Теория моделирования операционной последовательности сборки и монтажа объектов авиационного производства

Автор: Тлустенко С.Ф., Коптев А.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.12, 2010 года.
Бесплатный доступ
В статье предложена методика проектирования и синтеза последовательностей операторов преобразования сборочно монтажного пространства на базе исчисления предикатов первого порядка.
Технологические процессы, модель, граф, операторы преобразования, индексные функции
Короткий адрес: https://sciup.org/148199373
IDR: 148199373 | УДК: 621.015
Theory simulation operating sequence assembley and installation facilities and aircraft froduction
The paper presents a method of designing and synthesis of sequences of operators transforming assembly mounting space based on first order predicate calculus.
Текст научной статьи Теория моделирования операционной последовательности сборки и монтажа объектов авиационного производства
Коптев Андрей Анатольевич, индустриальный директор ческой документации, то необходимо пооперационные этапы обеспечивать управляемыми процессами анализа ситуации, принятия решений и формирования команд в информационной системе для стабилизации устойчивости производства.
Распечатки карт технологических процессов являются исходной информацией в таких условиях, где непрерывный управляемый процесс представляется как дискретный по переходам и операциям. Проблема заключается в правильном выборе и постановке задачи оптимизации для обеспечения требуемого решения и его точности достаточной.
Так как общий граф сборочного пространства является его моделью, то в областях допустимых вариаций параметров топологических схем взаимосвязанных процессов применимо рекуррентное уравнение Беллмана:
Ft - i ( X - i ) = max { fi ( хи , X ( U j ) ) + Ft ( X ( U j ) ) } , i = 1,2...., n , (1) где F - функция качества перехода, и Fn ( xn ) = 0
Для обеспечения процесса шаговой оптимизации ТП вводим ограничения на множество допустимых путей переходов состояний в виде дуг графа как множества решений соответствующих задач. Узлы, сгруппированные по уровням, соответствующим шагам переходов, образуют множества x 0, x 1,..., xN , где x 0 и xN содержат по одному узлу. Параметры дуг рассчитываются по специальным алгоритмам для исследуемых множеств.
Такой подход является одним из эффективных путей решения задачи проектирования конкретной производственной деятельности при представлении сборки в виде модели, как ориентированного графа.
В рамках решения этой задачи выбора оптимального по ряду критериев проекта ТП в работе рассматривается выбор, оценка и синтез последовательности операторов преобразования сборочно-монтажного пространства.
В задачах проектирования ТС необходимо совместить аналитическую взаимосвязь между параметрами уравнения и параметрами решения, одновременно с этим выразить эту взаимосвязь в виде алгоритма управляющих воздействий на системы разного рода. Таким образом, можно совместить в параметрическом виде исходное уравнение и его решение, получив параметрическую структуру, изменение которой с течением времени анализируется для получения оптимального параметрического пространст-ва решений, в котором выбираются устойчивые состояния ТП.
Рассмотрим параметрические формы a i ( A i , A 2, t ) и a 2 ( A 3 , A 4 , t ) , описывающие состояния ТС:
* *2
wb(t) = Ai + A 2 wb(t);w*(t) = A3 - A4 w*2(t),
* ...*
где wb – динамика выполнения операции; w – динамика подготовки производства для выполнения операции; А1 – параметр ресурсов; А2 – параметр эффективности; А3 – параметр, характеризующий индекс качества операции; А4– параметр, характеризующий неустойчивость по некоторому критерию операции (фактор рисков).
Уравнение, описывающее состояние ТС, представляет частный случай уравнения Риккати, которое в первом приближении решается в квад-ратурах, причем считаем, что w(t) и wb(t) -наблюдаемые фазовые координаты соответствующих векторов состояний в начале или в кон-це фиксированного промежутка времени наблюдений за группой a ( Ax , A 2, t ) , a 2 ( A 3 , A 4 , t ) .
В качестве достаточных приближений значений для w(t) и wb(t) в детерминированных условиях процесса выбираем:
wU t ) = tg ( V Ai A 2 t)

w * (t) = th ( ^ A 3 A 41)
(3) ;

Решения уравнений (1)-(2), полученные для wb(t) и w(t) , удовлетворяют аналогичным уравнениям (3)и(4) в определённой метрике t.
При более точных условиях измерения фазовых координат wb(t) и w(t) в этом случае исходные уравнения имеют вид :
*
••
•
W b ( t ) = A 1 + A 2 W 2 ( t ) + A 5 sin[ w b ( t ) t + ф ь 0 ] a ( t ) -
• •*
- A 5cos[ w b ( t ) t + Ф ь 0] P ( t );
*
II
I
-
•II
w ( t ) = A + A 4 w *2( t ) - w b 2( t ) A + A 7sin| w *( t ) t + ф ь 0] a ( t ) -
* I.*
- A 7c os[ w ( t )t +Ф Ь 0 ] P (t ),
* где a ( t ) - функция, учитывающая характер поставки материалов и комплектующих, изменения конструкторско-технологической информации и др. полученная после подстановки wb ( t ) и w ( t ) в уравнение, описывающее характер коле
*
баний по a ; р ( t ) — функция, характеризующая поставки для последующих процессов сборки при установленной их ритмичности ,получа-емая после подстановки w b ( t ) и w ( t ) в уравнение динамики колебаний по в ; A 5 - параметр, характеризую-щий устойчивость операции при межцеховых колебаниях объёмов и номенклатуры поставок материалов и комплектующих, А6 – параметр, характеризующий степень освоения в цехе указанных сборочных процессов. А7 - параметр, учитывающий возможные переналадки и переустройства рабочих мест исполнителей, Ф ь о - начальная фаза сезонных изменений.
Сгруппировав слагаемые ряда в уравнениях (5)-(6) по степеням t : t , t3 ,■■■, , получаем несколько уровней классификации состояния системы ТП. Получение реше-ния в виде ряда по степеням t определяет, какие параметры влияют на форму кривых w b ( t ) и w ( t ) , одновременно формируя управляющее воздействие для получения нужных форм w b ( t ) и w ( t ) . Процессы оптимизации ТС определяют производственную стратегию сборочных процессов. В инвариантной ТС итерационный процесс поиска экстремума связан с заданием соответствующих начальных условия в дифференциальных соотношениях, выражающих баланс основных процессов, причем параметрически изоморфных. Параметрический изоморфизм ведет к новым классификациям и описанию конечномерных представлений. Получаем дискретные функции состояния ТС разложением в ряд базовой целевой функции по базисным векторам, причем коэффициенты разложения являются собственными значениями линейного оператора ( Л 1 , Х 2 ,„; X n ), которым соответствуют вероятностные представления, рассчитываемые как плотности вероятностей такого состояния. Изображение оригинала заданной вероятности в комплексной области рассчитывается как
у!
(Р + X) n+1
где s – количество факторов и их выборочных значений в распределениях-композициях, ; р – комплекс-наявеличина; X — параметр-статистика, выражающий собственные значения линейных операторов, которые при преобразованиях технологического пространства сборки должны соответствовать условиям постановки задачи.
Применим линейный оператор W к вектору x и получим образ y= A ( x ) вектора x . Можно показать, что каждому линейному оператору A в некотором базисе пространства Rn соответствует матрица А, по которой можно пересчитывать любой вектор в его образ в этом же базисе. Иными словами, любой линейный оператор можно задать в некотором базисе соответствующей матрицей: матрицей оператора A в базисе {ek}. Фор-
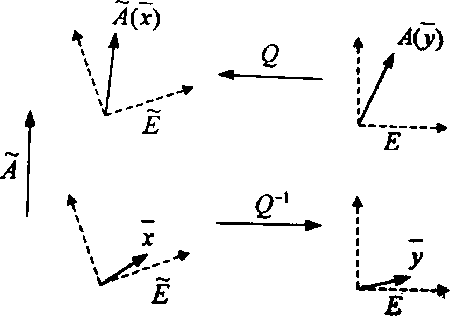
Рис. 1. Тензорное преобразование сборочномонтажного пространства агрегатов летательных аппаратов
мула пересчета имеет вид: y = A ( x ) = x .
Инвариантность тензоров и тензорных функций относительно ортогональных преобразований cборочно-монтажного пространства обеспечивается тем, что ортогональные тензоры вида Q: Е — л- ^ Е осуществляют повороты и зеркальные отображения, сохраняя при этом длины векторов, углы между ними и переводят один ортонормированный базис в другой. Определим понятие инвариантности тензора А: Е — л- ^ Е относительно ортогонального тензора Q: Е ——^ Е .
Определение 1. Тензор А называется инвариантным относительно тензора Q, если А удовлетворяет равенству
А = Q o A o Q - 1 (7)
Уточним геометрический смысл этого понятия. Пусть Q – ортогональный тензор, осуществляющий поворот любого вектора в пространстве E(dim E=3) на заданный угол вокруг оси, ортогональной плоскости чертежа (рис. 1).
Будем считать, что Q действует из пространства Е в пространство Е , где Е соответствует некоторому технологическому преобразованию на дуге графа системы как в модели, или технологической операции на рабочем месте. Рассмотрим пространство, в которое оператор Q: Е —л- ^ Е переводит пространство Е. Обратный оператор Q-1 : Е — л - ^ Е возвращает пространство Е в исходное. Пусть на пространстве Е задан тензор А: Е —л- ^ Е .Допустим, Е -подпространство сборки после i-го технологического перехода. Определим в этом пространстве такой тензор А : Е__ л- > Е , который оказывал бы на любой вектор х е Е такое же действие, которое оказывает тензор А на прообраз вектора х (т.е. на вектор y = Q-1 (x) ) в пространстве Е. Искомый тензор А должен удовлетворять равенству (рис. 1)
V x е Е А(х) = Q(A(y)) = Q(A(Q-1(x))) , которое эквивалентно тензорному равенству
А = Q o A o Q - 1 (9)
Определение 2. Отображение F: Ј(Е)> Ј(Е), связанное с функциональным преобразованием элементов сборочных позиций на производстве, инвариантно относительно ортогонального тензора Q е J(Е), если оно удовлетворяет равенству V A е J(Е) Q o F(A) o Q - 1 = F(Q o A o Q - 1) .(10)
Определение 3. Отображение F: Ј(Е)> Ј(Е) инвариантно, если оно инвариантно относительно любого ортогонального тензора Q е J(Е), т.е.
для любого ортогонального Q е J(Е), для V A е ЛЕ)
Q o F(A) o Q - 1 = F(Q o A o Q - 1) . (5)
Задача состоит в схеме введения функциональных аргументов в предикаты, причем за каждый переход число аргументов увеличивается на единицу. Например, добавляем третье место в двухместный предикат Р введением нового аргумента, называемого переменной состояния, получаем последующий предикат более высокого порядка:
P(x, y) > P(x, y, s). (6)
Рассмотрим в некотором абстрактном сборочно-монтажном пространстве переменную состояния, которая может принимать значения s1, s2, s3… s10… sN. Эти состояния характеризуют определенную реализацию связей в узле, которая приводит к реализации сборок компонент с новыми свойствами, к возникновению последующей структуры сборок. При этом повышается устойчивость складывающихся взаимодействий между компонентами и дискретными сборками этих компонент. Таким образом, происходит процесс связывания компонентов в узлы, а их, далее, в более сложные устойчивые сборки, моду- ли, свойства которых согласованы с их местом в некотором агрегате, системе.
В свою очередь, такой процесс характеризуется определенными состояниями, которые связываются посредством различных операторов. Тогда этот процесс может быть формализован в виде графа, в котором состояния s1, s2, s3… s10… sN связаны операторами F1, F2, F3... FN
Оператор F1, означает переход из состояния s1 в s2 в результате действия оператора F1.
Эти действия легко представить в исчислении последовательности операторов преобразования, так как эти операторы являются отображаем состояния в состояние. Результаты применения таких операторов можно подставлять на место переменной состояния, аналогично подстановке простой переменной. Например Р (x1, F(s)) вместо Р(x,m). Уточним такие теоретические аспекты представлений и преобразований сборочных пространств в соответствии со своими функциями распределения эффективности действий.
Также из сказанного выше определим исчисление количества и последовательности операторов преобразования и обозначим в требуемом системно-функциональном пространстве сборки в виде:
R = (P i , F S k , a m , A n ). (7)
Она состоит из множества предикатов, которое обозначено Р, множества операторов, обозначенного F, далее, безусловно, множества состояний S. затем системы аксиом, обозначенной через a, и, наконец, множества объектов, обозначенного через А, в которое входят не только объекты монтажа, но и исполнители. Поясним более детально содержание каждого отдельного символа в R. Принимаем, что отображения Fz, 1, z , является линейным (гомоморфизмами), для всех x, y, g, R". Также применение линейного оператора Fk вектору 7 дает образ y = F(x) вектора х , то есть отображение линейного пространства Rn в аналогичное Rm можно доказать, что каждому оператору F в некотором базисе пространства Rn соответствует матрица оператора ^ .в базисе {e k }. Формула пересчета y = F(x) = x Предикаты, т.е. выражения, обладают тем свойством, что, приписав значения переменным х,у,... из соответствующих областей определения, мы получаем логические высказывания при формализации действий исполнителя. Для записи выражений используются предикатные буквы Р, Q. и т.д., дополненные указанием аргументов. При этом выражения могут быть истинными или ложными, как это принято во всех формализмах исчисления предикатов первого порядка. Операторы переводят состояния в состояния, а аксиомы “a” представляют систе- му аксиом специального вида. Аксиомы преобразования сборочно-монтажного пространства – это не произвольные, правильно построенные формулы исчисления предикатов, а формулы одного из двух типов. Один тип аксиом таков:
P r ( x , A i ) • ( P ( x , A i ) = A 2) ^ Q ( x , A 2) , (8) где PQ e P F e F, S 1 ,S2 e S.
Эти аксиомы могут быть записаны в более общей форме. Однако, можно считать, что эти аксиомы имеют следующий смысл: для того, чтобы применить оператор F в ситуации S1, прежде всего необходимо, чтобы выполнялось условие P , т.е. это начальное требование для применимости оператора F. Теперь, после применения оператора F, полученное состояние характеризуется предикатом Q. Под буквами Р и Q в приведенных записях мы будем иметь в виду, что эти символы обозначают подмножество множества предикатов Р. Так например, начальное условие Р может быть длинной конъюнкцией предикатов Р = Р1, Р2... Рn, которая полностью характеризует все условия применения оператора F в ситуации S1. Таким образом, Р – это своего рода начальные условия, а Q - конечные условия по отношению к оператору F. В общем виде, т.е. независящими от конкретного состояния S1, аксиомы могут быть записаны следующим образом:
V A { P ( x , A ) ^ Q ( x , F ( x , A )) } , (9) где мы воспользовались подстановкой F(х,S) вместо S2, тем самым исключив обозначения двух конкретных состояний. В этом выражении S соответствует начальному состоянию S1, а F(х,S) – конечному состоянию S2.
Для определенности процесса преобразований необходимо точно описать начальную ситуацию для того, чтобы можно было применять те или иные аксиомы. Для описания начальной ситуации используются схемы аксиом вида:
D(x, SH), (10) где D e P S H e S, x e A.
В этом случае SH – конкретное начальное состояние, х – элемент множества узлов, А – константа, имеющая существенное отношение к начальной ситуации. Для начальной ситуации предикат Р не обязательно будет двухместным предикатом. В общем случае он может быть произвольным n-местным предикатом с любым числом аргументов. Таким образом, каждому конкретному условию соответствует целый ряд получаемых соединений узлов-констант; в свою очередь D может представлять собой последовательность конъюнкций такого рода предикатов. Сформулировав теперь задачу в формальной записи, решаем вопрос, существует ли конечное состояние S, дл k я которого выполняется условие A ( x , A k ) ^ ^ A i , или
( E l A k ) { A ( x , A k ) } ; (11)
Sk = F1 (x, F2 (x, … , Fn-1 (x, Fn (x, SH ) ) … ) ) = = F1·F2 … Fn (x, SH). (12)
Таким образом, решение задачи, поставленной в исчислении последовательности операторов преобразования, имеет вид (12).
Определим предикаты, операторы, состояния, аксиомы и множество объектов. Подход к решению задач в исчислении последовательности операторов преобразования состоит в формировании такого подхода к исследованию проектов ТС, чтобы априори можно было оценить трудоемкость вычислений и разрешимость, не решая все задачи непосредственно. Следовательно, действия в исчислении последовательности операторов преобразования несколько отличаются от прямого подхода к решению логических задач. Когда задача поставлена в такой форме, в силу полноты логического исчисления первого порядка мы можем гарантировать, что решение ее будет найдено. Для конкретного примера. определим предикаты для модели сборки узла. Сначала выбираем первый предикат – предикат “ находится”:
Р = { находится (х, у, S) }. (13)
Предикат верен, если только х находится вместе с у в состоянии S. Множество допустимых операторов ограничивается всего одним оператором – оператором “установка ”в приспособлении или стапеле, допустим, двух элементов сборки.
F = { установка (х, у, r1, r2, S)}. (14)
Здесь “х”– исполнитель, осуществляющий действие, определяемое этим оператором, и состоящее в выполнении подготовительного перехода сборочной операции. В общей схеме производства формируемые состояния образуют множество:
S = { S1, S2, …, Sn }. (15)
В свою очередь, множество объектов сборки А состоит формально из
{ И, b1, b2, h1, h2, R}, (16) где И – исполнитель или автомат, выполняющий установочный переход;
b1 и b2 – константы, которые мы вводим для обозначения имен устанавливаемых элементов; буквы h1 и h2 фиксируют начальные положения этих элементов, т.е. b1 находится в h1, а b2 – в h2. Зададим аксиомы, определяющие исходные, первоначальное положение элементов:
a i : находится ( b i , h i , S h ) a 2 : находится ( b 2 , h 2 , Sh)
Теперь зададим аксиомы, описывающие ус- тановку элементов, а также возможности и условия такой установки.
Аксиома для этой цели может быть задана следующим образом:
α 3: ( ∀ S, х, r1, r2) { находится (х, r, S) ⇒ находится (х, r2 сдвиг (Э, х1, r1, r2, s)) }. (18)
Эта аксиома фиксирует тот факт, что каковы бы ни были состояния S, объект и положения r1 и r2, то если исполнитель х изменяет положение элементов из r1 в r2, возникает состояние, в котором х будет находиться в r2.
Сформулируем и решим вначале простую задачу монтажа, а затем перейдем к более сложным задачам.
Пусть первая задача сформулирована так: ( ∃ Sk1) { находится ( b1, R, Sk1) }. (19)
То есть существует ли конечное состояние, такое, что b1 находится в R – этом конечном состоянии.
Решение состоит в реализации перехода:
Sk1 = сдвиг( И, b1, h1, R, SH). (20)
Полученное решение характеризует одношаговый процесс, который протекает вполне очевидным образом, путем использования аксиом α 1 и α 2.
Теперь рассмотрим вторую задачу, которая формулируется аналогично первой:
( ∃ Sk2) { находится ( b2, R, Sk2) }. (21)
Совершенно аналогично можно показать, решением задачи будет:
Sk2 = сдвиг( И, b2, h2, R, SH). (22)
Тогда исходная задача, сформулированная выше, в терминах исчисления последовательности операторов преобразования будет иметь следующий вид:
(Sk3) { находится ( b1, R, Sk3)
находится ( b2, R, Sk3) }? (23)
Решение этой задачи, полученное из аксиом α 1, α 2 и α 3:
Sk3 = сдвиг( И, b1, r1, r, сдвиг( И, b2, r2, r, SH)) (24) или сдвиг( И, b2, r2, r, сдвиг( И, b1, r1, r, SH)). Такой результат показывает, что проект реализует положительного. Однако в плане требований однозначности решения третья задача неразрешима при данных аксиомах α 1, α 2 и α 3, но существует множество различных путей выполнения аксиом α 1, α 2, α 3, позволяющих обеспечить единственность решения. Введем аксиому α 4, которая делает нашу задачу разрешимой в плане единственности решения:
α 4: ( ∀ х, у, s, r1, r2, r) { находится ( х1, r1, s)
⇒ находится ( х1, r1, сдвиг (И, у, r2, r1, s)) }. (25) Предлагаемая аксиома фиксирует тот факт, что положение некоторого объекта А, не тождественного у, не меняется при перемещении у. Если имеются два объекта, один из которых обрабатывается х находится в r1, а другой – у - в r2, то перемещается объект из r1; другой остается без обработки и он не движется. Аксиома α 4 утверждает, что за один переход обрабатывается и перемещается только один объект. Поясним, почему не получалось решение в исходной постановке задачи.
В начальном положении два элемента b 1 и b2, находятся соответственно в точках r1 и r2. При переходе из SH в S2 сдвигается первый элемент, а в конечном состоянии сдвинуты оба элемента. Но не существует гарантии, что в промежуточном состоянии Sk сохраняла силу аксиома α 2 и поэтому задача была неразрешимой, т.е. путь перехода из начального состояния SH в конечное Sk не был единственным.
Задача исполнителя заключается в том, чтобы выполнить соединение. Сформулируем задачу согласно методики исчисления последовательности операторов преобразования в соответствии с предикатами:
Предикаты Р : находится на (x, y, s);
находится у (x, y, s) ; (26)
находится в (x, y, s) ;
Перемещение (И, х, r1, r2, s) – ориентирование, F = (И, х, r1, r2, s), совмещение (И, х, r1, r2, s),(27)
А = {И, k, Р, G, θ , r1}. (28)
Здесь первый предикат означает, что х находится на у в состоянии S. Далее использованы обозначения: И – для исполнителя, k – для стенки нервюры, Р – для стойки, G – обозначает место установки стойки, θ – инструмент, начальное положение которого обозначим через r1.
Зададим систему аксиом. Аксиома α 1 описывает начальное условие, а именно, что инструмент и находится в r1 в состоянии SH.
Стойки, подлежащая монтажу, находятся на стеллаже исполнителя; который находится в состоянии SH. Аксиома представляет собой конъюнкцию трех предикатов:
α 1: находится на ( θ , r1, SH) находится у (И, G, SH ) находится на (Р, k, SH). (29)
Аксиома α 2 выражает свойства некоторых элементов сохранять отношения при всех состояниях, при этом можно сказать, что стойки k и инструмент и всегда находятся на столе G:
α 2 : ( ∀ S) { находится на ( k, F, S) находится на (и, G, S) }. (30)
Аксиома α 3 продолжает аксиому α 1.
α3: (∀ S, х, r1, r2) { находится на ( х, r1, S) находится у (И, G, S) находится на ( х, G, S) ⇒ находится в (х, r2, перемещение (Э, х, r1, r2, S)). (31)
Аксиома α 4 и аксиома α 5 завершают систему аксиом:
α 4: ( ∀ S) { находится у (И, G, S) находится на ( θ , G, S) находится у ( и, k, S) ⇒ находится над
(И, k, ориентация (И, θ , G, k, S)) }. (32)
α 5: ( ∀ S, х, r1, r2) { находится на (x, k, S) находится у ( И, k, S) ⇒ находится над (x, G, совмещение (И, x, k, G, S)) }. (33)
Поставим задачу следующим образом: существует ли конечное состояние Sk, в котором инструмент и совмещен со стойкой Р стенки нервюры k:
-
( ∃ Sk) находится на ( Р, и, Sk)? (34)
Решение:
Sk совмещение (И,Р, k, и ) ,ориентация
(И, и, G, k, Р) , перемещение (И, и, r1, k, SH).(35)
Следовательно, появляется план решения задачи. Исполняя эти три функции в обратном порядке, мы получаем способ совмещения инструмента и со стойкой Р стенки нервюры k следующему алгоритму: сначала инструмент и перемещается исполнителем к коробке, далее исполнитель ориентирует инструмент и относительно стойки Р, установленной на стене k, и, наконец, исполнитель совмещает инструмент и стойку в месте соединения, достигая конечного состояния Sk.
Эффективность решения логических задач в исчислении последовательности операторов преобразования достаточно высокая. Для того, чтобы эту эффективность сравнять с эффективностью выполнения операций при заданной точности, необходимо иметь управляющее устройство на самом высоком уровне, которое устанавливало бы правильное соответствие между планированием и исполнением операций. В дальнейшем этот вывод будет положен в основу создания искусственной системы управления процессами сборки узлов и агрегатов летательных аппаратов.
Тогда, прежде чем исполнять оператор, сначала проводится идентификация предиката Q, связанного с результатом действия F1. Если оператор F1 выполнен верно, исполняется оператор F2. Если получен отрицательный результат, действия по оператору F2, должны быть скорректированы и повторены и т.д. Практически значимым результатом прогноза правильных действий исполнителя должен быть алгоритм ,учитывающий влияние входов различной длины и содержания на качество процессов сборки. На рис .2 показана схема такого алгоритма.
ВЫВОДЫ
Получены вероятностно-динамические модели производственных систем, составляющие основу системы принятия решений в прикладных задачах разработки реальных проектов технологии агрегатной сборки , где число элементов собираемых узлов всегда конечно, но не определено однозначно по фактическому состоянию в динамике на множестве рабочих мест исполнителей. В соответствии с моделями представлений определяются оптимальные
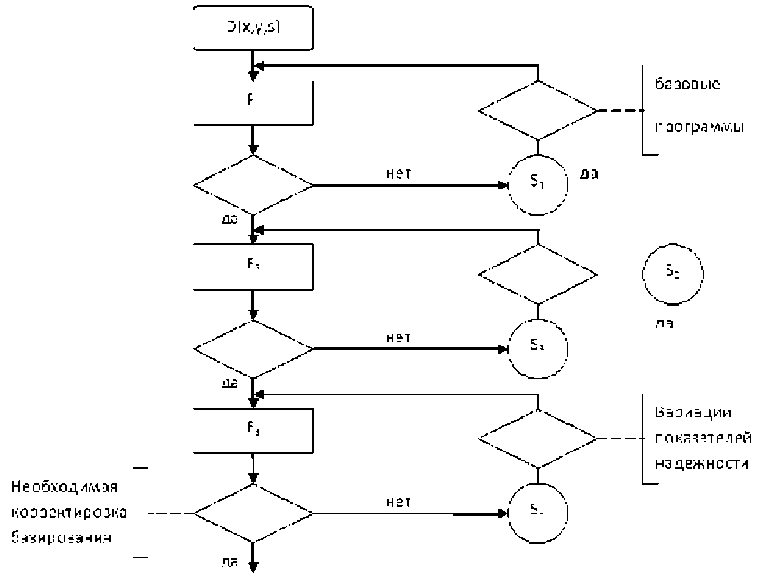
Рис. 2. Алгоритм реализации вероятностной модели процесса сборки на входах фиксированной длины как дискретной ограниченной случайной величины
мальные критерии образования новой ТС, которая изменяется вместе с пространством её представления. При развитии производственно-технологических систем все действия, нацеленные на структурообразование, приводят к проектному изменению состояний как результатов переходных процессов преобразования комплектующих, и могут быть описаны вероятностно-динамическими моделями. Системное структурообразование связывается с упорядоченной логикой деятельности исполнителей на множестве последовательностей рабочих мест. Его принципы обосновываются общей моделью сборочного пространства в виде графа как основой ТС.
-
3.
-
4.
-
5.
Список литературы Теория моделирования операционной последовательности сборки и монтажа объектов авиационного производства
- Коротнев Г.И. Топологические и тензорные методы описания производства летательных аппаратов//Полет. 2003. №4.
- Интрилигатор М. Математические методы оптимизации и экономическая теория. М.: Айрис пресс, 2002. 576 с.
- Ульянов М.В. Ресурсно эффективные компъютерные алгоритмы. Разработка и анализ. М.: Физматлит, 2008. 304 с.
- Базров Б.М. Модульная технология в машиностроении. М.: Машиностроение,2001.369 с.
- Петрушин В.Н.,Ульянов М.В. Планирование экспериментального исследования трудоемкости алгоритмов на основе бета распределения//Информационные технологии и вычислительные системы. 2008.№2. С.89-91.
