Термостатирование непрерывнолитого слитка в МНЛЗ для обеспечения прямой прокатки

Автор: Демиденко Людмила Леонтьевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургическая теплотехника и теплоэнергетика
Статья в выпуске: 2 т.18, 2018 года.
Бесплатный доступ
Описывается математическое моделирование температурного поля непрерывнолитого слитка с зоной теплоизолирования в двумерном пространственном представлении для обеспечения прямой прокатки. В настоящее время режимы охлаждения и затвердевания непрерывнолитого слитка не обеспечивают равномерного распределения температур по его сечению, перепад между поверхностью и центром на выходе из машины непрерывного литья заготовок (МНЛЗ) при различных скоростях вытягивания может составлять до 500 °С. Для сохранения теплоты расплава и обеспечения равномерного распределения температур по сечению слитка, в зоне воздушного охлаждения МНЛЗ предлагается использовать теплоизолирование вместо охлаждения на воздухе, что позволит уменьшить (или исключить) промежуточный нагрев слитка в нагревательных печах перед прокаткой. Описывается математическая модель охлаждения непрерывнолитого слитка с учетом выделения теплоты кристаллизации в двухфазной зоне и выравнивания температуры по его сечению. Численная реализация модели осуществлялась методом расщепления по координатам на языке программирования C++. Адекватность модели проверялась по сходимости расчетных и экспериментальных данных. Для оценки выравнивания температуры по его сечению в зоне теплоизолирования проводился численный эксперимент, в результате которого было получено температурное поле непрерывнолитого слитка по длине МНЛЗ при скоростях разливки 0,6-1,4 м/мин. Определена эффективность выравнивания температур по сечению слитка при применении зоны теплоизолирования в сравнении с охлаждением на воздухе. По результатам моделирования установлено, что теплосодержание слитка за счет использования теплоты жидкой фазы увеличивается на ~ 30 %, что позволяет применить прямую прокатку.
Прямая прокатка, математическое моделирование, непрерывнолитой слиток, теплосодержание, термостатирование, теплоизолирование
Короткий адрес: https://sciup.org/147157128
IDR: 147157128 | УДК: 621.746.6 | DOI: 10.14529/met180212
Thermostating of a continuous-cast ingot in a continuous casting machine to provide direct rolling
The paper describes mathematical modeling of the temperature field of a continuously cast cast ingot with a zone of thermal insulation in a two-dimensional spatial representation to ensure direct rolling. Currently, the cooling and solidification modes of a continuous cast ingot do not ensure an even distribution of temperatures across its cross-section, the difference between the surface and the center at the exit from the caster at different drawing speeds can be up to 500 °С. In order to maintain the heat of the melt and to ensure an even distribution of temperatures over the ingot section, it is proposed to use thermal insulation instead of air cooling in the air-cooled zone of the continuous casting machine, which will reduce (or eliminate) the intermediate heating of the ingot in heating furnaces before rolling. A mathematical model of the cooling of a continuously cast ingot is described, taking into account the evolution of the heat of crystallization in a two-phase zone and the equalization of the temperature along its cross section. The numerical realization of the model was carried out by the method of splitting by coordinates in the programming language C++. The adequacy of the model was verified by the convergence of the calculated and experimental data. To estimate the temperature equalization by its cross-section, a numerical experiment was conducted in the thermal insulation zone, as a result of which a temperature field of a continuously cast ingot along the length of the continuous casting machine was obtained at casting speeds of 0.6 to 1.4 m/min. The efficiency of temperature equalization over the section of the ingot was determined when using the heat insulation zone in comparison with air cooling. Based on the simulation results, it is established that the heat content of the ingot due to the use of the heat of the liquid phase is increased by ~ 30%, which makes it possible to apply direct rolling.
Текст научной статьи Термостатирование непрерывнолитого слитка в МНЛЗ для обеспечения прямой прокатки
В связи с тем, что в черной металлургии большое значение придается снижению потребления энергии, процесс прямой прокатки, предусматривающий подачу горячих непрерывнолитых заготовок непосредственно на прокатный стан, имеет перспективное направление развития [1–9].
Основной предпосылкой для применения этого процесса является сохранение теплосодержания непрерывнолитого слитка для последующей прокатки. При сохранении теплоты жидкой сердцевины слитка возможно уменьшить (или исключить) промежуточный нагрев в нагревательных печах и непосредственно передавать слитки на прокатный стан.
Высокотемпературные режимы литья слябов на установке непрерывной разливки стали (УНРС), позволяющие применить прямую прокатку, описаны авторами [10–13].
Реализация схемы «непрерывная разливка – прямая прокатка» предлагается с полным или частичным подогревом углов и граней слитка [14, 15]; с помощью автоматизированного управления линией «машина непрерывного литья заготовок (МНЛЗ) – прокатный стан» [16, 17]; применением защитных шлаковых смесей с высокой температурой плавления; ускоренной транспортировкой слитков [10, 13, 16] и т. п.
В настоящее время режимы охлаждения и затвердевания непрерывнолитого слитка не обеспечивают равномерного распределения температур по его сечению, перепад между поверхностью и центром на выходе из МНЛЗ при различных скоростях вытягивания составляет от 250 до 500 °С [18–22].
Для сохранения теплоты расплава и обеспечения равномерного распределения температур по сечению слитка в конце МНЛЗ предлагается использовать теплоизолирование [23] вместо его охлаждения в зоне воздушного охлаждения.
Для математического моделирования температурного поля непрерывнолитого слитка решалось уравнение теплопроводности в двумерном пространственном представлении с учетом выделения внутренних источников теплоты qv в интервале температур солидус– ликвидус [23, 24]:
<д T A
Р э ( T ) C э ( T )| — I = div (Х э ( Т ) gradT ) + q v .
V дт у
Принималось, что выделение теплоты плавления происходит по линейному закону в соответствии с правилом рычага [19]. Скрытая теплота кристаллизации определялась как величина относительного количества твердой фазы ф :
С т – теплоемкость твердого металла; Т л
температура ликвидуса; Т с солидуса.
–
–
температура
Величина эффективной теплопроводности рассматривалась как [19]:
ГХ ж ,при T > T л ;
(T И
Х т +Х ж
Т _Т
V ^с 1 л
при T с < T < T;
X т, при Tс < T , где X ж - теплопроводность жидкого металла; Х т - теплопроводность твердого металла.
Запишем величину эффективной плотности металла [25]:
Рэ ( TM
Р т + Р ж + 1
Т -Т т
V л с хл
при Т с < T < T л ; Р т,при T < Tс,
q кр A
-
т
Т с у
( T - T с ) ,
x
Ф =----- ,
У расп
где x – объем выделившейся из расплава твердой фазы; V расп – объем всего расплава.
Величина плотности внутреннего источника теплоты в этом случае рассчитывалась как
(дфА qv = qкрр1 3 I ,
V дт J
где qкр – скрытая теплота кристаллизации, кДж/кг; — - скорость затвердевания сплава.
В соответствии с [19, 20] эффективная те плоемкость Сэ зависит от температуры слитка
и задается в виде системы:
' C ж,п ри T > т л;
Сэ ( T Н
C т +
(г т + '-'ж
Т — Т
V л с
q кр
т
л
-
\
т
Т с У
( T - T c ) ,
при T c < T < Т л; C т,при T < Т с ,
где С ж – теплоемкость жидкого металла;
где р ж - плотность жидкого металла; р т -плотность твердого металла.
Начальные условия состоят в задании для начального момента времени т = т 0 распределения температур T ( x , у , т 0 ) .
Граничные условия отображают условия теплового взаимодействия между окружающей средой и поверхностью слитка для каждой определенной в модели зоны [25]. В зоне теплоизолирования для анализа распределения теплоты составлен тепловой баланс.
Решение уравнения теплопроводности теплоизолирующего устройства осуществлялось численными методами расщепления по координатам (дробных шагов) [26], аналогичными тем, которые использовались при решении уравнения теплопроводности для слитка [25]. Реализация алгоритма осуществлялась на языке программирования C++. Адекватность модели проверялась по сходимости расчетных и экспериментальных значений температуры поверхности слитка с помощью критериев Фишера, Стьюдента и непараметрического критерия Манна – Уитни [24, 25].
В результате проведенного численного эксперимента было получено температурное поле непрерывнолитого слитка прямоугольного сечения 250 x 1100^2350 мм по длине МНЛЗ при скоростях разливки 0,6–1,4 м/мин.
На рис. 1 пок аз ан график и зоте рм с оли д у с а для ра зли чн ых с к о рос тей ра зли в к и п о д ли н е МНЛЗ c и спол ьзов а н и е м те п л оизол иров а н и я в зоне воздушного охлаждения.

Рис. 1. Изотермы солидуса по длине МНЛЗ в зависимости от скоростей вытягивания слитка
В секциях зоны водо- во зду ш ного охла жд ен и я и н т е н с ив н о с ть теп лоо тд а чи ре г у ли ро в а ла с ь из м енением р асх о да во ды с по м о щью перекл юч ающей ф ункции. К р итер ием вы бо р а коэффициента а из ди апаз он а 1 0 0-650 Вт/(м2К) было п о лн ое за тв е р д е в а ни е с ли тка п е ред е г о по р ез о м на м ер ны е дл ины и о беспеч ение сре днем ассо во й т ем пер атур ы не ниж е 1 2 0 0 °С.
Длина зоны теплоизолирования принималась 17 м [27].
По результатам моделирования можно сделать вывод о том, что при использовании зоны теплоизолирования затвердевание слитка происходит при скоростях до 1,3 м/мин. При более высоких скоростях вытягивания для полного затвердевания слитка перед порезкой необходимо увеличить интенсивность охлаждения в зоне вторичного охлаждения (ЗВО).
После зоны водо-воздушного охлаждения происходит либо охлаждение слитка на воздухе, либо его теплоизолирование. Для сравнения перепадов температур между поверхностью широкой грани и центром слитка при его охлаждении на воздухе 8во с выравнива- нием температур при теплоизолировании 8т введем симплекс отношения степеней выравнивания температур в5:
Ps=^.
5 8 во
Учитывая, что начальная разность температур A 1 0 после ЗВО одинакова, то
Р5_^т-
5 5 во
A t (т)
A t 0(т) _ A t ( т )
A t (во) A t ( во )
A t 0(во)
.
На рис. 2 приведен коэффициент в 5 , который характеризует эффективность выравнивания температур по сечению слитка при применении зоны теплоизолирования.
Длины зон водо-воздушного охлаждения и теплоизолирования (охлаждения на воздухе) выбирались постоянными для всех скоростей. По результатам моделирования можно сде-
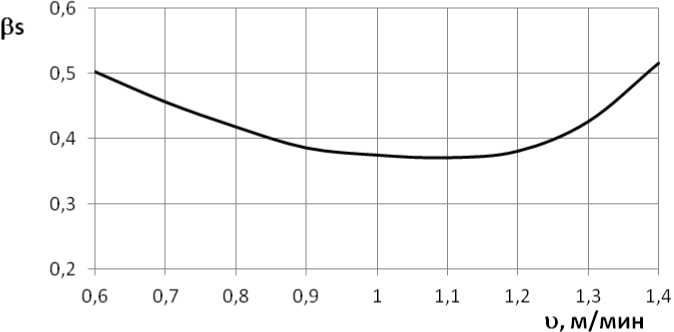
Рис. 2. Зависимость β s от скорости вытягивания слитка
Отношение степеней выравнивания температур угла
|
Скорость вытягивания, м/мин |
Δ t (во) при в озд. охлажд., °С |
Δ t (т) при теплоизолир., °С |
Отношение степеней выравнивания температур, β у |
|
0,6 |
295 |
194 |
0,657 |
|
0,7 |
331 |
198 |
0,598 |
|
0,8 |
366 |
200 |
0,546 |
|
0,9 |
408 |
216 |
0,529 |
|
1,0 |
432 |
218 |
0,505 |
|
1,1 |
475 |
238 |
0,501 |
|
1,2 |
514 |
267 |
0,519 |
|
1,3 |
551 |
293 |
0,532 |
|
1,4 |
593 |
335 |
0,565 |
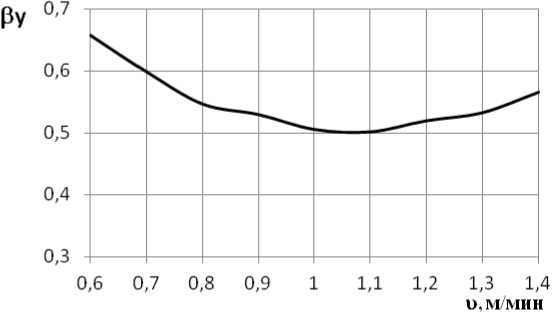
Рис. 3. Зависимость βу от скоростей разливки
лать вывод о том, ч т о п р и п ри ме н е н и и те п ло и золи ров а н и я п рои с ход ит уме н ьше н и е ра зн о сти т ем п ера тур ме ж ду п ов е рхн ос тью ш и рок ой г р ани и цент р о м сл ит ка по ср авнению с о х лаждением его на воздухе на 100 – 220 °С. Сред н ем ас с ов а я т е мп е ра ту ра в за в и с и мос ти от скорости разливки повышае т ся н а 160–260 °С.
Увеличение β s при с к оростя х в ытяги вания слитка 1,2–1,4 м / м ин связа н о с тем , что в рем ени д ля в ы ра в н и вани я тем п е ратур по се ч е н ию сли тк а в зон е т еп л оизол иров а н и я не дос та точн о и те мп е ра ту рн ый п е ре п а д п о е г о сечению увеличивается.
По аналогии введем β у – отн ош е ни е с те п е н и в ы ра вн ив а ни я темп ера т у р ме жду ц е нтром и у г лом сли тк а п ри е го ох ла жд е н и и н а воз ду хе к вы р авниван ию пр и т еп л о и з о л ир о ван ии.
Р ез у льтаты с ра в н е н и я п е ре п а дов те мпе р а тур и отн ош е н и я с теп е н е й в ыра в н и в а н и я температур угла β у пред с тав ле н ы в та б ли це и на рис. 3.
Выводы
В результате моделирования охлаждения непрерывнолитого слитка с использованием теплоизолирования получены следующие результаты: среднемассовая температура слитка увеличивается на 160–200 °С, температура центра на 100–170 °С; температура поверхности широкой грани на 270–310 °С, температура узкой грани на 225–270 °С, температура угла на 250–350 °С. Таким образом, теплосодержание слитка за счет использования теплоты жидкой фазы увеличивается на ~ 30 %, что позволяет применить прямую прокатку. Полученные расчетные значения степени выравнивания температуры по сечению слитка при воздушном охлаждении к выравниванию температур при теплоизолировании для широкой грани составляют β s ~ 0,6–0,7, по углу – β у ~ 0,5–0,6 при скоростях вытягивания 0,6–1,2 м/мин.
Список литературы Термостатирование непрерывнолитого слитка в МНЛЗ для обеспечения прямой прокатки
- Advanced CC-DR Process Goes Operation at Yawata Works//Nippon Steel News, 1988, no. 206, p. 1.
- Susumu N., Michigasi H., Keiji A. Technologies of Continuous Casting -Direct Rolling//Fucher Hittenprax, Metall, 1985, vol. 23, no. 4, pp. 302-306, 308-316.
- Direct Rolling Process at Nippon Steel k.k.//33 Metal Producing, 1988, vol. 26, no. 4, p. 15.
- Iso Hei-Ichiro, Narita Susumu, Honda Michiyasu, Isogami Katsuyuki. Progress on CC-DR Process (Direct Linked Process of Continuous Casting and Rolling Mill) at Sakai Works//5th Ins. Iron and Steel Congr.: Proc. 69th Steelmak. Conf. Vol. 69: Washington Meet. Apr. 6-9, 1986. Warrendale, Pa, 1986, pp. 449-456.
- Fujisawa Fujio, Inaba Azumi, Nakasgawa Hajime, Yamamoto Zensaku. Direct Linked Steelmaking -Rolling Process at the Oita Works//Iron and steel Eng., 1985, vol. 62, no. 4, pp. 27-31.
- Kase M., Matsuzuka K., Takahashi H., Oba H., Hirata O. Continuous Casting -Direct Rolling Technology at Nippon Steel's Sakai Works//Steel Times, 1985, vol. 213, no. 6, pp. 268-276.
- Okuda Haruji, Sorimachi Kenichi, Fujimura Toshio, Imai Takuo. Hot Charging of Continuously Cast Steel at Mizushima Works//70th Steelmak. Conf. Proc. Vol. 70: Pittsburgh Meet., Marth 29 -Apr. 1, 1987. Warrendale, Pa, 1987, pp. 281-283.
- Labee Charles J. 100% Continuous Casting Capability at Great Lakes//Iron and steel Eng., 1988, vol. 65, no. 3, pp. 60-61.
- Пат. 2038913 Российская Федерация, МКИ 56 0 В 22 Д 11/2. Способ совмещения непрерывной разливки и деформации металлов и устройство для его осуществления/Буркин С.П., Логинов Ю.Н., Коршунов Е.А. № 50626671/02; заявл. 22.09.1992; опубл. 09.07.1995. Бюл. № 19.
- Naonori Moritama, Mayumi Okimori, Eiji Ikezaki, Katsuyuki Isogami. Production Techniques of High Temperature CC Slabs for Remote Direct Rolling//Tetsu-to-Hagane, J. Iron and Steel, Inst., Jap., 1988, vol. 74, iss. 7, pp. 1227-1234 DOI: 10.2355/tetsutohagane1955.74.7_1227
- Sudita Kimiyoshi, Oi Junnehi. Maintenance of Temperature in Hot Strip Mill under Continuous Casting -Direct Rolling Process//Nippon Steel, 1984, no. 23, pp. 85-89.
- Yoshida Katsuma, Kimura Tomohiko, Watanabe Tadao, Akai Yoshihiro. Improvement of Continuous Casting Technology for Direct Charging Process at Kastima No. 3 Caster//70th Steelmak. Conf. Proc. Vol. 70: Pittsburgh Meet., Marth 29 -Apr. 1, 1987. Warrendale, Pa, 1987, pp. 231-235.
- Ginzburg Vladimir B, Drigani Fausto, Danieli and C. Officine Heccaniche SpA. Method of Controlling a Time Period between Continuously Cast Slabs Entering a Rolling Stand. Patent USA no. 5396695, 14.03.1995.
- Georges Philippe G. Inducteur et dispositif de rechauffage inductif de rives d'un produit metallurgique. Institut de Recherches de la Siderurgie Francaise.
- The Furnace for Heating the Slab in the Process Chain Continuous Casting Direct Continuous Rolling//Denki seyko, Elec. Furnace Steel, 1987, vol. 58, no. 2, pp. 147-150.
- Akira Kugumiya, Fizit Yoshihira, Matsushita Yasufiro. Continuous Casting Control Technologies to Support the CC-DR Process//Nippon Steel, 1984, vol. 23, 9H06.
- Codur Yves. Principles and Result of Utilization of a Robotized Eddy Current Testing System in Continuous Casting Process//70th Steel-mak. Conf. Proc. Vol. 70. Pittsburgh Meet., Marth 29 -Apr. 1, 1987. Warrendale, Pa, 1987, pp. 433-435.
- Самойлович Ю.А. Микрокомпьютер в решении задач кристаллизации слитка. М.: Металлургия, 1988. 182 с.
- Емельянов В.А. Тепловая работа машин непрерывного литья заготовок: учеб. пособие для вузов. М.: Металлургия, 1988. 143 с.
- Мирсалимов В.М., Емельянов В.А. Напряженное состояние и качество непрерывного слитка. М.: Металлургия, 1990. 151 с.
- Самойлович Ю.А. и др. Стальной слиток. Т. 2: Затвердевание и охлаждение. Минск: Беларуская навука, 2000. 637 с
- Zhang Yin, Cao Liguo, He Youduo, Li Shigi, Shen Yishen. Flow and Temperature Fields in Slab Continuous Casting Molds//J. Univ. Sci. and Technol. Beijing. 2000, vol. 7, no. 2, pp. 103-106.
- Demidenko L.L. Simulation of the Cooling Process of the Continuously Cast Bar with Heat Insulation// International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), 2017, pp. 1-5 DOI: 10.1109/ICIEAM.2017.8076481
- Салганик В.М., Демиденко Л.Л. Моделирование температурного поля при непрерывном литье стальных слитков с угловыми скосами//Производство проката. 2012. № 5. С. 22-26.
- Demidenko L.L. Simulation of Power Efficient Cooling Technology for Continuously Cast Bars//Solid State Phenomena, 2017, vol. 265, pp. 1086-1091 DOI: 10.4028/www.scientific.net/SSP.265.1086
- Турчак Л.И. Основы численных методов: учеб. пособие. М.: Наука, 1987. 320 с.
- Девятов Д.Х., Демиденко Л.Л. Оптимальные параметры зоны тепловой обработки непрерывнолитого слитка в МНЛЗ//Изв. вузов. Черная металлургия. 1995. № 2. С. 62-64.
