Теоретическое исследование натяжения комбинированной электропроводящей пряжи на пневмомеханической прядильной машине

Автор: Костин Павел Андреевич, Завацкий Юрий Александрович, Коган Александр Григорьевич, Киселев Руслан Васильевич
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (22), 2012 года.
Бесплатный доступ
Научная статья посвящена анализу и расчету натяжения комбинированной электропроводящей пряжи средней линейной плотности и её компонентов в процессе формирования на модернизированной пневмомеханической прядильной машине с полым ротором. Приведен анализ основных сил, действующих на формируемую пряжу в крутильном устройстве. Описаны результаты расчета по определению величины натяжения, действующего на комбинированную электропроводящую пряжу и её компоненты в процессе формирования. Установлено, что для стабильного формирования электропроводящей пряжи необходимо следить за состоянием пряжевыводящей воронки, в случае её износа производить своевременную замену, в противном случае возникает повышенная обрывность пряжи, обусловленная увеличением коэффициента трения между пряжей и поверхностью воронки.
Расчет натяжения пряжи, комбинированная электропроводящая пряжа, пневмомеханические машины, комбинированные пряжи, теоретические исследования, электропроводящие пряжи, режимы работы машин, производство пряж, пряжи средней линейной плотности, формирование пряж, натяжение пряжи, исследование натяжений, расчет натяжений, модели для расчетов, теоретические модели, прядильное оборудование, прядильные машины
Короткий адрес: https://sciup.org/142184762
IDR: 142184762
The theoretical investigation of combined electroconductive yarn tension on the open-end spinning machine
The scientific article is devoted to the analysis and calculation of combined conductive yarn tension which has medium linear density and its components while forming on the modernized open end spinning frame with the hollow rotor. The analysis of main forces, influencing the forming yarn in the spinning device was conducted. The results of calculation of tension value, which affects the combined conductive yarn and its components while forming, were described. It was defined, that for stable forming of conductive yarn it is necessary to examine the status of surface of nozzle, and in the case of its wearing out it is required to make replacing in time; otherwise the increased yarn breaking can occur due to increasing friction between yarn and surface of nozzle.
Текст научной статьи Теоретическое исследование натяжения комбинированной электропроводящей пряжи на пневмомеханической прядильной машине
Производство комбинированной электропроводящей пряжи является одним из наиболее интенсивно развивающихся современных производств текстильных материалов. Кафедрой ПНХВ УО «ВГТУ» в условиях РУП «БПХО» г. Барановичи разработана новая технология получения комбинированной электропроводящей пряжи по кардной системе прядения хлопка с применением модернизированной пневмомеханической прядильной машины ППМ-120МС с полым ротором, где в качестве сырья используется хлопковое или арселоновое волокно и медная микропроволока. На машине дополнительно установлены датчики контроля обрыва медной микропроволоки и питающие валики, которые служат для подачи и изменения скорости питания медной микропроволоки в зону формирования.
Сущность предложенного способа формирования комбинированной электропроводящей пряжи состоит в том, что в рабочую зону прядильной камеры 4 вместе с дискретным потоком волокон 3 с двухфланцевой катушки 8 при помощи дополнительно установленного узла питания (питающие валики) 7 подается с постоянной скоростью медная микропроволока 6, которая обкручивает формируемую в камере пряжу 5. Медная микропроволока поступает в зону формирования со скоростью, превышающей скорость оттяжки готовой пряжи на 1,5 – 3 %. Полученная комбинированная электропроводящая пряжа 2 выводится из камеры и наматывается на бобину 1 (рисунок 1).
Рисунок 1 - Технологическая схема модернизированной прядильной машины ППМ-120МС
Колебание натяжения пряжи в процессе формирования на пневмомеханических прядильных машинах является основной проблемой при большой частоте вращения ротора, так как оно может привести к снижению качества вырабатываемой пряжи, увеличивая такие показатели, как неровноту по линейной плотности, обрывность и уменьшая разрывное удлинение и разрывную нагрузку пряжи.
Величина натяжения волокнистой ленточки и медной микропроволоки, а затем пряжи создается силами, обусловленными вращательным движением камеры и продольным движением пряжи при оттяжке ее из камеры [1].
Целью данного исследования является получение теоретической модели для прогнозирования натяжения комбинированной электропроводящей пряжи средней линейной плотности при её формировании, учитывающей технологические особенности процесса её производства. Теоретическая модель позволит прогнозировать оптимальные режимы работы оборудования (частоту вращения прядильной камеры и крутку).
Расчёт натяжения проводился с учетом того, что комбинированная электропроводящая пряжа, состоящая из волокон и медной микропроволоки, при формировании имеет участки с разной линейной плотностью, обусловленные особенностями её получения. В связи с этим необходимо учитывать движение волокнистой составляющей до соединения с медной микропроволокой.
Натяжение комбинированной пряжи и ее форма зависят от совокупности внешних воздействующих факторов. На малый участок комбинированной пряжи длиной d r между точками А и В (рисунок 2 а) действуют следующие силы: сила тяжести G (на рисунке не показана); центробежная сила F ц ; сила Кориолиса F c ; аэродинамическая сила F a . Обозначим Т м – линейная плотность мычки; Т к. п. – линейная плотность комбинированной пряжи; Тм. п. – линейная плотность микропроволоки; Fн – сила натяжения.
Направление действия аэродинамической силы совпадает с направлением скорости воздушного потока относительно малого отрезка АВ.
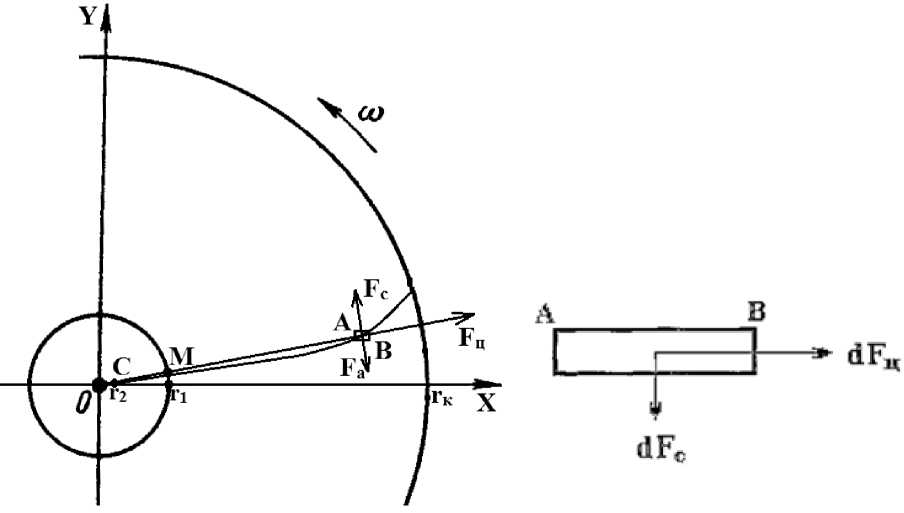
а) б)
Рисунок 2 – Положение баллона комбинированной пряжи в прядильной камере
Учет всех сил, действующих на комбинированную пряжу в камере, позволяет решить задачу о натяжении комбинированной пряжи, а также вычислить геометрические параметры контура, по которому происходит движение комбинированной пряжи. Для решения поставленной задачи не учитывалась сила тяжести, сила Кориолиса и аэродинамическая сила. Наиболее существенное и значимое влияние на натяжение комбинированной пряжи оказывает в данном случае центробежная сила [2].
Далее будем решать задачу относительно натяжения комбинированной пряжи в камере пневмомеханического прядильного устройства при условии, что действует только центробежная сила. Центробежная сила действует так, что ось волокнистой составляющей будет направлена по радиусу.
Будем считать, что линейная плотность комбинированной пряжи зависит от радиальной координаты r текущей точки на контуре комбинированной пряжи: Т к.п. = Т к.п .(r) . Центробежная сила, действующая на элемент d r комбинированной пряжи линейной плотностью Тк.п.(r) (рисунок 2 б):
dF. = T (r)to2rdr, ц к.п.
to = nn /30 + v„„ / r где к вып К – угловая скорость вращения прядильного ротора;
nк – частота вращения крутильного органа, мин-1; rк – радиус камеры, мм; v вып – скорость движения комбинированной пряжи по контуру камеры, м/мин.
Отметим, что сила натяжения равна по величине центробежной силе, но противоположна ей по направлению:
dFн = - dFц(2)
и, следовательно:
dFH = T n.(r)to2rdr,(3)
Обозначим через F н(rк) – натяжение в точке съема при r = r к . Общая формула для натяжения при Т к п = Т const = const имеет вид:
F (r, ) - Fh (r) = - 0,5Tconstto(r,2 - r2),(4)
а при переменной линейной плотности:
r K
Fh (rK) - Fh (r) = -to2 f T(r)rdr.
r
На рисунке 3 представлена схема распределения линейной плотности комбинированной электропроводящей пряжи по контуру в камере при её формировании.
Формирование пряжи в камере можно разделить на два этапа: сначала происходит формирование волокнистой мычки из дискретного потока волокон от края камеры К до точки М, расположенной около центра камеры, где происходит соединение волокнистой мычки с поступающей из полого ротора медной микропроволокой, которая обкручивает формируемую в камере пряжу. Линейная плотность от точки К до точки входа на поверхность воронки изменяется от минимального значения Tм при r = rк до максимального значения Tк.п при r = r2. По схеме, представленной на рисунке 3, изменение линейной плотности комбинированной пряжи происходит при r = r1, где происходит соединение волокнистой мычки с медной микропроволокой. В точке r2 комбинированная пряжа входит на поверхность воронки.
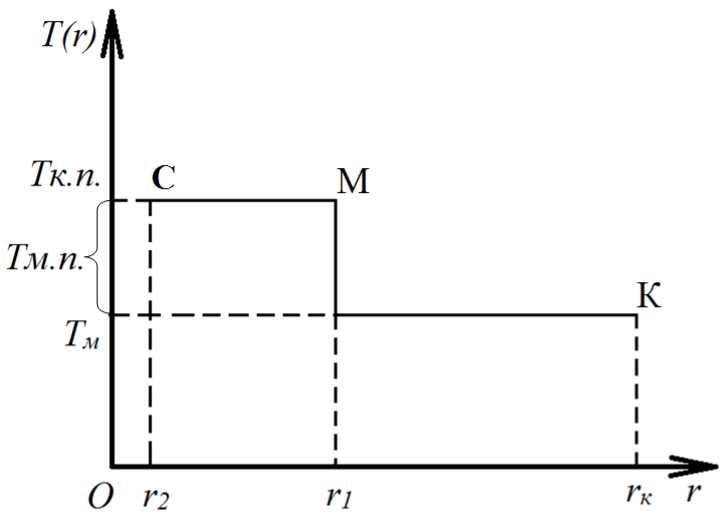
Рисунок 3 – Распределение линейной плотности комбинированной электропроводящей пряжи по контуру прядильной камеры
Следовательно, натяжение при r = r 2 можно найти из следующего соотношения:
r1 rk
FH (Гк ) - Fh (r2 ) = -(Тк.п®2 J rdr +Тм®2 J rdr )
r2
Найдя соответствующие интегралы правой части (6), получим:
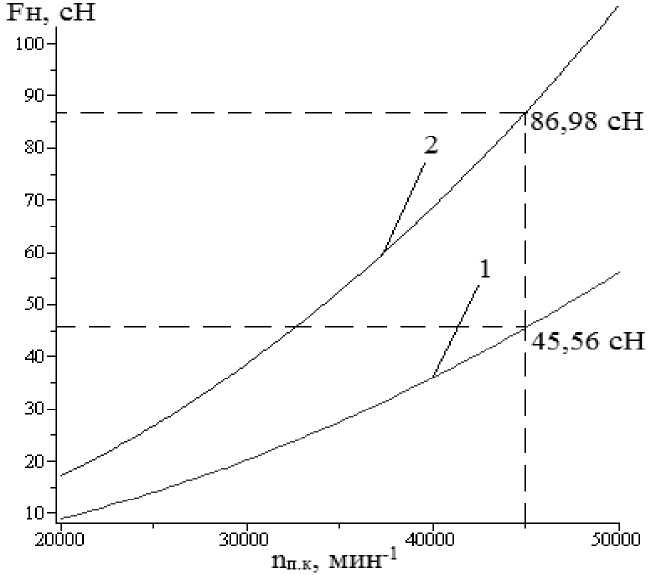
Fh (Гк ) - F, Следовательно: F, (r2 ) = F„ (Гк ) + 1 ®2 [Тк.„.(г1 - г22) + Тм (rk - Г )].(8) Линейная плотность медной микропроволоки выражается следующим образом: Т м.п. = Т - Т к.п. м, Тогда: Тп. (Г - r22) + (Тк.п. - Тм.п. )(/ - г/ ) = = Тк.п.(гК - г2) - Тм.п.(Г - г,2). Следовательно: Fh(г,) = Fh(Гк ) +1 «? [Т^ -г22)- Тм,„/Гк2 - Г,)]. (11) Согласно [2], величина Fн(гк) составляет приближенно,5 k ^Т^Ю2Г2, где kp = 0,07 – безразмерный коэффициент. С целью упрощения расчетов и наглядности графического материала введем некоторые относительные переменные: г — r2- • Г, AT — Тм."• 2* г ’ г,» = — ; АТотн т • гк г Т к.п. к Следовательно: Fh (Г, ) = Fh (Гк ) + 1 ^кГ^ [ 1 - Г,. + ДТогон (1 - Г,. )]. Поскольку Тм = Т., Тмп. = Тк,(1 - ТЛ(13) то F. (Гк ) = 1 k р^Х-Тк. п.(1 - ЛТ„.).(14) Подставляя (14) в (11), имеем: Fh (Г, ) = 1 ^Г^крТк.п. (1 - АТотн ) + 1 ^Г [(1 - Г,* ) - АТотн (1 - Г,* )] = 2 2(15) = - ^Г2ккрТк.п.{к p (1 - АТотн ) + [(1 - Г/*) - АТотн (1 - Г,*)]}. Таким образом, полученное соотношение (15) позволяет вычислить натяжение комбинированной пряжи в точке r = r2 в зависимости от относительных переменных r2*, r1*, и ∆Tотн . Согласно (8) натяжение комбинированной пряжи при r = r1 определяется по формуле Fh (Г1 ) = 1^Гк2Ткпп. {kp (1 - АТотн ) + [(1 - Г* ) - АТотн (1 - Г,* )]} = 2 (16) = - ^Г2ккрТк.п. [(1 - АТотн )(kp + 1 - Г,* )]. Натяжение комбинированной пряжи в точке входа на поверхность воронки определяется формулой Fh (Гв ) = 1 ОгкТ„. [(1 - ДТот, )(k p +1 - rB*)), (17) r где гВ* = —; гв - радиус воронки, м. rк Обозначим через φохв1 и φохв2 углы охвата нитью поверхности воронки, представленные на рисунке 4, а через Fвых – силу натяжения комбинированной пряжи на выходе из прядильного устройства с учетом сил трения, действующих на неё при движении через воронку и глазок. Тогда Feux = Fa+ Fh(Гв )exP(k[Voxe1+Фохв2])> (18) где Fа – аэродинамическая сила, действующая на комбинированную пряжу в полости стеклянной трубки пряжевыводного узла; k – коэффициент трения пряжи о поверхность выводной воронки. Рисунок 4 – Схема обхвата пряжей поверхностей воронки: 1 – воронка; 2 – комбинированная электропроводящая пряжа В литературном источнике [2] сказано, что Fa<< FH(re)exp(k[^xe7+ ^хв2)), следовательно, аэродинамическим сопротивлением, действующим на комбинированную пряжу в полости стеклянной трубки, можно пренебречь, тогда натяжение комбинированной пряжи на выходе из прядильного устройства вычисляется по следующей зависимости: Т F = -со2 r2T [(1--мп- )(k +1 - вых к к п p к п Гв r )] • ехр(к[фОх.в1 + Фохв2]). Выражение (19) показывает, что натяжение пряжи прямо пропорционально линейной плотности формируемой пряжи, квадрату угловой скорости прядильной камеры и её радиусу. С увеличением коэффициента трения между пряжей и поверхностью воронки натяжение первой увеличивается, также оно зависит от угла охвата пряжей поверхности воронки (углы ^охв 1,Фохе2 ). Для оценки величины натяжения (Fвых), действующего на пряжу в процессе формирования, необходимо построить графики изменения натяжения в зависимости от частоты вращения прядильной камеры. При гк = 0,0325 м; Фохе 1 + Фохе2 ~180 ; к = 0,16 и rв = 0,0015м для комбинированной электропроводящей арселонсодержащей и хлопоксодержащей пряжи графики изменения натяжения представлены на рисунке 5. Рисунок 5 - Изменение натяжения в зависимости от частоты вращения прядильной камеры: 1 - комбинированная хлопоксодержащая электропроводящая пряжа; 2 -комбинированная электропроводящая арселонсодержащая пряжа В работе И. И. Мигушова [2] отмечено, что предельно допустимое натяжение, действующее на пряжу, в процессе формирования должно быть в 2 -5 раз меньше абсолютной разрывной нагрузки пряжи. Анализируя графики изменения натяжения (рисунок 5), можно сделать вывод, что при разрывных нагрузках комбинированной хлопоксодержащей и арселонсодержащей электропроводящей образцов пряжи 336 и 516 сН целесообразно нарабатывать комбинированную электропроводящую пряжу при частоте вращения прядильных камер до 45000 мин-1, что обеспечит минимальную обрывность в процессе её формирования. Следовательно, вырабатывать комбинированную электропроводящую пряжу средней линейной плотности пневмомеханическим способом формирования при частоте вращения прядильных камер свыше 45000 мин-1 в производственных условиях нецелесообразно, ввиду значительной её обрывности. Для стабильного формирования электропроводящей пряжи необходимо следить за состоянием пряжевыводящей воронки, в случае её износа производить своевременную замену, в противном случае возникает повышенная обрывность пряжи, обусловленная увеличением коэффициента трения между пряжей и поверхностью воронки. ВЫВОД Получена теоретическая модель для расчета натяжения комбинированной электропроводящей пряжи средней линейной плотности при её формировании, учитывающая технологические особенности процесса её производства и позволяющая прогнозировать оптимальные режимы работы оборудования (частоту вращения прядильной камеры и крутку).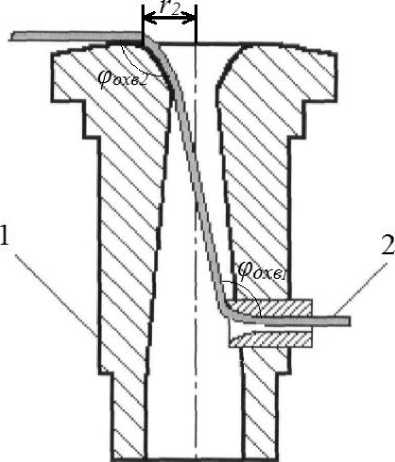
Список литературы Теоретическое исследование натяжения комбинированной электропроводящей пряжи на пневмомеханической прядильной машине
- Коган, А. Г. Технология и оборудование для производства ровницы и пряжи: учебное пособие/А. Г. Коган, Н. В. Скобова; под ред. А. Г. Когана. -Витебск: УО «ВГТУ», 2009. 240 с
- Мигушов, И. И. Механика текстильной нити и ткани: монография/И. И. Мигушов. -Москва: Легкая индустрия, 1980. -160 с., ил.
