Термопластическое упрочнение (ТПУ) крупногабаритных деталей
 крупногабаритных деталей")
Автор: Круцило Виталий Григорьевич, Ситкина Лариса Петровна, Разумова Ирина Николаевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.20, 2018 года.
Бесплатный доступ
В настоящей статье описана область применения метода термопластического упрочнения (ТПУ), как альтернативного методам поверхностного пластического деформирования (ППД). Приведены недостатки уже существующих и внедренных в производство установок для термопластического упрочнения с использованием нагрева природным газом, который используется для бытовых и производственных нужд. Поставлена задача разработки принципиально новой установки с элементами автоматизации и более стабильного процесса упрочнения за счет использования электронагрева. Разработанная установка с ТПУ с электронагревом предназначена для локального упрочнения крупногабаритных деталей типа дисков турбин газотурбинных двигателей (ГТД), а также других деталей, например венцов крупногабаритных зубчатых колес. Подробно описаны составные части установки и весь технологический цикл упрочнения. Приведены преимущества установки для термопластического упрочнения по сравнению с существующими методами и реализованными установками на производстве
Термопластическое упрочнение, диски, установка
Короткий адрес: https://sciup.org/148314022
IDR: 148314022 | УДК: 621.892
Hardening thermoplastic (TPU) large parts
This article describes applications of the method of thermoplastic hardening (TPU), as alternative methods of surface plastic deformation (PPD). Given the shortcomings of existing and introduced into production plants for thermoplast-IC hardening using heat-natural gas, which is used for domestic and industrial needs. Tasked with developing a radically new installation with elements of more automation and a more or less stable process of hardening through the use of electric heating. The developed device with a TPU case with electrical heating for local hardening of large-sized parts such as turbine disks of gas turbine engines (GTES) and other parts such as crowns large gear wheels. Described in detail the components of the installation and the whole process cycle of hardening. Advantages of the installation for thermoplastic hardening are compared with existing methods and realized installations in the production
Текст научной статьи Термопластическое упрочнение (ТПУ) крупногабаритных деталей
Проблемами упрочнения крупногабаритных деталей, какими являются диски газотурбинных двигателей, а также крупногабаритные шестерни и другие ответственные большеразмерные детали различных установок, в первую очередь являются их размеры [1, 3, 9].
Упрочнять одновременно целиком всю крупногабаритную деталь нецелесообразно, так как это резко удорожает соответствующую крупногабаритную установку для упрочнения. Наиболее экономичным в этом случае является локальное упрочнение. Однако при локальном упрочнении возникают свои специфические проблемы.
В первую очередь это возникновение переходных зон на границах упрочняемых участков. В этих зонах происходит повторное упрочнение при технологических параметрах, отличающихся от параметров основного участка упрочнения. Это требует как теоретического обоснования параметров упрочнения в переходных зонах, так и экспериментальных исследований практической реализации процесса упрочнения.
Для упрочнения ответственных деталей различных установок существует множество мето-
Круцило Виталий Григорьевич, кандидат технических наук, доцент кафедры «Автоматизированные станочные и инструментальные системы».
Ситкина Лариса Петровна, старший преподаватель.
Разумова Ирина Николаевна, ассистент.
дов [2-11]. В данной работе показано преимущество метода термопластического упрочнения (ТПУ) по сравнению с традиционными методами методами поверхностно-пластического деформирования.
Метод ТПУ предназначен для использования в области тепловой обработки, а именно для поверхностной упрочняющей обработки деталей [4-7], заключающейся в нагреве детали до температуры начала термопластических деформаций с последующим резким (спрейерным) охлаждением. Метод ТПУ может найти свое применение для упрочняющей обработки деталей из жаропрочных и жаростойких сплавов и сталей, работающих в условиях повышенных температур и знакопеременных нагрузок.
ТПУ является достаточно новым и эффективным методом упрочнения ответственных деталей сложных агрегатов, заменяющий методы поверхностного пластического деформирования (ППД), и в частности ППД с использованием ультразвуковых колебаний.
ТПУ деталей ГТД достаточно широко используется в авиационной и газоперекачивающей отрасли. Существуют установки с использованием нагрева природным газом, который перекачивается для производственных и бытовых нужд.
Недостатками этой установки являются: нестабильность процесса нагрева, сложность в настройке и управлении, повышенные требования безопасности, вредные производственные факторы, невозможность автоматизации работы, низкая производительность. В связи с этим возникает необходимость использовать более совершенные методы нагрева, в частности электронагрев [2].
ОБСУЖДЕНИЯ И РЕЗУЛЬТАТЫ
Метод ТПУ с использованием электронагрева позволяет повысить повысить усталостную прочность и долговечность за счет обеспечения стабильности параметров процесса нагрева и, как следствие, равномерности формирования сжимающих остаточных напряжений заданного уровня в поверхностном слое деталей.
В настоящее время разработана установка для термопластического упрочнения пазов газотурбинных дисков с использованием электронагрева.
На рисунке 1 показана конструкция установки, где: 1-спрейер, 2-гидроаккумулятор, 3-печь, 4-емкость гидравлическая, 5-шкаф управления, 6-компьютер, 7-редуктор, 8- датчик температуры воды, 9-манометр, 10-клапан избыточного давления, 11, 17-клапан соленоидный, 12-датчик давления, 13-клапан обратный, 14-насо-сный агрегат, 15-фильтр сетчатый, 16-сигнализатор уровня жидкости, 18-кожух, 19-датчик бесконтактный, 20-электродвигатель, 21-пирометр, 22-заслонка.
Установка показанная на рис.1 позволяет производить локальное упрочнение крупногабаритных деталей с высоким качеством. Сам процесс упрочнения полностью автоматизирован. Преимуществом данной установки является то, что процесс термопластического упрочнения может осуществляться без снятия диска с ротора, то есть без дорогостоящего монтажа.
Процесс ТПУ является экологически чистым в отличии от газового нагрева.
Электронагрев является более приспособленным для регулирования и автоматизации процесса.
Установка имеет две основные системы: систему нагрева и систему спрейерного охлаждения. Контролируемыми параметрами являются: давление воды, температура нагрева упрочняемой детали, время охлаждения, температура охлаждающей жидкости.
На рисунке 2 показано расположение пазов газотурбинного диска в зоне упрочнения печи и циклограмма поворота диска во время процесса упрочнения.
Были проведены сравнительные исследования остаточных напряжений и усталостной прочности на образцах, вырезанных из детали, неупрочнен-ных и упрочненных методами ТПУ и ППД.
Результаты этих исследований приведены на рис. 3 и 4. На неупрочненных образцах остаточные напряжения равны 0.
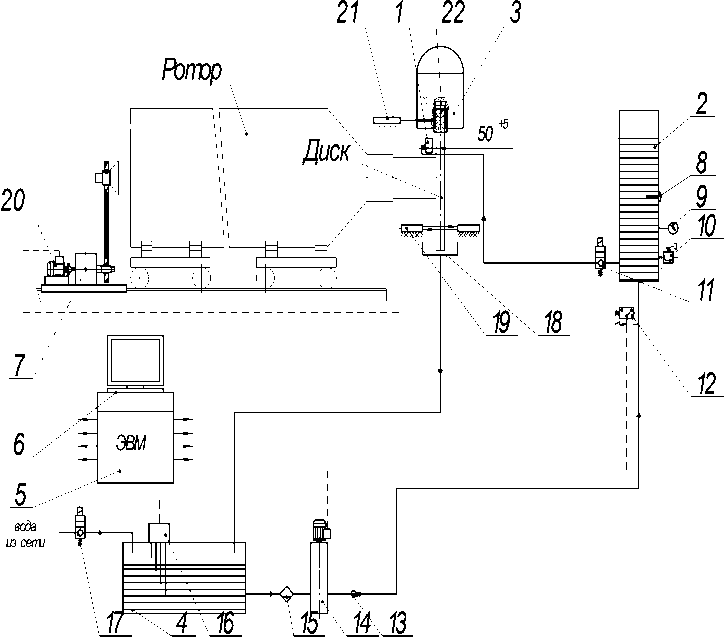
Рис. 1. Установка для термопластического упрочнения пазов газотурбинных дисков
Зона упрочнена (9 Зубьев )
87 8586
83 120
88 89
Оектор 1
Ожтзр 10 \
11 12
120 16
Ожтзр 2
_ Диск турбины
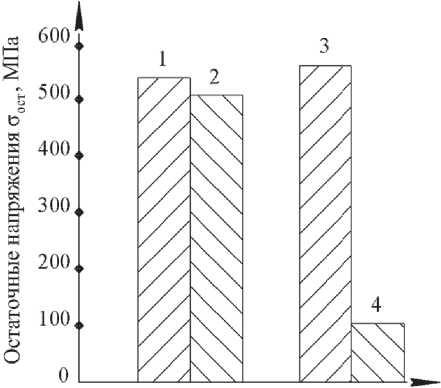
Рис. 3. Остаточные напряжения на образцах: 1 – после упрочнения ТПУ; 2 – упрочненные ТПУ после наработки; 3 – после упрочнения ППД;
4 – упрочненные ППД после нарабоки
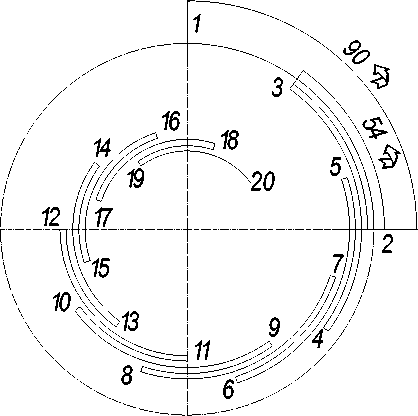
Рис. 2. Процесс термопластического упрочнения
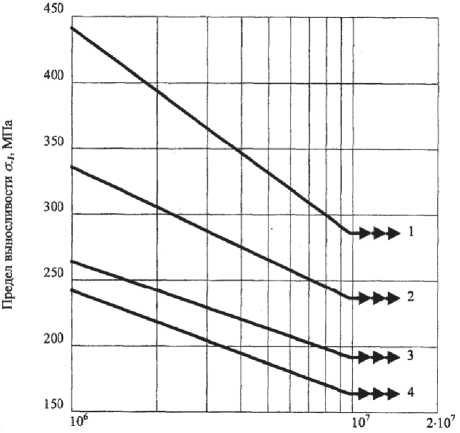
Рис. 4. Пределы выносливости образцов:
1 – упрочненные ТПУ; 2 – упрочненные ППД;
3 – без упрочнения со стабилизирующим отпуском;
4 – без упрочнения и стабилизирующего отпуска
В процессе эксплуатации дисков под воздействием температуры происходит релаксация полезных сжимающих остаточных напряжений, которые являются причиной повышения усталостной прочности. Были проведены повторные исследования образцов после наработки 6 тыс. часов. Исследования показали, что остаточные напряжения образцов, упрочненных ТПУ практически не релаксируют, а упрочненных ППД снижаются до нуля. Соответственно у образцов упрочненных ППД снижаются показатели усталостной прочности.
ВЫВОДЫ
-
1. Метод термопластического упрочнения (ТПУ) является более эффективным по сравнению с методом ППД.
-
2. Метод ТПУ экологически чистый.
-
3. Метод ТПУ позволяет автоматизировать
процесс упрочнения с использованием микропроцессорного управления (ПК).
Список литературы Термопластическое упрочнение (ТПУ) крупногабаритных деталей
- Круцило В.Г. Никишов О.В. Повышение долговечности газотурбинных дисков // Вестник Самарского Государственного аэрокосмического университета им. академика С.П. Королева 2011. № 3(27) С. 317-323.
- Круцило В.Г. О связи износа и повреждения лопаток турбин газоперекачивающих агрегатов с усталостной прочностью // Известия Самарского научного центра Российской академии наук. 2011.Т.13. № 4(3). С 1083-1084.
- Патент №116858, от 23.01.2012 г. Круцило В.Г., Никишов О.В., Кротинов Н.Б. «Установка для термопластического упрочнения пазов газотурбинных дисков».
- Патент №2351660 Российская Федерация. МПК C21D8/00, C21D1/10, C22F1/10. Способ термопластического упрочнения деталей и установка для его осуществления / Круцило В.Г.; заявитель и патентообладатель Круцило Виталий Григорьевич.-№ 2006106015/02, заявл. 26.02.2006; опубл. 10.04.2009 Бюл. № 10
- Проектирование новой конструкции камеры охлаждения для установки термопластического упрочнения и экспериментальные сравнения эффективности упрочнения образцов из сплава ХН77ТЮР в кольцевом спреере и в новой конструкции камеры охлаждения / В.Г. Круцило, Н.Б. Кротинов, А.В. Карпов, О.В. Никишов // Упрочняющие технологии покрытия. 2011. № 5. С. 44-47.
