Тепломеханическое поведение формообразующей оснастки из композиционных материалов для рефлектора антенны космического аппарата

Автор: Бердникова Н.А., Белов О.А., Бабкин А.В., Белов Д.А.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4 т.17, 2016 года.
Бесплатный доступ
Изготовление изделий сложной формы из полимерных композиционных материалов (ПКМ) происходит на оснастке, геометрия которой повторяет геометрию изделия. На формообразующую оснастку выкладывают материал, затем проводят его полимеризацию при определенном давлении и температуре, которая может доходить до 200 °С. В связи с этим наиболее сложной проблемой при формовании высокоточных изделий из ПКМ является возникновение температурных деформаций в процессе полимеризации. Многие годы в производстве высокоточных изделий из ПКМ преобладали металлические гибридные оснастки. Гибридная оснастка имеет формообразующую плиту из инвара (сплав на основе никеля, имеющий КЛТР, близкий к нулю) и опорную структуру из другого металла, как правило, чугуна. Недостатками металлических оснасток являются высокая стоимость, низкий коэффициент использования материала и долговременный цикл изготовления. Следующим шагом в развитии технологических оснасток для формования высокоточных изделий из ПКМ стало создание композитных формообразующих оснасток. В производстве таких оснасток применяют стекло- и углепластики. На поверхность оснастки может быть нанесен размероточный слой керамики или гелькоута, который обеспечивает минимальную шероховатость, ремонтопригодность и увеличивает количество съемов изделий. В композитных оснастках отсутствуют недостатки металлических, однако остается ряд нерешенных задач, таких как повышение конструкционной жесткости и снижение тепловых деформаций во время цикла полимеризации. Предлагается конструкция технологической оснастки из углепластикового композиционного материала для создания рефлектора антенны космического аппарата. Главными требованиями к такой оснастке являются точность и геометрическая стабильность формообразующей поверхности. Для подтверждения правильности конструктивных решений приводится тепловой и статический анализ оснастки методом конечных элементов.
Антенна космического аппарата, композиционный материал, технологическая оснастка, тепловой анализ
Короткий адрес: https://sciup.org/148177655
IDR: 148177655 | УДК: 629.396.677
Thermo-mechanical behavior of form-building equipment from composite material for reflector of spacecraft antenna
Complex shape composite parts are made using a mould having the same shape as the part. First, the material is laid upon the mould, and then it is polymerised at certain pressure and temperature that may reach 200°C. Therefore, the most significant problem of high-precision composite parts shaping is thermal distortion occurring during polymerisation. For many years, metal hybrid moulds have prevailed in high-precision composite parts manufacturing. A hybrid mould has invar (nickel alloy whose CLTE is close to zero) shaping plate and a support structure made of some other metal of good thermal conductivity. The attachment elements between the shaping plate and support structure allow their unrestricted expansion. Disadvantage of metal moulds are high cost, low material utilisation ratio and long manufacturing cycle. The next step in evolution of moulds for high-precision composite parts was the composite mould. Glass and carbon fibres are used for these moulds. Mould surface may be covered with a layer of ceramic or gel coat of precise thickness, which will minimise roughness, improve maintainability and increase allowable number of item separations from the mould. Composite moulds are free of disadvantages typical for metal moulds, but a number of design issues still remain, such as increase of rigidity and decrease thermal deformations during cure. This paper proposes a design of carbon composite mould for satellite antenna reflector. The main requirements for this mould are precision and stability of the shaping surface. Design solutions are validated by thermal and static mechanical analyses base on finite element method.
Текст научной статьи Тепломеханическое поведение формообразующей оснастки из композиционных материалов для рефлектора антенны космического аппарата
Введение. Одной из главных тенденций развития современной техники является переход от металлов и сплавов к композиционным материалам [1]. Область применения полимерных композиционных материалов (ПКМ) с каждым годом расширяется. Отдельно стоит выделить область создания высокоточных космических конструкций, например, бортовых антенных систем. Освоение высоких диапазонов частот бортовых антенных систем влечет за собой повышение требований к геометрической точности антенны [2]. Основным элементом антенны является рефлектор. Диаграмма направленности антенны зависит от точности и размеростабильности рефлектора [3; 4].
Высокие требования к точности формы рефлектора и жесткие ограничения по массе антенны обусловливают использование конструкционного материала, имеющего предельно низкий коэффициент теплового расширения, высокие удельные характеристики прочности и жесткости, малую плотность, сопротивляемость длительным статическим и динамическим нагрузкам, возможность эксплуатации в условиях высоких и низких температур. Материалом такого класса является углепластиковый композиционный материал (УКМ) [5–9].
Изготовление углепластикового рефлектора осуществляется вакуумно-автоклавным методом формования при температуре до 190 °С. Геометрическая форма рефлектора обеспечивается формообразующей оснасткой, как металлической, так и композитной [10–13]. При этом использование композитных оснасток в производстве рефлекторов из УКМ имеет ряд преимуществ. К ним относится меньшая стоимость и время изготовления, снижение остаточных напряжений в рефлекторе, ремонтопригодность [14].
Из вышесказанного можно сделать вывод о том, что требования к формообразующей оснастке для вы- сокоточного рефлектора сводятся к двум основным аспектам. Во-первых, оснастка должна иметь жесткость, достаточную для сохранения формы в переделах заданных допусков, во-вторых оснастка должна иметь минимальные температурные деформации на протяжении цикла полимеризации. Помимо этого конструкция оснастки должна обеспечивать доступ тепловых потоков к формообразующей поверхности для осуществления равномерного прогрева рефлектора. Эти требования определили использование углепластикового композиционного материала для создания высокоточной оснастки.
Проводимые в работе исследования направлены на решение задачи поиска компромисса между жесткостью оснастки, минимальными тепловыми деформациями и обеспечением доступа тепловых потоков.
В работе предлагается конструкция и технология изготовления углепластиковой формообразующей оснастки для рефлектора Ku -диапазона диаметром 1,2 м.
Конструкция композитной формообразующей оснастки. Функциональное назначение формообразующей оснастки заключается в обеспечении заданной геометрии изделия с технологическим припуском. Также оснастка должна иметь область для установки вакуумного мешка и других технологических вспомогательных элементов. Исходя их этого, конструкция оснастки содержит формообразующую поверхность с припуском, которая переходит в плоскую часть (рис. 1). Жесткость конструкции придают отбортовка и ребро жесткости, установленное на прямой части вдоль линии, эквидистантной границе перехода параболической части в прямолинейную.
Все конструктивные элементы, перечисленные выше, изготавливаются из композиционного материала на основе углеродного волокна. Это могут быть как однонаправленные ленты, так и ткань.
В качестве опорной структуры предлагается использовать набор ребер. Ребра собираются между собой через пазы. Каждое ребро имеет уникальную форму, определяемую зоной установки ребра. На рис. 2 показаны три типа ребра. В собранном виде ребра образуют ячеистую структуру с треугольной ячейкой (рис. 3). Предположительно, в ячейках оснастки будут формироваться завихрения тепловых потоков и обеспечиваться прогрев оснастки с тыльной стороны. Здесь необходимо помнить, что оснастку нельзя устанавливать на плоскость, чтобы не перекрывать доступ воздушных потоков внутрь реберной структуры.
Тепломеханический анализ. Для проверки цикла производства и эксплуатации проведено конечноэлементное моделирование оснастки.
Механический анализ оснастки проводился с помощью конечно-элементного решателя NX Nastran. В модели использовалось 8050 элементов типа Laminate [15]. Граничные условия представлены ограничением по 3–6 степеням свободы. Отметим, что ось Z оснастки соответствует направлению действия силы тяжести.
Определение высоты ребра жесткости происходило на модели оснастки без ребер. Высота ребра подбиралась, исходя из величины первого тона собственных колебаний формообразующей поверхности (рис. 4).
Как видно из графика, ребро жесткости увеличивает собственную частоту колебаний формообразующей поверхности почти в 2 раза. При этом увеличение или уменьшение ребра относительно 70 мм приводит к ухудшению результатов.
Анализ тепловых деформаций проведен в Abaqus. К формообразующей оболочке без ребер была приложена нагрузка в виде температуры 120 °С. Как видно из рис. 5, тепловые деформации оболочки не превышают 80 мкм.
После этого с тыльной стороны оболочки была установлена реберная структура на жесткий контакт. Высота самой низкой части ребра составляет 300 мм. Картина деформаций формообразующей поверхности оснастки под собственным весом представлена на рис. 6. Максимальный прогиб оболочки не превышает 3 · 10–7 м. Увеличение неконструктивной массы формообразующей оболочки на 100 кг увеличивает максимальный прогиб до 1 · 10–6 м.
При эксплуатации оснастки возможно увеличенное давление формования (до 6 атм) и установка дополнительного технологического оборудования.
В случае нагрева оснастки до 120 °С наблюдается сильное искажение формы, как показано на рис. 7.
Искажение геометрии происходит в связи с большим КЛТР материала оснастки и ребер перпендикулярно направлению укладки слоев. Ребра начинают «расталкивать» друг друга, что приводит к искажению формообразующей поверхности оснастки.
Таким образом, для обеспечения жесткости опорная реберная структура должна иметь механический контакт с формообразующей частью, но не должна быть жестко скреплена с ней, в связи с большими тепловыми деформациями. Такое соединение может быть обеспечено путем склеивания деталей силиконовым клеем-герметиком.
Технология изготовления композитной формообразующей оснастки. Оснастка изготавливается следующим образом. На рабочую поверхность мас-тер-модели (рис. 8) выкладывают слои углеродного материала с учетом углов ориентации в количестве, необходимом для конструкции формообразующей поверхности оснастки. Затем осуществляют пропитку армирующего наполнителя связующим и проводят предварительное отверждение (рис. 9).
Следует отметить, что пропитка может быть осуществлена любыми методами, такими, например, как ручная выкладка и пропитка, получение препрега для дальнейшего вакуумного формования.
На полученную формообразующую поверхность устанавливают ребро жесткости из слоев углеродных волокон в виде ткани, однонаправленной ленты и т. д., выложенных с заданными углами ориентации, и матрицу, форма которой повторяет профиль ребра жесткости. Матрица не только задает форму ребру жесткости, но и позволяет лучше пропрессовать материал. Затем осуществляют пропитку и предварительное отверждение.
Далее, не демонтируя формообразующую поверхность с ребром жесткости с мастер-модели, устанавливают реберную структуру и закрепляют через силиконовый клей-герметик (рис. 10).
Опорная структура выполняет функцию поддерживания формообразующей поверхности и может быть выполнена из других материалов, таких как металл, стеклопластик и т. д.
После снятия оснастки с мастер-модели проводят окончательное отверждение и механическую обработку (рис. 11).
Окончательной стадией изготовления оснастки был её обмер на контрольно-измерительном оборудовании (рис. 12). Среднеквадратичное отклонение рабочей поверхности оснастки составляет 15 мкм, что соответствует требованиям, предъявляемым к высокоточному технологическому оснащению.
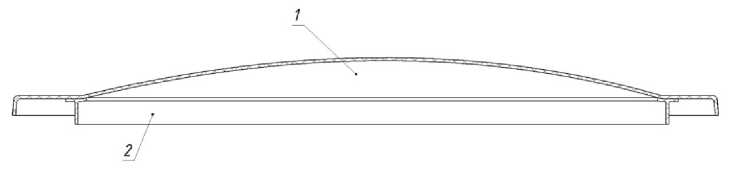
Рис. 1. Формообразующая часть оснастки:
1 – формообразующая оболочка со вспомогательной поверхностью и отбортовкой; 2 – ребро жесткости
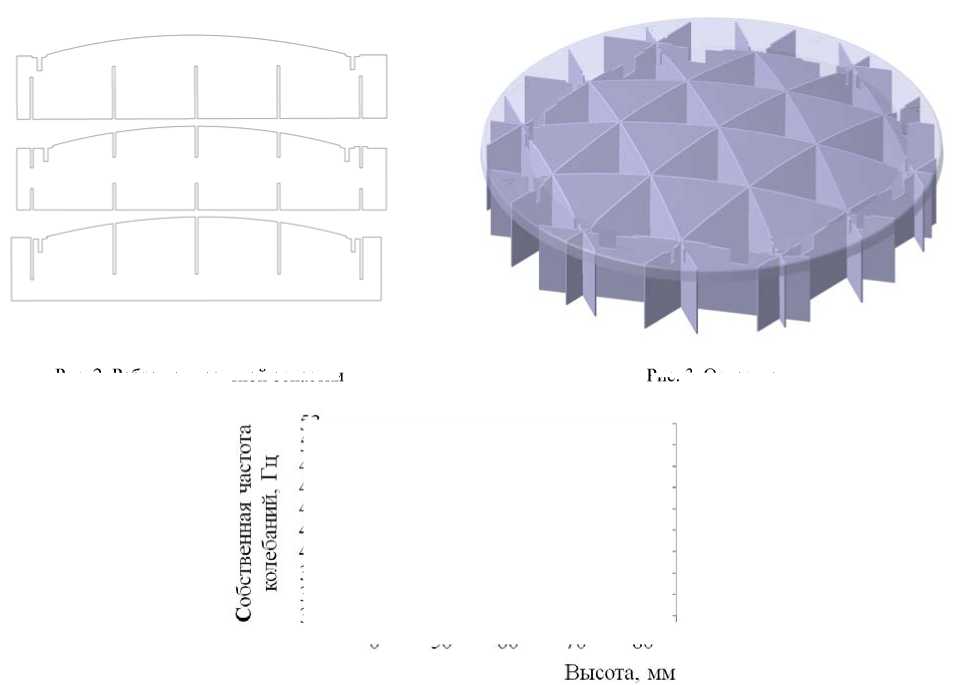
Рис. 4. Зависимость величины собственной частоты колебаний формообразующей оболочки от высоты ребра жесткости
Рис. 2. Ребра композитной оснастки
Рис. 3. Оснастка
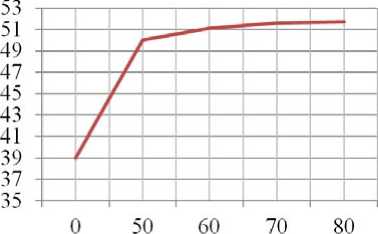
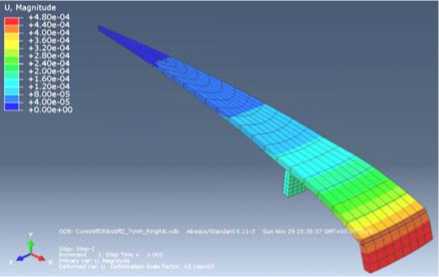
Рис. 5. Картина тепловых деформаций
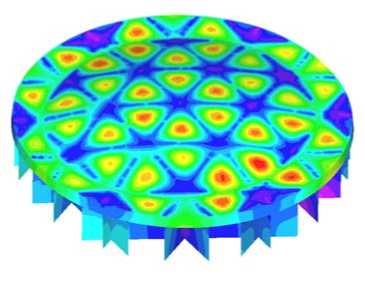
Рис. 6. Картина деформаций оснастки под собственным весом
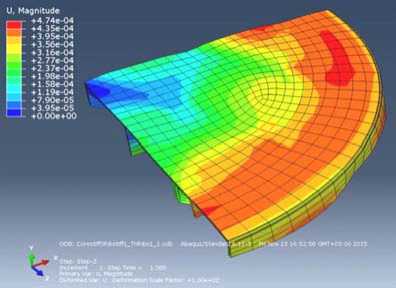
Рис. 7. Картина деформаций оснастки с приформованной реберной структурой

Рис. 8. Мастер-модель

Рис. 9. Тыльная сторона формообразующей поверхности оснастки после пропитки смолой и предварительного отверждения

Рис. 10. Оснастка на мастер-модели

Рис. 11. Оснастка после механической обработки
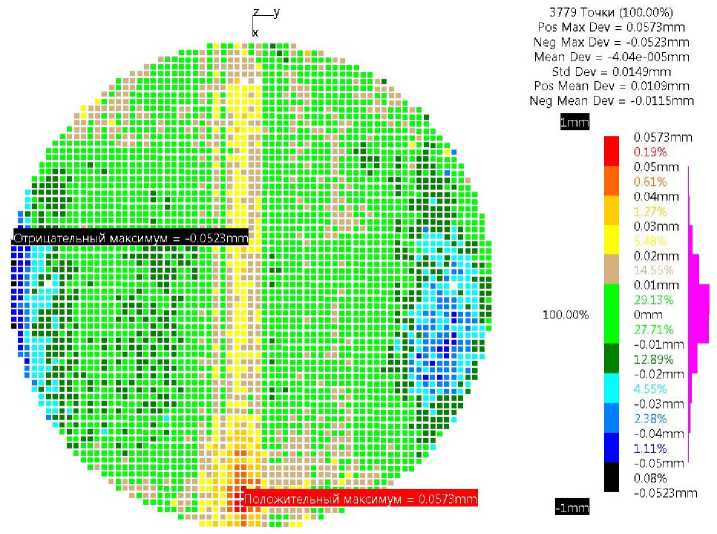
Рис. 12. Отклонения рабочей поверхности оснастки от теоретического параболоида
Заключение. В результате исследований предложена конструкция и технология изготовления высокоточной композитной формообразующей оснастки из углепластика. Оснастка имеет параболическую поверхность, переходящую в плоскость, которая заканчивается отбортовкой. Плоская часть оснастки несет в себе две функции. Она используется, во-первых, для установки технологического оборудования при изготовлении рефлектора, а во-вторых, для размещения ребра жесткости, что позволяет значительно увеличить жесткость рабочей поверхности. Отсутствие на рабочей поверхности конструктивных элементов, жестко связанных с ней, позволяет свести к минимуму тепловые деформации при сохранении высокой жесткости. Использование в качестве материала оснастки углепластика позволяет наиболее эффективно решить проблему остаточных напряжений в изделии из УКМ за счет одинакового механизма возникновения и релаксации внутренних напряжений при воздействии теплового поля во время цикла полимеризации.
Аcknowledgements. This work was financially supported by the Ministry of Education and Science of the Russian Federation under a contract № 02.G25.31.0114 as the part of an integrated project for the Government resolution № 218 (cipher 2014-218-05-8228).
Список литературы Тепломеханическое поведение формообразующей оснастки из композиционных материалов для рефлектора антенны космического аппарата
- Каблов Е. Н. Стратегические направления развития материалов и технологий их переработки на период до 2030 года//Авиационные материалы и технологии. 2012. № S. C. 7-17.
- Проектирование крупногабаритного высокоточного рефлектора антенны космического аппарата с контурной диаграммой направленности/Н. А. Бердникова //Вестник СибГАУ. 2016. Т. 17, № 2. C. 378-387.
- Бахрах Л. Д., Галимов Г. К. Зеркальные сканирующие антенны. Теория и методы расчета. М.: Наука. 1981. С. 15-30.
- Imbriale William A., Gao Steven, Boccia Luigi. Space Antenna Handbook. United Kingdom: John Wiley & Sons Ltd., 2012. P. 9; 81-83; 114.
- Elie Nicolas, Lacombe Alain, Baril Stéphane. Ultra-light reflectors: a high-performance and industrial concept for commercial telecom antennas//EADS 28th ESA Workshop. Paris. P. 3-6.
- Lang Michael, Baier Horst, Ernst Thomas. High precision thin shell reflectors -design concept, structural optimization and shape adjustment techniques. Germany, Institute for Light Weigh Structures. P. 5.
- Гардымов Г. П., Мешков Е. В. Композиционные материалы в ракетно-космическом аппаратостроении. СПб.: СпецЛит. 1999. C. 10-18.
- Wessel James K. Handbook of advanced materials: enabling new designs. A John Wiley & Sons, Inc., Publication, 2004. P. 105-211.
- Молодцов Г. А., Биткин В. Е. Формостабильные и интеллектуальные конструкции из композиционных материалов. М.: Машиностроение. 2000. С. 90-120.
- Пат. 2090364 Российская Федерация, МПК6 B 29 C 43/20, B 29 C 33/40. Оснастка для формования изделий из полимерного композиционного материала/Обухова Н. С., Дряпочко Ю. В., Добрецова И. Н. № 94015583/25; заявл. 27.04.1994. 5 с.
- Пат. 2456157 Российская Федерация, МПК6 В 29 С 33/00. Способ изготовления полимерной оснастки по моделям/Жуков А. В., Мушенко В. Д. № 2011111371/05; заявл. 16.03.2011, Бюл. № 20. 12 с.
- Пат. 2480335 Российская Федерация, МПК6 В 29 С 70/44. Способ изготовления волокнистых композитов вакуумной инфузией и устройство для осуществления способа/Громашев А. Г., Гайданский А. И., Третьяков А. В., Ульянов А. В. № 2012104191/05; заявл. 07.02.2012, Бюл. № 12. 18 с.
- Пат. RU 2576303 Российская Федерация, МПК6 В 29 С 33/02. Оснастка для формования изделий из полимерных композиционных материалов и способ ее изготовления/Бабкин А. В., Эрдни-Горяев Э. М., Яблокова М. Ю., Кепман А. В., Авдеев В. В. № 2014152632/05; заявл. 25.12.2014, Бюл. № 6. 12 с.
- Малюгин А. С., Смирнов М. М. Разработка крупногабаритной неметаллической оснастки для формования деталей на основе полиуретанов и гибридных пластиков//Труды МАИ. 2010. № 38. C. 22-23.
- Рудаков К. Н. Femap 10.2.0. Геометрическое и конечно-элементное моделирование конструкций. Киев: КПИ. 2011. С. 150-380.
