Теоретический подход к расчету режима трехдуговой сварки под флюсом стыкового соединения деталей тележки рельсового транспорта

Автор: Иванов Михаил Александрович, Уланов Алексей Михайлович, Безганс Юрий Викторович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 1 т.13, 2013 года.
Бесплатный доступ
Впервые представлен теоретический механизм расчета режима трехдуговой сварки при сварке стыковых сварных соединений под флюсом. Предложен постулат о взаимосвязи погонной энергии сварки с площадью проплавления. Проведены проверочные расчеты.
Расчет режима сварки, трехдуговая сварка, многодуговая сварка, сварка под флюсом, стыковой шов
Короткий адрес: https://sciup.org/147156781
IDR: 147156781 | УДК: 621.791.01
Theoretical approach to the calculation of three-arc submerged arc welding mode of butt joints of rail transport trolley parts
A theoretical mechanism for calculating the mode of three-arc submerged arc welding of butt welded joints is presented for the first time. A postulate is proposed of a relationship between welding heat input and the area of penetration. Verifying calculations are carried out.
Текст научной статьи Теоретический подход к расчету режима трехдуговой сварки под флюсом стыкового соединения деталей тележки рельсового транспорта
Металлургическому и машиностроительному секторам промышленности России требуется получение сложных сварных металлоконструкций с протяженными сварными швами. В частности, при изготовлении деталей тележки рельсового транспорта. Для гарантированного получения качественного сварного соединения необходимо задать режим сварки, который определяет структуру и свойства сварного шва, и зоны термического влияния [5, 9–12].
Расчет оптимального режима дуговой сварки под слоем флюса [2] является актуальным и определяет как качество сварного шва, так и период проведения пусконаладочных работ для изготовления новой детали или изделия, что в свою очередь повышает производительность труда.
Современные технологии изготовления деталей тележки, труб, отводов требуют проведения сварки несколькими сварочными головками в одну ванну [3], что позволяет исключить дефекты сварки и обеспечивает как высокое качество сварных швов [4], так и производительность процесса сварки.
При разработке методики расчета режима трехдуговой сварки за основу был взят постулат о взаимосвязи площади проплавления и суммарной погонной энергии сварки трех дуг [1]. Таким образом, предлагается при расчете параметров режима сварки стыковых швов без разделки кромок провести расчет при условии, что площадь проплавления F пр пропорциональна суммарной погонной энергии сварки трех дуг и обратно пропорциональна скорости сварки и расходу тепловой энергии на нагрев единицы объема металла. Последний коэффициент зависит от объемной теплоемкости, скрытой теплоты плавления и плотности металла.
Fv = J (n qx+n2 q 2+n3 q 3), (1) MVсв где n1, П2 и n3 — полный тепловой коэффициент полезного действия (КПД) 1, 2 и 3-й дуги соответственно, учитывающий часть теплоты дуги, расходуемой на нагрев материала изделия до температуры плавления и его расплавление; q1 , q2 , q3 – мощность 1, 2 и 3-й дуги соответственно; M – расход тепловой энергии на нагрев единицы объема материала изделия до температуры плавления Tп и расплавления; Vсв – скорость сварки;
П = П mi П ui , (2)
где n mi — термический КПД проплавления i -й дуги, принимаемый при сварке пластин встык 0,484 [6], доли ед.; n ui = 0,7-0,8 - эффективный КПД нагрева изделия теплотой i -й дуги, доли ед.
м = g п Т п - g 0 T o + W п Y п , (3)
где g п и g 0 – объемные теплоемкости материала при температуре плавления T п и начальной T 0 (перед сваркой); W п – скрытая теплота плавления материала; у п - плотность материала при Т п.
Мощность сварочных дуг определяется следующими выражениями:
qi = 1CB1Uсв1,(4)
q2 = Icb2Uсв2 , q3 = ICB3Uсв3 ,(6)
где I св1 , I св2 , I св3 – сварочный ток на 1, 2, 3-й дуге соответственно, А; U св1 , U св2 , U св3 – напряжение на 1, 2, 3-й сварочной дуге соответственно, В.
Напряжения на дугах при сварке под флюсом определяются по следующим уравнениям:
Uсв1 = 0,0201св1 + 29 - 25dэ1,(7)
Uсв2 = 0,0251Св2 + 29 - 25dэ2,(8)
Uсвз = 0,0301свз + 29 - 25d эз,(9)
где d э1 , d э2 , d э3 – диаметр электродной проволоки на 1, 2, 3-й сварочной дуге соответственно, мм.
Определим сварочный ток второй дуги как долю от тока первой дуги
I св2 = D 1 1 св1 , (10)
I св3 = D 11 1 св2 . (11)
Тогда, решая совместно уравнения (1), (4)–(11), получили уравнение второго порядка для определения силы тока на первой дуге при сварке под флюсом. Нас интересует только положительный
Таблица 1
Геометрические параметры сварного соединения
|
№ сварного соединения |
s , мм |
b , мм |
c , мм |
h пр , мм |
|
1 |
7 |
15 |
1 |
5 |
|
2 |
7 |
15 |
1 |
6 |
|
3 |
12 |
22 |
3 |
6,5 |
|
4 |
12 |
22 |
3 |
8 |
Параметры режима сварки
Таблица 2
щая не имеет физического смысла.
I св1
- ьф +V ь Ф2 + 4 a ф c ф
2 a ф
При этом входящие в уравнение коэффициенты определяются следующим образом:
а ф = 0,02 п 1 + ( D * ) 0,025 п 2 +
+ ( D 1 D 11 )2 0,03 ^ 3 ; (13)
Ь ф = ( 29 - 25 d э1 ) П 1 + D ' п 2 ( 29 - 25 d э2 ) +
+ D 1 D ып3 ( 29 - 25 d э3 ) ;
С ф = MV св F p .
Расчетное значение F пр определяется расчетным способом по известной геометрии сварного соединения с учетом приведенной модели на рисунке:
F np = h np ( 0,8927 b - c ) . (16)
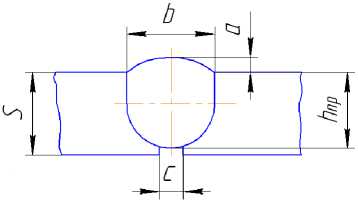
Расчетная схема определения F пр
После определения I св1 необходимо рассчитать I св2, I св3, U св1, U св2, U св3 по уравнениям (10), (11), (7), (8), (9) соответственно.
Сравнение расчетных параметров с реальным технологическим процессом представлено в табл.1 и 2. Данные приведены для сварного соединения С7, выполненного по ГОСТ 8713–79 при сварке электродной проволокой диаметром 4 мм (см. табл. 1). В расчетах принимали М =9800 Дж/см3, у п =7,8 г/см3. Геометрические параметры сварных соединений № 1, 2, 3, 4 из табл. 1 соответствуют режимам сварки в табл. 2.
Методика расчета режима трехдуговой сварки рассчитана на сварку малоуглеродистых низколегированных сталей. Методика позволяет гарантированно получать качественные сварные соединения и миниминизировать необходимость дальнейшей механической обработки [7, 8]. Для расчета режима сварки высоколегированных сталей необходимо дополнительно учесть ограничение по допустимым скоростям охлаждения этих сталей.
При расчете стыковых швов с разделкой кромок необходимо учитывать также площадь наплавленного металла.
Таким образом, разработана теоретическая модель расчета режима трехдуговой сварки под флюсом стыкового соединения.
Работа выполнялась в рамках комплексного проекта «Создание высокотехнологичного производства модельного ряда энергосберегающих низкопольных трамвайных вагонов модульной конструкции» по договору № 02.G36.31.0002 между Министерством образования и науки Российской Федерации и
Федеральным государственным унитарным предприятием «Государственный космический научнопроизводственный центр имени М.В. Хруничева».
Список литературы Теоретический подход к расчету режима трехдуговой сварки под флюсом стыкового соединения деталей тележки рельсового транспорта
- Попков, А.М. Расчет параметров режима двухдуговой сварки угловых и стыковых швов/A.М. Попков//Сварочное производство. -1998. -№ 7.-С. 3-5.
- Уланов, А.М. Современный подход к разработке технологических параметров сварки в производстве труб большого диаметра/А.М. Уланов, М.А. Иванов//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 19, № 39 (298). -С. 154-155.
- Уланов, А.М. Развитие технологии многодуговой сварки трубных сталей/А.М. Уланов, М.А. Иванов//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 19, № 39 (298). -С. 156-158.
- Пашков, Ю.И. Разработка классификатора дефектов для сварных труб/Ю.И. Пашков, B.А. Лупин, М.А. Иванов//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 18, № 15 (274). -C. 37-40.
- К вопросу влияния погонной энергии сварки на скорость охлаждения металла шва/М.А. Иванов, А.М. Уланов, В.В. Роде, П.А. Данилкин//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 19, № 39 (298). -С. 159-160.
- Рыкалин, Н.Н. Расчеты тепловых процессов при сварке. -М.: Машгиз, 1951. -296 с.
- Пименов, Д.Ю. Разработка модели эпюры напряжений на задней поверхности зуба фрезы/Д.Ю. Пименов//Технология машиностроения. -2010. -№ 1. -С. 48-52.
- Пименов, Д.Ю. Математическое моделирование упругих перемещений технологической системы при торцевом фрезеровании с учетом износа инструмента/Д.Ю. Пименов, В.И. Гузеев, A.А. Кошин//Вестник машиностроения. -2011. -№ 11. -С. 69-73.
- Метод измерения температур в исследовании характера затвердевания отливки/И.Н Ердаков, В.В. Новокрещенов, И.В. Саламатов, Л.Н. Сабирова//Вестник ЮУрГУ. Серия «Металлургия». -2012. -Вып. 19, № 39 (298). -С. 142-144.
- Ердаков, И.Н. Ресурсосберегающий аспект в производстве литых плит из стали Гадфильда/И.Н. Ердаков//Заготовительные производства в машиностроении. -2011. -№ 11. -С. 3-5.
- Ткачев, В.М. Влияние положения стояка на коробление и дефектность отливок-плит/B.М. Ткачев, Н.А. Ласьков, И.Н. Ердаков//Заготовительные производства в машиностроении. -2010. -№ 6. -С. 9-11.
- Ердаков, И.Н. Влияние импульсного электрического воздействия на кристаллизацию силумина (АК7ч) и стали (20ГЛ)/И.Н. Ердаков, В.В. Новокрещенов//Литейные процессы: межрегион. сб. науч. тр./под ред. В.М. Колокольцева. -Магнитогорск: ГОУ ВПО «МГТУ», 2010. -Вып. 9, № 1. -С. 54-57.
