Теоретические исследования процесса отжима сока шнековым рабочим органом с дополнительным дренирующим контуром

Автор: Яковлев Дмитрий Анатольевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 7 (58) т.11, 2011 года.
Бесплатный доступ
Приведены результаты теоретических исследований процесса отжима сока шнековым прессом. Построена математическая модель отжима сока шнековым рабочим органом с дополнительным дренирующим контуром.
Шнек, шнековый пресс, дополнительный дренирующий контур, зелёная масса, отжим сока, механическое обезвоживание, влажное фракционирование
Короткий адрес: https://sciup.org/14249660
IDR: 14249660 | УДК: 631.363.285
Theoretical studies of juicing by screw operating device with extra drainage contour
Theoretical studies of the squeezing screw press are made. A mathematical model of juicing by the screw operating device with an extra drainage surface is created.
Текст научной статьи Теоретические исследования процесса отжима сока шнековым рабочим органом с дополнительным дренирующим контуром
Введение. Шнековые прессы являются наиболее распространённым отжимным устройством непрерывного действия в технологии влажного фракционирования [1]. В таких прессах возможно достичь давление, необходимое для обезвоживания зелёной массы. Эффект самодозирования шнековых прессов исключает необходимость равномерной подачи материала. Однако вследствие большой толщины прессуемого слоя и сравнительно малой площади контакта обезвоживаемого материала с дренирующим контуром шнековые прессы обладают меньшей в сравнении с другими устройствами степенью обезвоживания.
С целью повышения качества отжима предложена конструкция шнека с дополнительным дренирующим контуром [2, 3] (рис.1). Для теоретической оценки эффективности разработанной конструкции составлена математическая модель, позволяющая рассчитать выход сока в процессе механического обезвоживания.
Рис.1. Конструкция шнекового рабочего органа с дополнительным дренирующим контуром: 1 – канал; 2 – отверстия
Расчёт скорости фильтрации сока при отжиме. Для описания процесса фильтрации зелёного сока через пористую среду растительного скелета воспользуемся законом Дарси [4]:
d H d H d H d x ’ d y ’ d z
– падение напора на единицу длины в направлениях x, y, z соответственно
(градиенты порового давления).
Межвитковое пространство шнека представлено в виде трапецеидального жёлоба (рис.2):
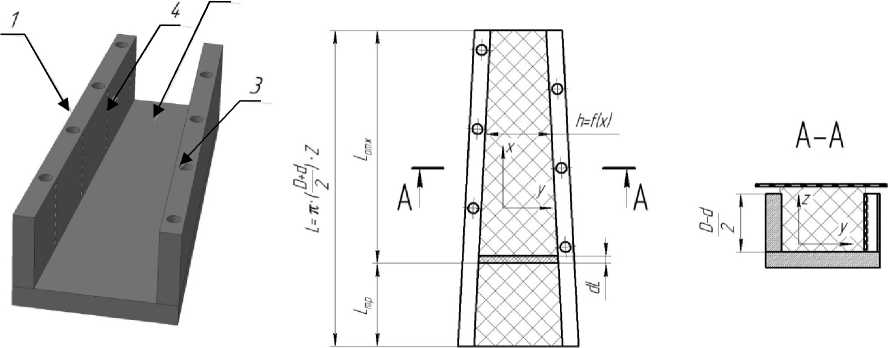
Рис.2. Модель развёрнутого межвиткового пространства шнека:
1 – виток; 2 – вал шнека; 3 – канал дополнительного дренирующего контура; 4 – отверстия; D и d – внешний и внутренний диаметры шнека; Z – количество витков шнека
Разобьём объём межвиткового пространства на конечное число элементарных слоёв, толщиной dL . Применительно к модели шнека с дополнительным дренирующим контуром закон (1) приобретает следующий вид:
v i y =
—.
Ч z =
—
, d H
" ky о y
, dH kz-- z d z
.
При фильтрации через фильтрующую перегородку изменением давления внутри прессуемого слоя можно пренебречь. Интегрируем каждое уравнения системы (2).
Для направления по оси y (начальные условия y = 0, граничные условия – длина участка фильтрации равна ширине канала y= h ), для направления по оси z (начальные условия z = d ,
D граничные условия z = —) получает следующие зависимости:
v i y = k y ■
v = к ■ 1 z z
H — C 1
h
2 ■ ( H — C 2 )
.
( D — d )
При отсутствии порового давления, H = 0, скорость фильтрации равна нулю v1 y = 0, v1 z = 0. Таким образом,
C 1 = 0 ; C 2 = 0 .
Уравнение (3) приобретает вид:
H
’ y = k y - h
= kz -
2 H
( D - d )
v 1 z
Скорость фильтрации одновременно в двух направлениях рассчитывается по общеизвест-
|
ному свойству градиента: |
22 V 1 = V V 1 У + V 1 z ; |
2 H
.
+ kz • V
V 1 =
( D - d ) J
Скорость фильтрации сока во всём канале будет определяться как сумма скоростей каждого слоя на участке 0 - Lоmж . В дифференциальной форме зависимость будет следующей:
Для расчёта скоростей фильтрации на всём участке отжима сока Lотж представим все зависимости, входящие в уравнение (6), от координаты x . На рис.3 представлена зависимость ширины канала h от координаты x .
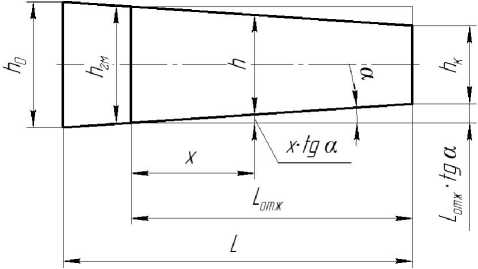
Рис.3. Геометрические параметры межвиткового пространства шнека
Толщина межвиткового пространства (канала) h в любой точке будет определяться соотношением:
h = h о - 2 - ( x + Lm p ) - tg a | L" . (7)
Найдём величину tg a . Отношение начальной толщины канала h 0 к конечной толщине hK является коэффициентом сжатия материала kсж :
-г = кеж . (8)
h к
Согласно зависимости (8) конечная толщина канала: hK = h 0 - 2 L • tg a .
Подставим данную зависимость в уравнение (8):
откуда
h 0
h 0 - 2 L • tg a
k сж ,
tg a = h о
k сж
- 1
2 L • k ..
сж
Формула (8) с учётом (10) приобретает вид:
h = h 0
1 — ( X + L mp ) •
V
к сж
- 1
L отж
L • k сж
Ширина канала в середине участка отжима равна
x = 0
("ж hue = h о 1 - (/ + Lmp) • -ж— I .
V 2 L • -сж J X = 0
Поровое давление, входящее в уравнение скорости фильтрации сока (6), является составной частью общего давления [6]:
P = Н + E ,(12)
где P – полное давление на прессующую поверхность витка шнека в направлении прессования;
H – поровое (нейтральное) давление; E – эффективное давление.
Эффективное давление определяется из условия равновесия выделенного элементарного объёма обезвоживаемого материала. Оно определяется следующим выражением:
Г _ Г
, -
a
(
L
E Е вых e
L отж .
I X = 0
При условии, что на выходе из прессующей камеры Евых = Рвых ,
Г1 _ о ф - a ( Lomx
Е Р вых e
L отж х ) ,
X = 0
где Рвых – общее давление на выходе из прессующей секции; a – расчетный коэффициент. Осевое давление E связано с радиальным E рад следующим законом:
рад
=^ .
E
Для описания порового давления примем следующую зависимость:
Н = Нм • e-ah •(х-Lmp), где Hгм – поровое давление на этапе достижения состояния гидромассы; ah – эмпирический коэффициент.
Поровое давление Hгм свяжем с эффективным давлением на этапе достижения состояния гидромассы Eгм следующей зависимостью:
Нм = bh • Егм, где Егм определяется зависимостью (13) при х = 0 ; bh - эмпирический коэффициент.
Исследования [5] показали, что взаимосвязь осевого и радиального поровых давлений целесообразно описывать уравнением:
Н- = Hy- =t .
H рад H z
Конечная зависимость поровых давлений H y и H z от положения в прессовом канале, исходя из (15), имеет вид
<
Н = Н ^l-e- ahX y гм
Н = Н • e - a h X z гм
L отж
.
X = 0
Определение коэффициента фильтрации зелёного сока через «скелет» растительной массы подробно рассмотрено в работе В.Н. Фомина [1]. Начальный коэффициент фильтрации (в момент достижения материалом состояния гидромассы) определяется зависимостью:
kф 0
r Y зс • H в
= 4 a
Y в • H зс
•
a 10
V
— Оц
Y c —
Y в
1 -
Y Л C- - C )
b 4
Y sm • ( Csm - Cj H1 - x * ) ,
где £ a - коэффициент соотношения продольной и поперечной фильтрации;
к ф = ^ a • к ф
Y зс , Y в — плотность зелёного сока и воды соответственно; ц в , ц зс - коэффициент вязкости зелёного сока и воды соответственно; a 10 , au , b 4 - эмпирические коэффициенты; у e , у c = у e • C e -объёмная плотность измельчённой зелёной массы и сухого вещества измельчённой зелёной массы соответственно; Ce , C j – содержание сухого вещества в измельчённой зелёной массе и зелёного сока; у sm - объёмная плотность максимально деформированной измельчённой зелёной массы; Csm – содержание сухого вещества в максимально деформированной измельчённой зелёной массы; x * – относительная линейная деформация.
По аналогии с зависимостью изменения коэффициента пористости [4] примем следующую модель изменения коэффициента фильтрации:
к ф = к ф о ' ( 1 - а . • Р .ых • e""' L" - x ) ) I L =0 , (21)
где ak – эмпирический коэффициент.
Полученные зависимости подставим в систему уравнений скорости фильтрации сока (6):
v =
L отж
J
- a •(- - x))HM ‘^‘e ф0y (1 a. P вых e ) ,
V h IIс
+

к ф 0 z •(1 - « к^вых V
• e a '( L °m^ x )
2 Н гм- e
ah- x 1
• dx
( D — d ) J
Lотж T T - aa h • X
V, = J к ф 0 z -( 1 — a .' P.. .'e~ a ' ( L- - x ) ) • ,Z • dx
^ 0 ( D d )
Произведём интегрирование при помощи математической программы Wolfram Mathematica 7.0:
L отж
a at-ea• L°”"-ah-ea• L°”" A-ah-a -eax P h h к вых v = x
e ah- x
(H
• a a •( x - Lom^ ) • Ы
• p Л вых
4 kф 0 z
—
+ к^
.

vz
( a h ( a h — a ) • ( e a^ тж — a .
ah x e ф0z гм
—
гм
, a • x
e

, a • ( X — L om^ ) , p
1 aK • e
• — + —
1 вых
\
L отж
x = 0
V a h
a — a h
D — d
—+ c 4
t x = 0
Для вычисления констант С 3 , С 4 рассмотрим состояние в начале процесса отжима после достижения материалом состояния гидромассы. В этот момент сумма скоростей (23) будет равна скорости фильтрации этого элементарного участка (22) при x = 0 .
Окончательный вид суммарных скоростей фильтрации сока. Для экспериментальной кон- струкции шнека:
v = ( a • e a • L™
—
a • ea• Lom" + a a e»• ьотж • p ) x к вых
X
e
,—2 a L-ж-1 h — a • h -p V •
( гм a k гм 1 вых )
( ah ( ah
— a ) • ( e a • L OT"
—
4 k ф 20 z
к ( D — d ) 2
a • L й к • e
+
2 S2 к кФ 0 У ^
h
—
IIс
( a • ea • ""
—
a. • L a h • e
+ a h
•a P V (H к вых гм
—
a . e - a • Lom". н p V • к гм вых
4 kф 20 z
—
( ah ( ah
— a ) • ( e a L OT"
—
a. • L й к • e
+
к кФоу-(1
—
a • P • e к вых
■ a ■ ( L OT" ) ) •
Нгм Л
h IIс
+ кф 0 z "(1
—
a • P • e к вых
к
k ( D — d ) 2
— a •
( L OT" ) ^ ^
+
кф о У -^2 к
2 H гм
h
IIс
+
( D — d ) 7
Для стандартной конструкции:
vz
7 p ah • L orn" . 7,
2 e кф 0 z
—
• Нгм' +
к a h
D — d
a P к вых
a
к
—ah 7 +
+кфоz •(1—
a • P к вых
• e
,— a •( L OT" ) ) •
2 H гм
k ф0z
• H. + a k^ e
гм
1 a • L OT" • p вых
к
.
(D — d)
+
к a h
a
— ah
7
D — d
Масса сока, вышедшая при отжиме зелёной массы, занимающей
объём
межвиткового пространства прессующих витков, равна [7]
М ЗС = v • ( F ,+ F 3 )'P t ”""
,
М ЗС = v z • F 3 T t "
,
где Fз , Fо.в. – эффективные площади зеерной камеры, контактирующей с отжимаемым продуктом и площадь дополнительного дренирующего контура соответственно; у - объёмный вес зе- лёного сока; tотж – время отжима через зеерную камеру.
Исходя из зависимости (10), эффективная площадь зеерной камеры, контактирующей с отжимаемым продуктом, равна
L отж
F 3 = F 3.C/ J h 0 1 — ( ^ + L mp ) • "c"1—- I , Lkew
0 сж
F з
= F3
ж с
L-L -(2L-L 4k 0 отж отж сж
2 L • ^
сж
где F ж з с – живое сечение зеерного цилиндра.
Площадь дополнительного дренирующего контура равна
F = dд,^'k ■ j ■ i, (28)
о в отв , где dодтдкв – диаметр отверстий дополнительного дренирующего контура; j – количество отверстий в ряде; i – количество каналов.
Время отжима сока запишем в виде отношения пройдённого пути элементарным слоем материала к скорости прохождения:
t отж
L отж V ,
где V – линейная скорость витков шнека по среднему диаметру:
п-n D + d п- n , V =---=--( D + d ) ,
30 4 120
n – число оборотов шнека.
Уравнение (29) принимает окончательный вид:
t отж
120 • L отж
п- n • ( D + d )'
Определяем выход сока:
X =
X z
M ЗС
ЗМ , отж
M ЗС z
M ЗМ , отж
где M о З т М ж – масса измельчённой зелёной массы, занимающая объём межвиткового пространства прессующих витков, до прессования (т.е. в состоянии гидромассы):
М ЗМ = V 3M ,
отж отж г .м. , где VоЗтМж – условный объём зелёной массы в зоне отжима сока при одинаковой плотности массы;
p „ - плотность гидромассы. г . м .
Условный объём, занимаемый зелёной массой при одной плотности, рассчитаем как пло- щадь поперечного сечения канала в месте достижения материалом состояние гидромассы на длину жёлоба L:
V ЗМ отж
D - d
- h о -
Г -1^
сж тр T 1 I отж .
I L - кж J сж
Окончательные уравнения, позволяющие рассчитать выход сока, после соответствующих преобразований:
X = v -
120 - ( 2 L - к ж - d ^ - j - i + F ;, с . h о - Ь отж • ( 2 L - Ь отж • ( к ж - 1 ) ) ) - Y n- n - ( D 2 - d 2 ) - h о - ( L + Lоmж • ( ксж - 1)) - p г . м .
з ж. с. отж \ отж \ сж )) < п - n - (D2 - d2) - (L + L - (к -1)) - p отж сж г . м .
Заключение. Получена математическая модель, позволяющая рассчитать выход сока, отводимого из камеры прессования одновременно в двух направлениях: в направлении зеерной камеры и дополнительного дренирующего контура в витках шнека.
Список литературы Теоретические исследования процесса отжима сока шнековым рабочим органом с дополнительным дренирующим контуром
- Фомин В.И. Влажное фракционирование зелёных кормов/В.И. Фомин/РИСХМ. -Ростов н/Д, 1978. -160 с.
- Пат. 93738 Российская Федерация, МПК B 30 B 9/12, B 30 B 9/14. Шнековый пресс для отжима сока из растительного сырья/А.Г. Карапетьян, Д.А. Яковлев; заявл. 15.12.2009; опубл. 10.05.2010. Бюл. №13.
- Яковлев Д.А. Рационализация шнекового рабочего органа для отжима сока из зелёных растений/Д.А. Яковлев//Вестн. Донс. гос. техн. ун-та. -2010.-Т.10, №4. -C.556-559.
- Мироненко В.А. Основы гидромеханики/В.А. Мироненко, В.М. Шестаков. -М.: Недра, 1974. -296 с.
- Яковлев Д.А. Анализ конструкции и выбор шнекового рабочего органа для отжима сока из зелёных растений/Д.А. Яковлев, А.Г. Карапетьян//Инновационные технологии и техника -основа повышения эффективности животноводства: сб. тр. -Зерноград: СКНИИМЭСХ, 2010. -С.357-364.
- Прессы пищевых и кормовых производств/под ред. А.Я. Соколова. -М.: Машиностроение, 1973. -288 с.
- Груздев И.Э. Теория шнековых устройств/И.Э. Груздев, Р.Г. Мирзоев, В.И. Янков. -Л.: Изд-во ЛГУ, 1978. -144 с.
