Теоретические и экспериментальные зависимости плотности от усилий компактирования порошковых заготовок

Автор: Самодурова Марина Николаевна, Барков Леонид Андреевич, Мымрин Сергей Александрович, Иванов Василий Александрович, Джигун Николай Сергеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 1 т.13, 2013 года.
Бесплатный доступ
Представлен анализ известных теоретических зависимостей плотности от усилий, выполненных отечественными и зарубежными учеными, и экспериментальных результатов для их оценки, полученных учеными Южно-Уральского государственного университета в промышленных условиях на порошках молибдена и вольфрама.
Теоретические зависимости, плотность, усилие, порошки, молибден, вольфрам
Короткий адрес: https://sciup.org/147156782
IDR: 147156782 | УДК: 621.336.322.002.3
Theoretical and experimental dependences of density on the force of compaction of powder blanks
The paper presents an analysis of existing theoretical dependences of density on the force of compaction and experimental results for their estimation obtained by the researchers of the South Ural State University in industrial conditions with the powders of molybdenum and tungsten.
Текст научной статьи Теоретические и экспериментальные зависимости плотности от усилий компактирования порошковых заготовок
Теоретические зависимости
Уже в середине ХХ века в порошковых технологиях возникла потребность в теоретических зависимостях плотности порошковых заготовок от усилий их компактирования в пресс-формах. В тот период все порошковые материалы, а в первую очередь металлические порошки, относили к дискретным средам, и ученые пытались построить дискретно-контактную теорию формования порошков.
Первым такую зависимость для контактной теории дискретных сред в 1948 г. предложил известный русский ученый М.Ю. Бальшин [1, 2] в виде уравнения lgp = mlgp+lgpmax , (1) где Pmax — удельное усилие формования, необходимое для получения заготовки 100 % плотности; р - действующее удельное усилие формования; т - фактор формования; р - относительная плотность заготовки.
При выводе этой зависимости, основанной на анализе контактного взаимодействия частиц порошка, приняты следующие допущения:
-
а) упрочнение в процессе формования порошка отсутствует и удельное усилие формования на поверхности контакта порошка с пуансоном постоянно;
-
б) деформируемая среда в процессе формования описывается физическим законом Гука для упругой среды;
-
в) напряженное состояние прессуемой заготовки близко к схеме одноосного сжатия.
После М.Ю. Бальшина многие зарубежные и отечественные ученые также стали предлагать свои эмпирические зависимости для контактной теории, связывающие плотность заготовки с усилием формования в пресс-форме.
Среди них можно назвать немецких ученых [3, 4], известных чешских и английских ученых [5, 6]. Предложенные этими учеными зависимости подробно анализируются в капитальной монографии Г.М. Ждановича [7], активного приверженца «контактной теории» формования порошков. Г.М. Жданович полагает, что частицы порошка представляют собой обособленные физические тела, подчиняющиеся законам статистической механики. С помощью этих законов Г.М. Жданович получил ряд зависимостей плотности прессовок от усилий формования порошков в пресс-формах. Вот одна из его зависимостей [7]:
„ _ „ pLzEl.
-
р p max л Hn , (2)
±-Рн где р” - относительная насыпная плотность порошка; n – фактор формования, подсчитываемый по формуле
-
" = 1 + П^ н , (3) где Пн – пористость насыпки порошка.
Следует отметить, что дискретно-контактные представления о формовании порошков и получение на этой основе зависимости подробно анализируются в монографии украинских ученых [8].
Из этого анализа следует, что для перехода от контактного взаимодействия отдельных частиц друг с другом и описания процесса компактирова-ния порошковых заготовок требуются специальные гипотезы.
М.Ю. Бальшин в качестве единичной частицы рассматривает конический пирамидальный твердый индентор, внедряющийся в более мягкую частицу, ограниченную плоской поверхностью. При этом определяются геометрические и силовые параметры взаимодействия указанных частиц, и строится основа контактной теории формования порошков [9]. Конечно, в настоящее время специалисту в области формования порошковых материалов очень трудно поверить в описанный механизм взаимодействия частиц при их компакти-ровании и принять контактную теорию. Однако уравнение (1), выведенное М.Ю. Бальшиным в результате обработки экспериментальных кривых «давление–плотность» для целого ряда порошковых материалов достаточно точно описывает реальные процессы формования порошков. Это доказано учеными кафедры МиТОМД ЮУрГУ в результате выполнения большого объема экспериментальных исследований на порошках молибдена, выполненных в промышленных условиях [10–12].
Самодурова М.Н., Барков Л.А., Мымрин С.А., Иванов В.А., Джигун Н.C.
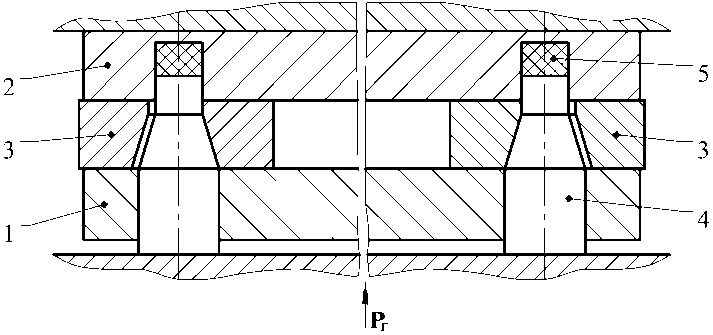
Рис. 1. Пресс-форма для прессования штабиков из порошка молибдена: 1, 2 – щеки пресс-формы; 3 – боковые пластины; 4 – пальцы; 5 – упругие элементы
Таблица 1
Параметры исследованных порошков
|
№ партии |
Насыпная плотность Р н , т/м3 |
Сред н ий разм е р зер ен по Ф ише р у d , мкм |
Содержание примесей, не более, % |
||||
|
Fe + Al |
Ni |
Si |
O 2 |
Ca + Mg |
|||
|
1 2 3 |
1,104 1,378 1,488 |
4, 1 0 4, 9 5 7, 8 0 |
0,018 |
0,005 |
0,014 |
0,3 |
0,014 |
Экспериментальные зависимости
Из по р о шков мо л иб дена мар ки МЧ ко м пак ти- ровали в холо дно м состоя ни и шт аби ки сечен ие м 18 x 18 м м и дл и но й 6 0 0 мм на пр о мы ш лен ных ги д рав л ич ес ких пр есс ах специально й конструкции марки П- 8 0 1 [13] . Т акие штаб и ки и спольз у ются в качестве ис ходных за г ото во к по сл е спе к а н ия д л я г о р я че й обра б о т к и д ав л е нием , а по л уч е н ная из ни х п р о в о л ока прим е ня ет с я в электронной и д руг их с о в р еменных о т раслях промы шл енности. В кач естве технологич еской о снас тки исполь з ов ал и пр омышленные пресс- ф о р м ы, к онстр у кции а в т о р ов и ссл ед о вани я [ 1 4 ]. В со б р анн ом для з а сы п ки п орошка виде пресс-фо р ма по к а з а на на рис. 1.
Сборка пресс- формы в ыполн я ет с я п утем пр и л о жен ия го р изонтал ь ных у сил ий Р г от горизонтального п л у нжера специал из ир о в ан ог о пр есс а П- 801. Пр е ссо в ание шт аб иков о с уществля ет ся за с ч ет дв и жени я в ертикал ь ного пуа нс она со ско ро с т ь ю 2 ,5 мм/ с о т у с ил и я в е р т ика л ьного плу н жер а гидравлического пресса.
Осно вны е пар ам е т р ы и со д ержание примесей в порошках мо л иб дена мар ки МЧ р азных п ар тий даны в табл. 1. З на чен и я насыпной пл о тно сти рн вар ь ир о вали намер енно с ц ел ью иссл е дования е е вл ия ни я н а плотно ст ь ш т аб и к ов . Удельное дав ле н ие пр есс о в ан ия на х одил о с ь в пр ед ела х о т 200 до 315 МПа. Мас су засыпк и порошка дл я п о лучения шт аб ик о в кв адратн о г о сечения оп р е д е л яли в за висимости от рн и у д ельного д ав л е ния пресс о ва н ия р .
Пл отно с ть пр есс о в а нных штаб и ко в изм е ря л и с пец иальным р адио и з о то п ным изм ер ител ем п ло т н о сти констр у кци и со т рудников пр ед прия тия [ 1 5].
По результатам исследова н и й по с троен а гр а ф и чес к ая за ви с и мость относ и тель н ой пло т н о сти ш та би к о в о т у дель н ых давлен и й пре с сова н и я .
Как видно из рис. 2, логарифмические функции lg р = /(lgp) прямолинейны для всех исследованных значений рн. Уравнение М.Ю. Бальшина достаточно точно описывает процесс холодного прессования штабиков молибдена. Графики на рис. 2 позволяют определить значения фактора m и удельного усилия р тах в уравнении (1), равных соответственно тангенсу угла наклона прямой к оси lg p и отрезку, отсекаемому этой прямой от оси lg р .
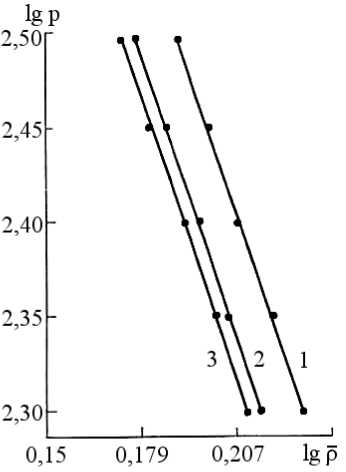
Рис. 2. Изменение относительной плотности штаби-ков от удельного давления прессования в логарифмических координатах для порошков молибдена с ρ н =1,104 т/м3 (1); ρ н =1,378 т/м3 (2); ρ н =1,488 т/м3 (3)
Значение фактора m оказалось постоянным и не зависящим от рн, равным для всех случаев значению 5,29, а значения p max зависят от рн и уменьшаются с увеличением значений рн от 3119,1 до 2552,7 МПа.
Результаты экспериментальных исследований использовали также для подсчетов удельных уси-
Параметры порошка и процесса прессования штабиков длиной 503 мм
|
Параметры порошка |
р , МПа |
Усилие прессования, кН |
Параметры штабиков, мм |
Плотность штабиков, т/м3 |
||
|
ρ н, т/м3 |
d зерна, мкм |
Высота |
Ширина |
|||
|
Л 90 |
4 41, 6 2 |
2815,3 |
13,27 |
12,67 |
12,125 |
|
|
5 00, 5 0 |
3190,7 |
13,03 |
12,66 |
12,320 |
||
|
3 , 87,73 |
2439,9 |
13,17 |
12,70 |
12,238 |
||
|
4,55 |
4,10 |
4 41, 6 2 |
28,15,3 |
13,0 |
12,69 |
12,451 |
|
5 00, 5 0 |
3190,7 |
12,80 |
12,69 |
12,640 |
||
|
3 82, 7 3 |
2439,9 |
12,94 |
12,67 |
12,527 |
||
|
5,18 |
4,55 |
4 41, 6 2 |
2815,3 |
12,72 |
12,66 |
12,738 |
|
5 00, 5 0 |
3190,7 |
12,51 |
12,66 |
12,922 |
||
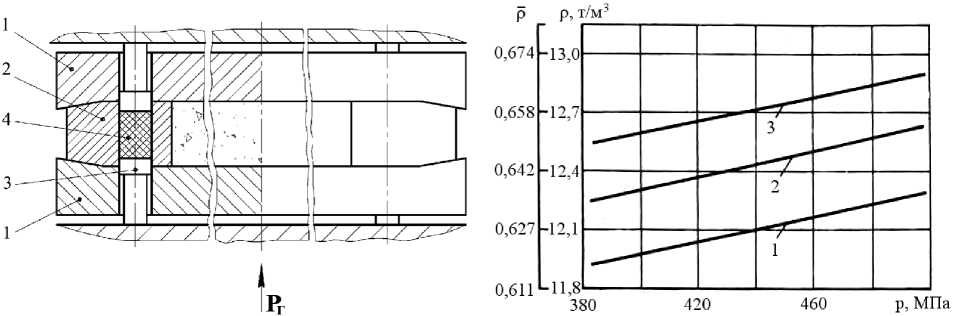
Рис. 3. Пресс-форма для прессования штабиков из порошков вольфрама: 1 – щеки; 2 – боковые пластины; 3 – пальцы; 4 – упругие элементы
Рис. 4. Зависимость плотности штабика от удельного давления прессования вольфрама марки ВЧ: 1 – ρ н = 4,29 т/м3; 2 – ρ н = 4,55 т/м3; 3 – ρ н = 5,18 т/м3
л ий п рес с ов ани я по урав н е нию К . К онопицкого, прив еде н ного в источн ике [ 3], уравне н ию С . То рр е , при в е денного в источни ке [4], ура вне ни ю Агте – П е трдл и ка , при в е д ен н ого в ис точн ике [6]. В с е эти ура вне н ия дают у дов л е т в орител ьные результаты только при м а л ы х з на чени ях у дел ь ных усилий, в основном до 120 МПа.
В пром ышл е нны х у с л овия х порошок чис того мол и бдена м арк и МЧ пре с су ют при мин им а л ь ных у дел ь н ых усили ях , ра в ны х 200 МПа , а пор ошки гетерогенных марок м оли б де на ти па М Т, МИ и М Л тре б у ют у с и лий пре сс ов а ни я до 500 МПа [1 5].
П о этой пр и чин е урав нени я з а ру бе жны х у ченых д л я п одс чета пл от нос т и пре с с ов ок из м оли бде на п р и за д а н ны х уси л ия х испол ьз ов а ть не с ледует.
П р о вер к а з ав и с и мо с т и Г .М . Ж дан ович а ( 2 ) п оказала, ч т о при зад а нн ых уд ел ь ны х ус и л иях п о л уч аю т ся з ан и ж енн ы е в д ва р а за п о ср а вн е ни ю с э к сп ери мент а льн ы м и д а нн ы м и зн ач е ни я пло тн о с т и .
Учеными кафедры МиТОМД ЮУрГУ на основе теории вероятности и результатов промышленного многофакторного эксперимента по ком-пактированию порошка вольфрама марки ВЧ получено уравнение регрессии (4) [12], предназначенное для определения значения относительной плотности штабика р в зависимости от выбранного удельного усилия прессования р и относительной насыпной плотности рн. Параметры порошка марки ВЧ и процесса прессования даны в табл. 2.
р = 4,7054 + 0,00017р -
-4,2872 е -°-1486 Р н . (4)
Штабики указанных размеров прессовали на специализированном промышленном гидравлическом прессе марки К25.033 с горизонтальным и вертикальным плунжерами [13]. В качестве технологической оснастки использовали разборную пресс-форму конструкции авторов публикации [12]. Общий вид этой пресс-формы по изобретению [16] показан на рис. 3.
На основе регрессионного уравнения (4) выполнены расчеты и построены графические зависимости плотности от давления для разных значений насыпной плотности, приведенные на рис. 4.
Таким образом, представлены полученные еще в 40–60 годы прошлого века учеными России и зарубежных стран зависимости плотности от усилий прессования порошковых заготовок и выполнена проверка их применимости в промышленных условиях прессования штабиков из порошков молибдена и вольфрама.
Исследования выполнены при поддержке Министерства образования и науки РФ, соглашение 14.В37.21.0077.
Самодурова М.Н., Барков Л.А., Мымрин С.А., Иванов В.А., Джигун Н.C.
Список литературы Теоретические и экспериментальные зависимости плотности от усилий компактирования порошковых заготовок
- Бальшин, М.Ю. Порошковое металловедение/М.Ю. Бальшин. -М.: Металлургиздат, 1948. -332 с.
- Бальшин, М.Ю. Порошковая металлургия/М.Ю. Бальшин. -М.: Машгиз, 1948. -254 с.
- Konopicky, K. Radex-Rundschan/K. Konopicky. -1948. -P. 141-148.
- Torre, C. Berg und Huttenmannishe monatsh/C. Torre. -1948. -P. 62-67.
- Agte, C. Kurs praskove metallurgie/C. Agte, M. Petralik. -Praha, 1951. -113 p.
- Smith, G. Metal Industry/G. Smith. -1948. -Vol. 72. -P. 427.
- Жданович, Г.М. Теория прессования металлических порошков/Г.М. Жданович. -М.: Металлургия, 1969. -264 с.
- Феноменологические теории прессования порошков/М.Б. Штерн, Г.Г. Сердюк, Л.А. Макименко и др. -Киев: Наукова думка, 1982. -140 с.
- Бальшин, М.Ю. Научные основы порошковой металлургии и металлургии волокна/М.Ю. Бальшин. -М.: Металлургия, 1972. -336 с.
- Экспериментальная проверка зависимостей давление-плотность при прессовании молибденовых порошков/М.Л. Ямпольский, Л.А. Барков, С.А. Мымрин и др.//Металлы. -1990. -№ 5. -С. 72-74.
- Исследование прессования штабиков из порошков молибдена/С.А. Мымрин, В.Э. Кузнецов, М.Л. Ямпольский и др.//Цветные металлы. -1990. -№ 8. -С. 98-100.
- Мымрин, С.А. Экспериментальное исследование процесса холодного прессования штабиков из порошков вольфрама/С.А. Мымрин, B.Э. Кузнецов, Л.А. Барков и др.//Кузнечно-штамповочное производство. -1990. -№9. -C. 15-18.
- Оборудование для обработки давлением порошков и порошковых заготовок/под ред. Л.А. Баркова. -Челябинск: Металл, 1992. -296 с.
- А.с. 1694344 СССР, МКИ3 В 22 F 3/02. Пресс-форма для прессования порошков/М.Л. Ямпольский, Л.А. Барков, С.А. Мымрин и др. (СССР). -№ 4695811; заявл. 24.05.89; опубл. 30.11.91, Бюл. № 44. -4 с.: ил.
- Барков, Л.А. Обработка давлением молибдена и его сплавов/Л.А. Барков. -Челябинск: ЧПИ, 1986. -89 с.
- А.с. 1803261 СССР, МКИ3 В 22 F 3/02. Пресс-форма для прессования изделий из порошков/Л.А. Барков, М.Л. Ямпольский, С.А. Мымрин. -№ 4901425; заявл. 09.01.91; опубл. 23.03.93, Бюл. № 11. -4 с.: ил.
