления всеми параметрами робота в режиме реального времени. Предлагаемый инструмент в сочетании с интеллектуальным производственным ядром объединяет данные, поступающие от роботов-манипуляторов, в промышленные большие данные для управления предприятием. Это решение открывает возможности для разработки интеллектуальных заводов.
В будущем рынок будет поддерживаться за счет масштабируемых, модульных и интеллектуальных решений. Особенно перспективным направлением является развитие кабельных, гибридных и мобильных манипуляторов, обладающих сниженной массой, увеличенным рабочим объемом и возможностью перемещения между различными участками производства [34].
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ
Механическая часть манипулятора
Конструкция манипулятора традиционно делится на три основные подсистемы: механическую часть, привод и систему управления.
Механическая часть манипулятора формирует его скелет и обеспечивает взаимодействие с внешней средой. Основные элементы: оси и приводы. Оси – это жесткие элементы, соединенные между собой подвижными или неподвижными соединениями – приводами. Приводы обеспечивают вращательные (револьверные) или поступательные (линейные) движения.
Роботы-манипуляторы могут иметь от трех до семи и более степеней свободы. Манипуляторы с тремя-пятью степенями свободы используются для выполнения простых операций, таких как захват и перемещение объектов. Роботы с шестью степенями свободы обеспечивают полный контроль положения и ориентации рабочего органа, что необходимо для сложных операций. Манипуляторы с семью и более степенями свободы обладают высокой гибкостью и адаптивностью, что расширяет возможности их применения [35].
Для снижения веса и повышения жесткости используются аддитивные технологии производства и современные материалы: алюминиевые и титановые сплавы, углеродные композиты. Применение композитов позволяет значительно снизить инерционные нагрузки и повысить динамическую реакцию [36].
Важным элементом являются подшипниковые узлы, которые должны обеспечивать минимальные люфты и трение при вращении звеньев. Современные разработки включают использование гидродинамических и магнитных подшипников [37].
Конечный элемент манипулятора – захват или гриппер – предназначен для взаимодействия с объектом. Он может быть механическим, вакуумным, магнитным или адаптивным, способным менять форму под конкретный объект [38]. Современные грипперы оснащаются сенсорами давления и тактильными датчиками для более тонкого контроля.
Привод манипулятора
Привод необходим манипулятору для преобразования управляющих сигналов в механическое движение осей манипулятора. Выделяют основные типы приводов:
– электрические приводы являются наиболее распространенными благодаря высокой точности, простоте управления и компактности [39]. Часто используют серводвигатели с интегрированными энкодерами для обратной связи;
– механические редукторы (планетарные, червячные, гармонические), которые применяются для увеличения крутящего момента и уменьшения скорости. Современные редукторы разрабатываются с целью минимизации люфта и потерь энергии;
– гидравлические и пневматические приводы используются там, где необходима высокая сила или быстрое реагирование. Современные системы гидроприводов включают интеллектуальное управление подачей и рекуперацию энергии [40, 60], что повышает эффективность и снижает эксплуатационные расходы;
– гибридные и инновационные приводы сочетают в себе достоинства различных типов приводов, например, электромеханические приводы с гидравлическими элементами используются для достижения максимальной производительности [41]. Современное проектирование приводов основывается на комплексной оценке параметров, таких как крутящий момент, быстродействие, точность позиционирования и энергоэффективность. В последние годы важным направлением является создание модульных конструкций, которые позволяют заменять и модернизировать отдельные компоненты для повышения универсальности и снижения стоимости эксплуатации [42].
Особый интерес представляет интеграция электромеханических приводов с системами управления на базе ПИД-регуляторов, наблюдателей состояния и адаптивных алгоритмов [43]. При проектировании приводов для манипуляторов все чаще применяются редукторы с гармоническим или циклоидальным механизмом, обеспечивающие высокое передаточное число при компактных габаритах. Их моделирование требует учета деформаций и возвратных люфтов, особенно в задачах, связанных с точным позиционированием. Развитие CAD/ CAE-технологий позволило значительно упростить данный процесс [44].
Кроме электромеханических решений активно исследуются и применяются приводы на базе гидравлики и пневматики, особенно в задачах, требующих высокой удельной мощности [45]. Их моделирование осуществляется с использованием специализированных библиотек в Simulink и Modelica, что позволяет учитывать нелинейные характеристики потоков, дросселирование и динамику жидкости [46].
В патенте [47] описаны предлагаемые решения, направленные на повышение точности, надежности и эффективности приводов промышленных роботов-манипуляторов.
Редукторы являются критическим компонентом в конструкции манипуляторов, обеспечивая передачу крутящего момента с высоким передаточным
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ числом, точностью и надежностью. Современные методы производства редукторов фокусируются на высокой степени точности, минимизации люфтов и повышении ресурса работы [48]. Компоненты редукторов (шестерни, валы) подбираются с допуском ± 2 мкм для минимизации люфта [49].
Выбор материалов для изготовления редукторов промышленных манипуляторов играет ключевую роль в обеспечении надежности, долговечности и эффективности всей системы. Основные требования к материалам включают высокую прочность, износостойкость, термическую стабильность и стойкость к усталостным нагрузкам [50]. Наиболее распространенными материалами остаются легированные конструкционные стали, применяемые для шестерен и валов [51].
Важную роль играют технологии термообработки поверхностей, особенно для зубчатых пар, работающих в условиях высоких нагрузок. Использование индукционной и лазерной закалки позволяет повысить износостойкость поверхности, сохраняя пластичность сердцевины материала. Для повышения ресурса работы шестерен, работающих в условиях высокой циклической нагрузки, широко применяются термически упрочненные стали с цементацией и закалкой, а также нитроцементированные материалы [52].
Для проверки теоретических предположений нами были проведены исследования структурного состава металла редуктора привода 5 оси 6 осевого робота-манипулятора одной из ведущих мировых компаний производителей промышленных манипуляторов из Японии.
Данный производитель роботов-манипуляторов реализует передачу крутящего момента по 4 оси робота с помощью механической передачи, исследованные нами образцы гипоидной передачи имели прочность, превышающую 56 HRC. Это подтверждает необходимость применения термических и химико-термических вариантов обработки деталей для повышения механической твердости и износостойкости сопрягаемых пар механического контакта.
При проведении спектрального анализа материала исследуемого колеса редуктора было выявлено, что состав материала гипоидного колеса пятой оси приближен к сталям класса AISI. Данный стандарт нержавеющих сталей был разработан Американским институтом. Среди сталей класса AISI отметим марку – AISI4140.
AISI4140 – это низколегированная сталь, содержащая хром, молибден и марганец. Она обладает высокой усталостной прочностью, стойкостью к истиранию и ударным нагрузкам, высокими характеристиками ударной вязкости, прочности и пластичности. В отожженном состоянии сталь обладает хорошей обрабатываемостью, и ее можно формовать традиционными методами.
Упрочняющая термическая обработка включает нагрев до Т = 845 °C с последующей закалкой в масле. Перед закалкой можно проводить нормализацию длительным нагревом при Т = 913 °C с последующим охлаждением на воздухе. Отпуск стали проводят при температуре от 205 до 649 °C в зависимости от желаемой твердости. Твердость стали можно повысить, понизив температуру отпуска.
Отечественные аналоги стали AISI4140, малолегированные конструкционные стали 40Х и 20ХМ, а также жаропрочные релаксационностойкие стали 30ХМА и 30ХМ. Из приведенных марок наибольшая прочность после упрочняющей обработки наблюдается для легированной стали 40Х. Повышение прочностных характеристик связано с влиянием углерода и сильных карбидообразующих элементов, таких как хром и молибден. В связи с этим данную сталь предлагается использовать для изготовления деталей редуктора, а именно – гипоидного колеса пятой оси.
Как известно, упрочнение сталей достигается за счет термической обработки, включающей закалку и отпуск. Для стали 40Х закалку проводят с температуры 860 °С в масло [53]. Температуру отпуска подбирают в зависимости от требуемых свойств (табл. 1).
В качестве альтернативного варианта термической обработки можно использовать упрочнение поверхностного слоя. Наиболее распространенной технологией считается цементация. Традиционно цементуемые стали после завершения термомеханической обработки имеют высокую твердость и износостойкость поверхностного слоя и ограниченную твердость сердцевины на уровне 25…35HRC. Цементацию стали 40Х проводить при температуре 920 °С в древесно-угольном карбюризаторе с длительностью активного насыщения 8 или 12 часов [54]. Последующая термическая обработка заключается в закалке образцов в масле с Т = 860 °С и последующем низком отпуске при температуре 200 °С в течение 1 часа.
Еще одним перспективным методом упрочнения металлических материалов, в том числе и легированных сталей является интенсивная пластическая деформация (ИПД), приводящая к формированию структуры в наноразмерном диапазоне [55, 56]. Для получения объемных наноматериалов широко используется технология равноканального углового прессования и всесторонняя ковка [57, 58]. Структурные изменения материала после ИПД приводят не только к повышению прочностных характеристик, но и по ряду исследований изменяют коррозионное поведение. Так, авторы работ отмечают о повышении коррозионной стойкости малолегированных сталей при уменьшении размера зерен до наноструктурного диапазона [59, 60]. Данный
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ факт может быть интересен с точки зрения расширения области практического применения редукторов из малолегированных сталей в наноструктурном состоянии.
Алюминиевые сплавы также используются для производства редукторов, особенно в легких манипуляторах и коллаборативных роботах. Однако из-за ограниченной износостойкости алюминия используется анодирование или нанесение твердых покрытий [61]. Например, применяются алмазоподобные углеродные пленки, которые повышают твердость поверхности и снижают коэффициент трения [62].
Оси манипуляторов совмещают роль корпусов редукторов привода, выполняются из сплавов на основе алюминия. Это позволяет сократить инерционность осей робота-манипулятора и обеспечить необходимую механическую прочность корпуса редуктора.
Результаты спектрального анализа крышки редуктора представлены в таблице 2. Деталь изготовлена из сплава на основе алюминия и кремния. Наиболее близок по составу сплав АК12, который относится к широко распространенному литейному силумину [63]. Алюминиевые сплавы часто используются в конструкциях планетарных редукторах, в приводах, где нужна компактность и легкий вес. Алюминиевые корпуса отличаются сложной формой. Благодаря текучести специальных алюминиевых сплавов при отливке возможно получение такой конфигурации, которую из чугуна отлить невозможно. Алюминий- кремниевые литейные сплавы имеют относительно хорошую коррозионную стойкость [64], что обусловлено образованием на поверхности смешанной оксидной пленки, состоящей из Al2O3 и SiO2. Механические свойства силумина АК12 представлены в таблице 3. Литейные силумины характеризуются низкой прочностью и плохой обрабатываемостью. Механические свойства зависят от концентрации примесей, а также однородности и дисперсности получаемых литых изделий. Механические характеристики могут быть улучшены за счет модификации оксидами разных металлов (γ-Al2O3, ZrO2, Al2O3, TiO2, SrO), редкоземельными элементами (Sr, Cr, Sm), карбидами (TiCN), боридами (Nb-B, Ti-B). С ростом количества вводимого модификатора увеличиваются прочностные характеристики [65]. Существенным недостатком алюминиевых сплавов является относительно высокий температурный коэффициент линейного расширения (в 1,5–2,5 раза выше, чем у чугуна).
В [66] предлагается применять прецизионное шлифование в качестве заключительного этапа механической обработки для обеспечения высокого качества зубчатого зацепления. Кроме традиционной обработки, активно внедряются аддитивные технологии [67]. Например, лазерное сплавление порошков и электронно-лучевая плавка позволяют изготавливать сложные по геометрии редукторы с высокой структурной плотностью. Эти методы особенно актуальны при производстве малосерийных
Таблица 1. Механические свойства стали 40Х в зависимости от температуры отпуска
|
Температура отпуска, оС |
σВ, MПa |
σ0,2, MПa |
δ, % |
ψ, % |
KCU, Дж/см2 |
HB |
|
200 |
1760 |
1560 |
8 |
35 |
29 |
552 |
|
300 |
1610 |
1390 |
8 |
35 |
20 |
498 |
|
400 |
1320 |
1180 |
9 |
40 |
49 |
417 |
|
500 |
1150 |
910 |
11 |
49 |
69 |
326 |
|
600 |
860 |
720 |
14 |
60 |
147 |
265 |
Таблица 2. Элементный состав детали типа «крышка»
|
Al |
Si |
Cu |
Mg |
Fe |
Zn |
Mn |
Pb |
|
|
Текущее |
82,15 |
12,60 |
2,12 |
1,33 |
0,72 |
0,658 |
0,215 |
0,054 |
|
ГОСТ 1583-93 |
84,3–90 |
10–13 |
до 0,6 |
до 0,1 |
до 1,5 |
до 0,3 |
до 0,5 |
– |
Таблица 3. Механические свойства алюминиевого сплава АК12
|
σ , MПa В |
σ0,2, MПa |
δ, % |
|
|
Литье в кокиль, ГОСТ 1583-93 |
147–157 |
– |
2–3 |
|
Литье под давлением, ГОСТ 1583-93 |
147–157 |
– |
1–2 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ УЧЕНЫХ И СПЕЦИАЛИСТОВ или экспериментальных моделей редукторов [68]. Одним из перспективных направлений является использование гибридных технологий производства, которые сочетают аддитивное изготовление базовой формы с последующей прецизионной механической обработкой [69]. Это снижает себестоимость производства при сохранении высоких эксплуатационных характеристик, особенно в случае малых партий.
Порошковые стали обеспечивают лучшие характеристики по сравнению с традиционными сталями, особенно при работе в условиях ограниченного смазывания [70]. Актуальным является использование полимерных композиционных материалах для изготовления корпусов редукторов или второстепенных элементов. Такие материалы, как полиамид, армированный стекловолокном, или полиэфиримид, обладают достаточной жесткостью при меньшем весе, что особенно ценно в мобильных манипуляторах [71].
Сборка редукторов для манипуляторов является важным этапом, напрямую влияющим на точность, надежность и долговечность механизма. Современные методы сборки направлены на минимизацию люфтов, правильное позиционирование шестерен и подшипников, а также обеспечение оптимального натяжения и смазки. Высокоточные автоматизированные линии сборки с применением лазерных систем позиционирования позволяют достигать точности сборки на уровне нескольких микрон [72].
Одним из ключевых направлений является использование аддитивных технологий и 3D-печати для изготовления специальных монтажных приспособлений и шаблонов, что снижает время сборки и повышает ее качество [73]. Такие методы упрощают процесс выверки и сокращают влияние человеческого фактора, что особенно важно для массового производства манипуляторов с высокой повторяемостью параметров [74].
Контроль качества на всех этапах производства манипуляторов является ключевым фактором, влияющим на надежность и точность конечного продукта. На начальных этапах особое внимание уделяется проверке качества сырья и комплектующих [75], использование современных методов спектрального анализа и ультразвукового контроля помогает выявлять микродефекты на ранних стадиях [76].
В процессе механической обработки и сборки манипуляторов применяются как традиционные методы контроля, такие как измерение геометрических параметров с помощью координатно-измерительных машин, так и инновационные подходы, например, лазерное сканирование и оптическая дефектоскопия. Эти методы обеспечивают высокую точность измерений и позволяют оперативно корректировать технологический процесс [77]. В ряде современных систем используются интеллектуальные сенсоры и системы обратной связи, позволяющие адаптировать параметры сборки под конкретные условия эксплуатации [78].
На этапах окончательной сборки и наладки редукторов и приводных систем особое значение приобретают динамические тесты, в том числе вибрационный анализ и акустическая эмиссия. Они позволяют выявить дисбаланс, износ подшипников и дефекты зубчатых передач, которые могут существенно повлиять на долговечность манипулятора в процессе эксплуатации [79].
На современных производствах внедряют автоматизированные системы контроля качества с использованием машинного зрения и искусственного интеллекта. Такие системы обеспечивают не только детекцию поверхностных дефектов, но и оценку состояния сборочных узлов в режиме реального времени, что значительно сокращает время производственного цикла и снижает количество бракованных изделий [80].
ЗАКЛЮЧЕНИЕ
Промышленные роботы-манипуляторы продолжают развиваться, открывая новые возможности для автоматизации и повышения эффективности производственных процессов во всех отраслях промышленности, в том числе в нефтяной и газовой отрасли. Их дальнейшее совершенствование требует междисциплинарного подхода, объединяющего инженерные, программные и технологические решения. Результаты обзора могут быть использованы для выбора, проектирования и внедрения промышленных манипуляторов на предприятиях, а также для дальнейших научных исследований в области робототехники.
