Теоретическое обоснование основных параметров оснащенных порогами вращающихся печей

Автор: Чупшев В.Б., Сеницкий Ю.Э.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4 т.8, 2006 года.
Бесплатный доступ
Статья посвящена разделению сыпучих материалов по размерам и весовым характеристикам, а также затронуты вопросы движения материалов в гладких цилиндрах, оснащенных порогами. Все исследования связаны с материалами силикатной и алюмосиликатной групп, являющимися наиболее распространенными в производстве строительных материалов.
Короткий адрес: https://sciup.org/148197881
IDR: 148197881 | УДК: 691
Theoretical basing of the main characteristics of rotary furnaces with baffles
The article deals with dividing of granular materials according to size and weight characteristics. Parameters of movement of materials in smooth cylinders with baffles are studied. The research concerns silicate and aluminosilicate materials that are mostly used in construction materials production.
Текст научной статьи Теоретическое обоснование основных параметров оснащенных порогами вращающихся печей
-
1 Инвестиционно-строительная компания “Средневолжскстрой”
-
2 Самарский государственный архитектурно-строительный университет
Статья посвящена разделению сыпучих материалов по размерам и весовым характеристикам, а также затронуты вопросы движения материалов в гладких цилиндрах, оснащенных порогами. Все исследования связаны с материалами силикатной и алюмосиликатной групп, являющимися наиболее распространенными в производстве строительных материалов.
Известны формулы для расчета параметров гладких вращающихся печей с постоянным диаметром по всей длине печи [1]. Если в печи имеются “пересветы”, т.е. отдель- ные ее участки выполнены с различными диаметрами, или внутри печи имеются пороги или другие устройства, то известными формулами пользоваться нельзя.
Если вращающихся барабан (рис. 1) имеет один порог, то участки В и С рассматриваются как печь без порогов, имеющая в длину В+С и к этим участкам применяются известные формулы.
Участок длиной l рассматривается как печь частично конической формы со средним диаметром, равным (D-Н-0,5h) и наклоном, зависящим от отношения h и Н. На основании этого рекомендуется формула, которая хорошо согласуется с опытными данными.
Формула имеет вид:
где t – время нахождения материала в барабане, мин;
D – диаметр барабана, м;
ψ – угол естественного откоса материа- ла, град.;
-
h – высота слоя материала, м;
-
n – число оборотов материала, об/мин.;
-
H – высота порога, м;
-
5 - угол наклона барабана, град.
Предполагая поверхность материала на
H tg δ .
участке l горизонтальной, получим: 1 =
Подставляя это значение l в формулу (1), получим:
0,00308 ( ^ 0 + 24 ) H ( V Hh + H )
t = 2 hn ( D - H - 0,5 h ) tg 2 5 ’ мин (2)
Общее время прохождения материала в печи составит:
_ 0,00308 ^ 0 + 24 ) l ( ^[Hh + H )
( D - H - 0,5 h ) ntg5 2 h ’ мин (1)
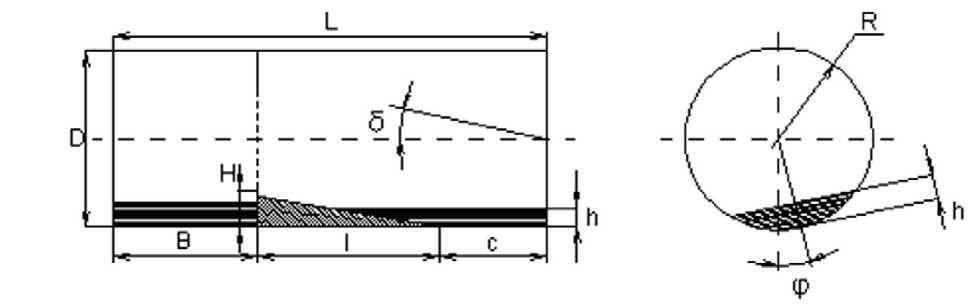
Рис. 1. Схема печи с порогами
0,00308 ( у 0 + 24 ) ( А + N ) nDtgδ
m _ 0,7 hM ;
К – коэффициент заполнения печи;
0,00308 ( у 0 + 24 ) H ( 4Hh + H )
+ 2 nh ( D - H - 0,5 h ) tg 2 8
, мин. (3)
Из формулы (3) следует, что время пребывания материала в печи, имеющем один порог, зависит не только от высоты порога Н, но и от отношения толщины слоя h к высоте этого порога. Чем больше высота порога Н, тем больше время t. При одной и той же высоте порога Н, время t увеличивается с уменьшением толщины слоя h.
Если печь имеет два порога, причем один из них расположен в горячем конце (рис. 2), то ее разделяют на два участка: (С+ l 1) и (В+ l 2) и применяют к этим участкам формулу (3). Общее время пребывания материала в печи будет равно:
t _ (B + C)Sin у + H 1 (4m 1 +1) Sin V nDntg8 2nntg8(D - H 1 - 0,5H 1 m 1)m 1
H 2 (д/ m " +1) Sin у
+ о ♦ 2xm й 7777 л ,мин. (4) 2 nntg 8 ( D - H 2 - 0,5 H 2 m 2) m 2
Здесь B _ L - L 1 --2-; C = L 1 --Ц
tgδ tgδ
B + C _ L ——( H + H ); tgδ 1 2
K _ 1,71 А /Л .
DD
Первый член в выражении (4) определяет время пребывания материала на участ- ке В+С, и так как B + C L , s (H1 + H2)-, , tgδ , т.е. не зависит от L1, то общее время пребывания материала в печи, подсчитанное по формуле (4), не будет зависеть от места установки среднего порога, т. е. от выбора величины L1. С точки зрения же тепловых процессов не безразлично, в каком месте (например) печи находится участок L1 , на котором свободному перемещению материала препятствует порог H1.
Второй член в выражении (4) равен времени пребывания материала на участке L1 , а третий член равен времени пребывания материала на участке L2 .
Из формулы (4) видно, что, выбирая должным образом высоту порога ( H1 ) и место его установки ( L1 ), можно увеличить время пребывания материала в том месте печи, в котором это выгодно с технологической точки зрения. Время это определяется вторым членом в формуле (4). Установка порогов увеличивает время t , а, следовательно, уменьшает скорость передвижения материала вдоль печи и при прочих равных условиях снижа-
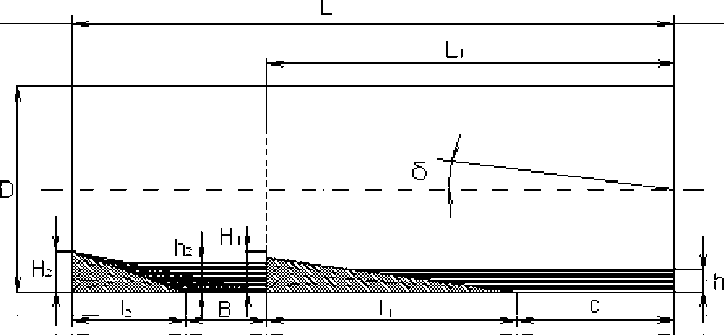
Рис. 2. Схема печи с порогами
ет производительность. Установка порогов равносильна удлинению печи, поэтому наличие их, или других устройств, препятствующих свободному перемещению материала, дает возможность сократить длину печи при заданном времени t. Если в печь с неизменными n и д установить порог, то для сохранения производительности необходимо увеличить питание печи, или коэффициент ее заполнения.
Покажем на примере влияние порогов на время пребывания материала в печи.
Пусть дана печь со следующими параметрами:
L=40м; DBH =2,24м; д=2°30’; n=2 мин-1; ш=35°, Н1 =300 мм; Н2=500 мм; K1 =0,02; К2 = 0,04.
По формуле (4) находим:
m = 0,7 D^- ^K2 = 0,7 2,24 70,02 2 = 0,386
1 H1 1 0,3
m = 0,7 D BH 31 x 2 = 0,7 224 3/ 0 0 4 = 0,366
2 H2 20,3
B + C = L —— (H + H) = - tgδ 12
= 401---(0,3 + 0,5) = 40 - 18,3 = 21,7 м.
0,04366
По формуле (4) получим:
21,7 ■ 0,573 t =--------:------:+ n 2,24 ■ 2 ■ 0,0437
____________ 0,3(V0,386 + 1) ■ 0,573 _____________ + 2 n 2 ■ 0,0437 2 (2,24 - 0,3 - 0,15 ■ 0,386 )0,386
____________0,5(^0,366 + 1) ■ 0,573____________= 2,5 ■ 2 ■ 0,04372(2,24 - 0,5 - 0,25 ■ 0,366)0,366
- = 20,2 + 16,0 + 31,6 = 67,8 мин
Если печь была бы гладкой, без порогов, то время пребывания материала в печи составило:
t = L sin у πdntg δ
40 ■ 0,573 n 2,24 ■ 2 ■ 0,0437
= 37,3 мин
Как видно из примера, при установке двух порогов H1 =300 мм и Н2=500 мм время пребывания материала в печи увеличивается почти в два раза, по сравнению с гладкой печью, а, следовательно, при постоянстве параметров печи (n, К, д, ш) производительность вдвое снизится.
Таким образом, если пороги устанавливаются на работающих печах, где невозможно изменить угол наклона печи и число ее оборотов, то единственным способом сохранить производительность или повысить ее, является увеличение коэффициента заполнения печи. Производительность печи по керамзиту для приведенной выше задачи составит: без порогов:
60 L.,TtD 2 60 ■ 40 n n„ n 2,242
Q = VF =---K---=--0,04—,---= 10 м3/ч t 4 37,3 4 м /ч.
с двумя порогами:
Q = VF = — K — = 601^0 ■ 0,04 П 2^ = 5,5 м У t 4 67,8 4 ч .
Для того, чтобы не снизить, а наоборот, повысить производительность печи, принимаем увеличенные коэффициенты заполнения К , т.к. время пребывания материала в печи с порогами больше, чем в гладкой, что будет в некоторой степени компенсировать увеличение толщины слоя.
Полагаем K1=0,05 и К2=0,01 находим:
-
2.24 . iг
-
m. = 0,7—,— 00,052 = 0,71.
-
1 , ,,
m = 0,7 224 V0,012 = 0,676.
-
20,5
Подставляя эти значения m в формулу (4) получим:
t = 20,2 + 10,4+20,4 = 51 мин
Здесь мы замечаем, что с увеличением толщины слоя время t уменьшается.
Производительность печи составит:
Q = VF
60 L 2 π D 2
K t 4
60 ■ 40 n n ■ 2,24 2
----------■ 0,1--------------
51 4
18 ,5 м

Возможный процент увеличения коэффициентов заполнения Ki и К2, за счет увеличенного времени пребывания материала в печи с порогами, по сравнению с печью гладкой, должен быть обоснован теплотехническими расчетами.
Второй путь повышения производительности печи с порогами заключается в повышении числа оборотов и увеличении угла наклона печи. Покажем это на примере предыдущей задачи.
Принимаем n=3 мин-1 (вместо n=2 мин-1) и д=3°30' (вместо д =2°30'),
Коэффициент заполнения K1 и К2 оставляем таким же, как и у гладкой печи.
21,7 • 0,573
t —--+ ■ п2,24 • 3 • 0,0612
Вместо 67,8 мин при n=2 мин-1 и д=2°30'. Время 25,17 мин, при коэффициентах запол- í åí èÿ K 1=0,02 и К2=0,04, вполне совпадает с фактическими данными по работе печей.
Производительность в этом случае будет равна:
Q — VF
60 L 2 πD 2
K t 4
___________ 0,3(^0,386 + 1) • 0,573 ____________
2 п 3 • 0,0612 2 (2,24 - 0,3 - 0,15 • 0,3 86)0,3 86
60 • 40
25 ,17
• 0,04
п • 2,24 2 4
— 15 м

+
Список литературы Теоретическое обоснование основных параметров оснащенных порогами вращающихся печей
- Чупшев В.Б., Эльконюк А.А. Строительные материалы и изделия (технология и оборудование специального назначения). М: Российская инженерная академия, 2004.
