Термическая обработка отливок из белого износостойкого чугуна

Автор: Мирзаев Джалал Аминулович, Корягин Юрий Дмитриевич, Куликов Андрей Анатольевич, Созыкина Анна Сергеевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 2 т.13, 2013 года.
Бесплатный доступ
Исследован высокохромистый чугун, применяемый для изготовления литых износостойких изделий. Установлены оптимальные температурно-временные параметры термической обработки отливок, обеспечивающие высокую износостойкость при сохранении достаточной вязкости.
Хромистый чугун, температура аустенитизации, твердость, закалка, изотермическая выдержка, ударная вязкость
Короткий адрес: https://sciup.org/147156819
IDR: 147156819 | УДК: 669.131.2’24
Heat treatment of castings from white wear-resistant cast iron
A high-chromium cast iron used for making wear-resistant parts is investigated. Optimum time-temperature parameters of heat treatment of castings are established that provide high wear resistance combined with sufficient toughness.
Текст научной статьи Термическая обработка отливок из белого износостойкого чугуна
На предприятии ООО «Технология-М» (г. Челябинск) начато внедрение в производство отливок из хромистого чугуна, предназначенных для футеровки помольного оборудования. Выплавка данного сплава была произведена в индукционной печи ИСТ-0,4. Плавка велась в штатном режиме на шпинельной футеровке, в качестве шихтовых материалов использовались: лом стали Ст3, феррохром ФХ-800, ферромолибден ФМо-60, ферромарганец ФМн-95 и ферросилиций ФС-65. Химический состав исследованного сплава приведен в табл. 1. Химический анализ был проведен с помощью атомно-эмиссионного спектрометра ДФС-500. Обращает на себя внимание высокая концентрация молибдена, который вводят с целью увеличения прокаливаемости и, возможно, вязкости [1].
Цель исследования заключалась в разработке экономичного режима термической обработки отливок, позволяющего получить для изделия высокую износостойкость при сохранении достаточной вязкости. Необходимо было также определить тип закалочной среды, в том числе и возможность воздушной закалки, после которой остаточные напряжения окажутся минимальными. Важным также является вопрос об отпуске закаленного чугуна, обеспечивающего достаточную пластичность.
Материал и методика исследования.
Стержни 0 20 мм были отлиты совместно с блоками футеровки мельниц из чугуна, химический состав которого показан в табл. 1. Одновременно с отливками футеровок, выполненным методом литья по газифицируемым моделям, были отлиты цилиндрические образцы диаметром 20 мм для исследования твердости, а также квадратные образцы сечением 20 x 20 мм и длиной 60 мм для оценки ударной вязкости. Измерения ударной вязкости (энергии разрушения) были проведены с помощью копра МК-30.
Цилиндрические отливки были разрезаны на образцы высотой 25 мм. Обе плоскости оснований были отшлифованы для сохранения параллельности. Измерения твердости были проведены на приборе ТР-5014 по методу Роквелла. Опыты по термической обработке проводили в нагревательных печах ПКЛ-1,2-12 и ПКЛ-1,2-36, снабженных термоконтроллерами.
Образцы укладывали на подставку – плиту из жаропрочной стали, а сверху покрывали графитовым тиглем для предотвращения обезуглероживания и окисления.
Полученные результаты позволили предложить несколько режимов термической обработки литья из данного сплава.
Результаты исследования и их обсуждение
Прежде всего отметим, что отливки используются для мельниц, с помощью которых происходит помол сырья, содержащего высокий процент SiO2, который имеет значительную истирающую способность.
Хорошо известно [1, 2], что твердость сплава в значительной мере определяет износостойкость деталей, во всяком случае, при работе без чрезмерно высокой ударной нагрузки. Поэтому было проведено исследование зависимости твердости от температуры закалки после аустенитизации исходных литых образцов в течение 15 и 60 мин. Отсчет длительности проводился через 15 мин после посадки образцов и закрывающего их сверху графитового тигля. Графики зависимости твердости от температуры и продолжительности нагрева показаны на рис. 1.
Кривые имеют максимумы твердости примерно при одной температуре – 950 °С. Рост твердости до максимума с повышением температуры аустенитизации обусловлен увеличением концентрации углерода в аустените, а после закалки – и в мартенсите.
Таблица 1
Химический состав изученного чугуна
|
Содержание элементов, мас. % |
||||||||
|
C |
Si |
Mn |
Cr |
Ni |
Cu |
Mo |
P |
S |
|
1,38 |
0,44 |
0,85 |
13,0 |
0,034 |
0,14 |
1,01 |
0,023 |
0,019 |
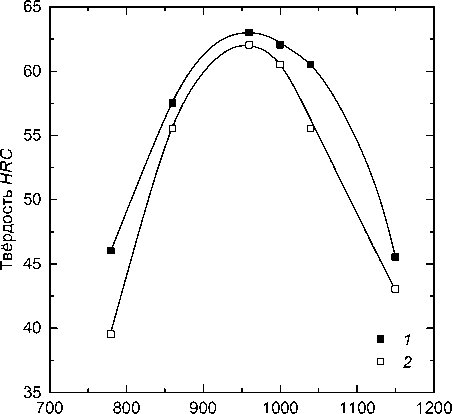
Температура аустенитизации, °C
Рис. 1. Влияние температуры закалки на твердость сплава: 1 – после аустенитизации 60 мин, 2 – после аустенитизации 15 мин
Последующее понижение твердости правее максимума связано с увеличением количества остаточного аустенита из-за чрезмерного обогащения его углеродом при повышенных температурах аустенитизации [2, 3]. Отметим, что штамповая сталь Х12М [3, 4] имеет состав почти такой же, как и исследуемый чугун, за исключением молибдена (0,5 % Мо в Х12М и почти 1 % в исследуемом сплаве). Однако для стали Х12М температура закалки на максимальную твердость составляет 1020 °С, тогда как в исследованном сплаве – 950 °С. Такое заметное различие в значительной степени вызвано повышенным содержанием мо- либдена, который, концентрируясь в основном в твердом растворе, снижает мартенситную точку, а поэтому появление остаточного аустенита в литых образцах будет происходить при более низких содержаниях в γ-фазе углерода и хрома.
Как следует из кинетических диаграмм распада аустенита сталей Х12 и Х12М [4, 5], минимальный инкубационный период распада переохлажденного аустенита соответствует температуре 680–700 °С. Поэтому для количественной оценки критической скорости охлаждения γ-фазы были проведены эксперименты, в которых образцы после нагрева до 900 °С и выдержки 1 ч, были последовательно перенесены на 680 °С и выдержаны различное время (до 64 мин). После выдержки каждого образца его охлаждали в воде. Зависимость твердости от длительности выдержки показана на рис. 2.
Снижение твердости обусловлено распадом аустенита на феррито-карбидную смесь. Грубо можно считать, что при выдержке до 30 мин распад аустенита был несущественен. Отсюда критическую скорость закалки можно оценить в 5 °С/мин. Оказалось, что при столь низкой критической скорости закалки твердость исходных литых образцов составляет всего 35,6 HRC несмотря на относительно малый диаметр образцов и высокое содержание молибдена. Это дает основание предполагать, что в литом состоянии сплав содержит большое количество аустенита, сохранившегося в отливках вследствие подавления реакции выделения карбидов из γ-фазы в ходе охлаждения. При нагреве под закалку этот аустенит может сохраниться почти в неизменном виде и структурно присоединиться к аустениту, возникающему выше 820 °С из кристаллов мартенсита и карбидов, образовавшихся в ходе охлаждения. В таком случае
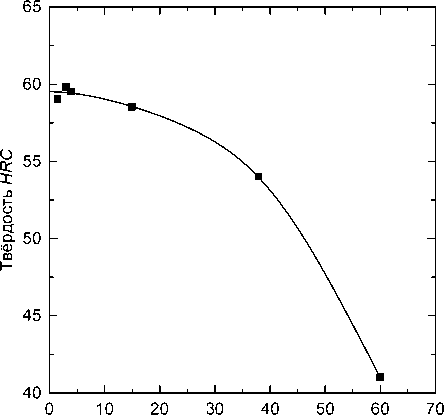
Длительность выдержки при 680 °C, мин
Рис. 2. Влияние длительности изотермической выдержки при 680 °С на твердость образцов после их переноса от 900 °С (выдержка 1 ч) на 680 °С и охлаждения в воде
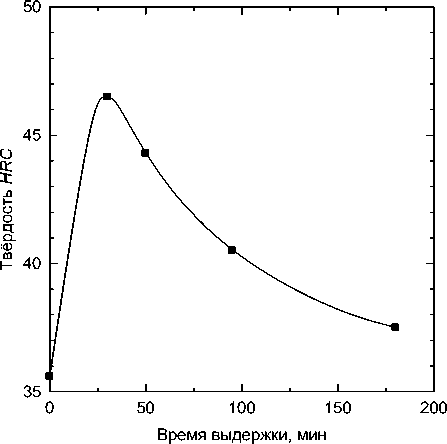
Рис. 3. Влияние длительности выдержки при 700 °С на твердость чугуна
при аустенитизации структурной перекристаллизации не будет, то есть зерно γ-фазы останется таким же, как и в литом состоянии, что может отрицательно повлиять на вязкость чугуна. Чтобы проверить это предположение, литые образцы были нагреты до 700 °С, выдержаны, а затем охлаждены в воде. Влияние длительности выдержки на твердость сплава показано на рис. 3.
Начальное увеличение твердости несомненно обусловлено вторичной закалкой. Дальнейшее снижение твердости обусловлено в том числе отпуском мартенсита при охлаждении литых заготовок. Следовательно, литые образцы действительно содержат большое количество остаточного аустенита.
Теперь становится понятным характер зависимости твердости от температуры закалки. Когда исходной литой структурой в основном является мартенсит, в ходе нагрева для аустенитизации происходит сначала отпуск мартенсита, а при достижении области γ+ К2 происходит α → γ-превра-щение и растворение карбидов в аустените до ус- тановления равновесия перед закалкой. В этом варианте максимум твердости по нашим расчетам действительно будет находиться в районе 1030 °С. В том же случае, когда из-за быстрого охлаждения расплава либо высокого содержания молибдена или марганца в литом состоянии сохраняется много остаточного аустенита, он при аустенитизации нагревается фактически без распада и только вблизи температуры закалки происходит не растворение, а наоборот, выделение карбидных частиц из аустенита. По мнению авторов, твердость сплава определяется двумя факторами: концентрацией углерода в аустените (мартенсите) и наличием дисперсных частиц карбидов. В этой ситуации максимум твердости будет смещен в область более низких температур (950 °С), где коагуляция карбидов происходит медленно.
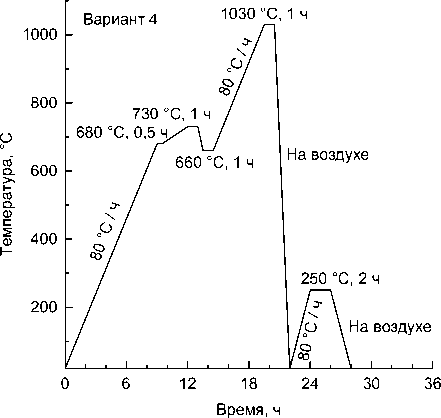
Установление характера превращений в исследованном сплаве позволило предложить и опробовать несколько вариантов обработки, предоставленных на рис. 4.
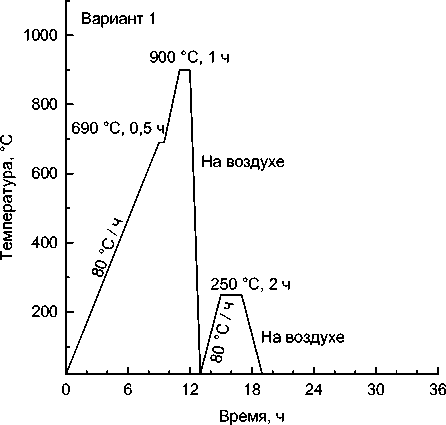
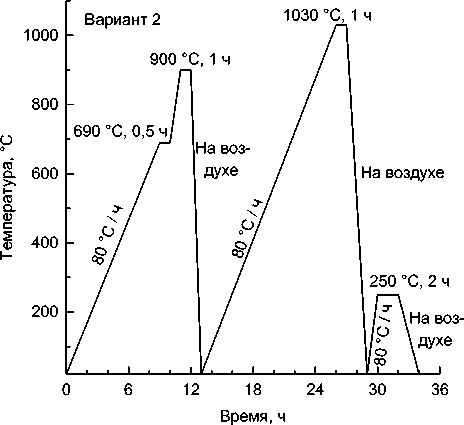
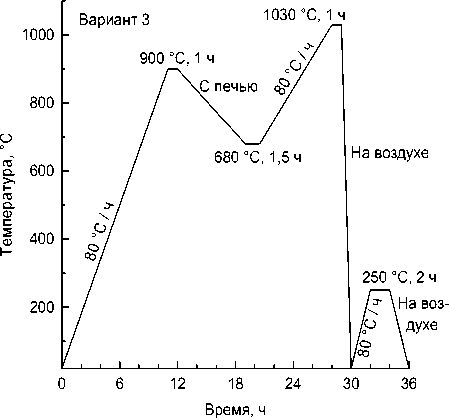
Рис. 4. Варианты термической обработки отливок из хромистого чугуна
Сопоставление твердости и энергии разрушения образцов, термообработанных по вышеописанным режимам
|
Варианты термической обработки |
Твердость HRC |
Ударная вязкость, Дж/см2 |
|
Литое состояние |
39 |
3,6 |
|
Режим 1 |
53 |
0,9 |
|
Режим 2 |
57 |
5,1 |
|
Режим 3 |
56,6 |
4,9 |
|
Режим 4 |
56,5 |
5,3 |
В первом варианте предполагается закалка на максимальную твердость (см. рис. 1). Однако структурной перекристаллизации в этом режиме ожидать нельзя. Судя по данным [4], для стали Х12М низкотемпературный отпуск в интервале 150–400 °С приводит к непрерывному повышению ударной вязкости. Однако отпуск выше 250 °С создает чрезмерное (ниже 60 HRC) понижение твердости. Поэтому во всех предлагаемых вариантах окончательной операцией является отпуск при 250 °С.
Второй вариант отличается от первого тем, что после аустенитизации на 900 °С проводится закалка на воздухе, сопровождающаяся γ→α-превра-щением, и повторная аустенитизация, в ходе которой происходит перекристаллизация, и окончательная закалка на воздухе от 1030 °С.
В третьем варианте также проводится нагрев на 900 °С, но перекристаллизация проходит после охлаждения γ-фазы до 680 °С и выдержки 1,5 ч. При дальнейшем нагреве до 1030 °С происходит образование γ-фазы из α-фазы и карбидов, возникших при выдержке при 680 °С. Окончательная закалка проводится от 1030 °С на воздухе.
В четвертом варианте вместо изотермического отжига на 680 °С проводится колебательный отжиг: 680 °С → 730 °С → 660 °С, с последующей закалкой от 1030 °С и отпуском.
В табл. 2 представлены результаты измерения твердости и энергии разрушения образцов, обработанных по описанным выше режимам термической обработки.
К сожалению, как позднее выяснилось, фактическая температура в использованной для обработки по режиму 3 печи составляла не 680, а 645 °С, поэтому в ходе отжига твердость не изменилась, так как распад аустенита не происходил. Ударная вязкость оказалась почти такой же, как после режима 1. Повторное проведение термической обработки точно по режиму 3 привело к увеличению ударной вязкости до 4,9 Дж/см2. Вследствие прохождения перекристаллизации аустенита режимы 2, 3 и 4 дают приблизительно одинаковые ударную вязкость и твердость. Но по затратам времени, а значит, тепловой энергии, режимы 3 и 4 являются более экономичными, и именно их можно рекомендовать для термической обработки литых изделий.
Выводы
-
1. Литая структура из за высокого содержания молибдена в сплаве и быстрого охлаждения отливок и образцов оказалась преимущественно аустенитной. Ее нагрев в область стабильного аустенита (+ карбиды К 2 ) не сопровождается перекристаллизацией. Поэтому простая закалка от 900 °С или 1030 °С не является эффективной для повышения ударной вязкости операцией термообработки.
-
2. Проведение структурной перекристаллизации перед окончательной закалкой данного сплава позволяет значительно повысить его ударную вязкость.
-
3. Обеспечить перекристаллизацию аустенита можно двумя способами:
-
а) предварительной закалкой на мартенсит с последующей аустенитизацией;
-
б) распадом γ-фазы при выдержке в температурном интервале 680–720 °С, где расположен «нос» С-образной диаграммы превращения аустенита в карбидно-перлитную структуру.
Список литературы Термическая обработка отливок из белого износостойкого чугуна
- Цыпин, И.И. Белые износостойкие чугуны: Структура и свойства/И.И. Цыпин. -М.: Металлургия, 1983. -176 с.
- Металловедение, физика и механика применительно к процессу обработки графитированных материалов. Структура и износостойкость инструментов/А.Н. Емелюшин, Д.А. Мирзаев, Н.М. Мирзаева и др. -Магнитогорск: Изд-во МГТУ, 2002. -200 с.
- Геллер, Ю.А. Инструментальные стали/Ю.А. Геллер. -М.: Металлургия, 1968. -С. 287-292.
- Артингер, И. Инструментальные стали и их термическая обработка: справ./И. Артингер. -М.: Металлургия, 1982. -312 с.
- Tsypin I.I. Belye iznosostoykie chuguny: Struktura i svoystva [White Wear-Resistant Cast Irons: Structure and Properties]. Moscow, Metallurgiya, 1983. 176 p.
- Emelyushin A.N., Mirzaev D.A., Mirzaeva N.M., Petrochenko E.V., Koptseva N.V. Metallovedenie, fizika i mekhanika primenitel'no k protsessu obrabotki grafitirovannykh materialov. Struktura i iznosostoykost' instru-mentov [Metal Science, Physics and Mechanics Applied to the Process of Working of Graphitized Materials. Structure and Wear Resistance of Tools]. Magnitogorsk, MGTU Publ., 2002. 200 p.
- Geller Yu.A. Instrumental'nye stali [Tool Steels]. Moscow, Metallurgiya, 1968. 568 p.
- Artinger I. Szerszâmacélok és hokezelésü. Budapest, Müszaki Könyvkiado, 1978. 271 p. (Russ. ed.: Artin-ger I. Instrumental'nye stali i ikh termicheskaya obrabotka [Tool Steels and Their Heat Treatment]. Moscow, Metallurgiya, 1982. 312 p.)
