Триботехнические исследования дисперсных сред

Автор: В.В. Пятов, А.Н. Голубев, А.К. Матвеев
Журнал: Материалы и технологии @mat-tech
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 (15), 2025 года.
Бесплатный доступ
Целью работы является разработка методик исследования триботехнических характеристик дисперсных сред, необходимых для проектирования формующего оборудования и инструмента. Статья со- держит исторический обзор развития трибологии дисперсных сред, приведены ссылки на первоисточники основных идей. Кратко освещен вклад советских и белорусских исследователей, в том числе ученых наше- го университета. Разработана и запатентована конструкция специализированного трибометра, проведены триботехнические исследования пластифицированных и чистых порошков. Показано, что для необратимо сжимаемых материалов закон Кулона-Амонтона непригоден. Предложен нелинейный закон трения, осно- ванный на трех инвариантных к напряжениям триботехнических характеристиках. Показано, как с помощью трибометра можно измерять эти коэффициенты, приведены результаты таких исследований для ряда уплотняемых дисперсных сред. Разработанные методики исследования триботехнических характеристик дисперсных сред неоднократно использовались при реальном проектировании формующего оборудования и инструмента и могут быть рекомендованы к практическому применению.
Трение, коэффициент трения, трибология, триботехника, дисперсная среда, порошок, пластификатор
Короткий адрес: https://sciup.org/142245431
IDR: 142245431 | УДК: 621.762 | DOI: 10.24412/2617-149X-2025-1-9-21
Tribological Studies of Dispersed Media
The aim of the work is to develop methods for studying tribological characteristics of dispersed media required for designing molding equipment and tools. The article contains a historical review of the development of tribological studies of dispersed media, and provides links to the original sources of the main ideas. The contribution of Soviet-period researchers and Belarusian researchers, including scientists from Vitebsk State Technological University, is briefly described. The design of a specialized tribometer is developed and patented, tribological studies of plasticized and pure powders are performed. It is shown that the Coulomb-Amonton law is unsuitable for irreversibly compressible materials. A nonlinear law of friction based on three stress-invariant tribological characteristics has been proposed. The article describes how these coefficients can be measured using a tribometer. The results of such studies for a number of compacted dispersed media are presented. The developed methods for studying tribological characteristics of dispersed media have been repeatedly used in the actual design of molding equipment and tools and can be recommended for practical application.
Текст научной статьи Триботехнические исследования дисперсных сред
Проектирование формующего оборудования и инструмента в порошковой металлургии и смежных областях требует знания некоторых физических и технологических характеристик уплотняемой дис- персной среды. Перед проведением конструкторских расчетов необходимо измерить коэффициенты внешнего и внутреннего трения, коэффициент бокового давления и исследовать уплотняемость формуемого материала.
Целью работы является разработка методик исследования триботехнических характеристик дисперсных сред, необходимых для проектирования формующего оборудования и инструмента. Для достижения поставленной цели необходимо решить следующие задачи:
-
1. С помощью изучения и анализа научно-технической литературы провести обзор развития трибологии дисперсных сред.
-
2. На основе нелинейного закона трения разработать методики определения коэффициента бокового давления, коэффициентов внешнего и внутреннего трения.
-
3. С использованием разработанных методик экспериментально определить триботехнические характеристики для ряда уплотняемых дисперсных сред.
ОСНОВНАЯ ЧАСТЬ
Дисперсная среда состоит из мелких частиц, перемещающихся при ее деформировании не только по отношению к формующему инструменту, но и по отношению друг к другу. Из-за этого энергия, затраченная на деформацию, рассеивается как снаружи, так и внутри материала, причем вторая составляющая может значительно превосходить первую. Примерами дисперсных сред могут служить металлические и керамические порошки, гранулированные материалы, измельченные полимерные отходы.
Под триботехническими характеристиками понимают коэффициенты, используемые при описании процессов, связанных с трением. К ним относят коэффициент сцепления, коэффициенты внутреннего и внешнего трения (скольжения и покоя), а также коэффициенты, используемые в нелинейных законах трения.
Рассчитать теоретически коэффициенты трения порошкового материала довольно сложно. Связано это с сильной их зависимостью от удельного давления. Для коэффициента внешнего трения получено [1‒2] расчетное соотношение
μ = (τ0 ξ) / p + β + tgθ, (1)
где τ0 ‒ прочность на срез молекулярных связей; p ‒ удельное давление прессования; ξ ‒ относительная площадь контактов порошка с поверхностью; β ‒ коэффициент, отражающий увеличение прочности молекулярных связей с ростом давления; θ ‒ параметр, характеризующий геометрические особенности поверхности трения.
Расчеты, произведенные по этой формуле, хорошо совпали с экспериментальными результатами [3].
Триботехнические характеристики порошков обычно измеряют на трибометрах с цилиндрическим пуансоном [4]. Порошок сжимают в прессформе, один из пуансонов которой может вращаться. Измеряя вращающий момент, необходимый для начала поворота пуансона, вычисляют коэффициенты внешнего и внутреннего трения.
Недостатком трибометра с цилиндрическим пуансоном является неравномерность распределения скоростей скольжения в радиальном направлении. При вычислении коэффициентов трения проводят интегрирование по радиусу пуансона, что ведет к усреднению скоростей скольжения. Такой прием дает методическую погрешность измерения, особенно заметную при исследовании трения покоя, когда скорость вращения очень мала.
Частично избавиться от этого недостатка можно с помощью кольцевого трибометра. В нем рабочая зона представляет собой кольцо, что позволяет исключить влияние центральной части пуансона. Неравномерность скоростей значительно уменьшается [5‒6]. Коэффициенты сцепления, требующие измерений при очень малых скоростях и давлениях, удобнее исследовать на приборе с параллельными пластинами, одна из которых подвижна [7].
Как известно, дисперсный материал передает приложенное к нему давление в разных направлениях по-разному. Количественно это явление характеризует коэффициент бокового давления. Он широко используется в технических расчетах на прочность и износостойкость формующего инструмента. Коэффициент бокового давления растет с увеличением плотности прессовки, но для разных материалов по-разному: чем пластичнее металл, тем в большей степени его величина связана с давлением прессования [8].
Попытки вычислить коэффициент бокового давления, исходя из физических свойств материала и технологических параметров процесса уплотнения, представляют чисто теоретический интерес, так как сводят проблему измерения одного параметра к ряду других [9].
Триботехнические свойства зависят не только от состава, но и от структуры материала. Структура дисперсной среды зависит от размера и формы ее частиц, а также от добавок, вводимых в порошок для улучшения его технологических свойств. Стандартные методики исследования применимы лишь для спеченных материалов, и то с некоторыми оговорками. Разработаны также нестандартные устройства и методики исследования свойств спеченных материалов, учитывающие некоторые особенности таких тел [10].
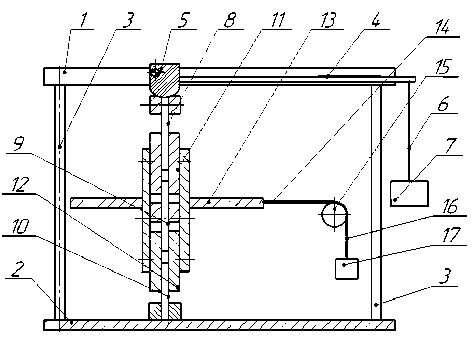
Для измерения триботехнических характеристик дисперсных сред был изготовлен прибор, устройство которого основано на изобретении [11] и изображено на рисунке 1.
-
1 ‒ верхняя плита; 2 ‒ нижняя плита; 3 ‒ стойка;
4 ‒ рычаг; 5 ‒ боек; 6 ‒ подвеска; 7 ‒ гири;
8 ‒ верхний пуансон; 9 ‒ средний пуансон;
10 ‒ нижний пуансон; 11 ‒ верхняя матрица;
12 ‒ нижняя матрица; 13 ‒ диск; 14 ‒ тросик;
15 ‒ блок; 16 ‒ подвеска; 17 ‒ грузы
1 – upper plate; 2 – lower plate; 3 – strut; 4 – lever;
5 – plunger; 6 – hanging link; 7 – weights;
-
8 – upper punch; 9 – middle punch; 10 – lower punch;
11 – upper die; 12 – lower die; 13 – disk;
14 – pulley cable; 15 – pulley; 16 – hanging link;
17 – weights
Рисунок 1 ‒ Схема трибометраFigure 1 – Schematic view of tribometer
Трибометр предназначен для измерения коэффициентов внутреннего и внешнего трения дисперсных сред, а также исследования зависимости этих коэффициентов от напряженно-деформированного состояния в материале [12‒13].
Прибор содержит станину, механизм нагружения, измерительный узел и механизм вращения подвижных деталей. Станина состоит из верхней 1 и нижней 2 плит, соединенных между собой стойками 3. На верхней плите закреплен механизм нагружения, а на нижней ‒ установлен измерительный узел.
Механизм нагружения выполнен в виде рычага 4, на котором шарнирно закреплен боек 5, передающий усилие на измерительный узел своей сферической опорной поверхностью. Усилие к рычагу прикладывается с помощью подвески 6 с гирями 7. Передаточное отношение рычага может изменяться в пределах от 1:50 до 1:10 с интервалом 1/50 (то есть можно выбрать одно из пяти передаточных отношений: 1:50, 1:25, 3:50, 2:25 и 1:10). Для этого предусмотрена возможность дискретного перемещения бойка вдоль рычага с интервалом 10 мм (измерительный узел при этом перемещается на такое же расстояние по нижней плите).
Измерительный узел состоит из трех пуансонов (верхнего 8, среднего 9 и нижнего 10) и двух матриц (верхней 11 и нижней 12). Средний пуансон выполнен двусторонним и сопрягается одновременно с двумя матрицами. Такая конструкция позволяет исключить необходимость использования опорного подшипника и за счет этого увеличить точность измерений. Все пуансоны и матрицы изготовлены из одного и того же материала и имеют одинаковую шероховатость; это обеспечивает схожие условия трения на всех контактных поверхностях, что необходимо при некоторых измерениях. Прибор снабжен двумя комплектами пуансонов: с гладкими и рифлеными торцами (для исследования внешнего и внутреннего трения соответственно).
Механизм вращения подвижных элементов состоит из диска 13, тросика 14, блока 15 и подвески 16 с грузами 17. Ступица диска может закрепляться на любом из пяти подвижных элементов с помощью штифта. Блок установлен с возможностью поворота, что облегчает переналадку прибора при изменении передаточного отношения нагружающего рычага.
Исследование внешнего трения проводят с помощью гладких пуансонов. Порции материала помещают в верхнюю и нижнюю матрицы. С помощью рычажного пресса прибор нагружают осевым усилием Pz , создающим в материале нормальные напряжения σ = Pz ⁄ πr2 ( r ‒ радиус пуансонов). К среднему пуансону через диск прикладывают усилие F , создающее вращающий момент FR ( R ‒ радиус диска), достаточный для поворота пуансона. Этот момент уравновешивается силой трения материала о торцы пуансона:
FR = 4πτ r2 dr. (2)
Касательные напряжения на поверхности трения
τ = 3FR / 4πr3. (3)
Тогда коэффициент внешнего трения
f = τ / σ = 3FR/ 4Pz r. (4)
Трение на боковой поверхности прессовки исследуют с помощью рифленых пуансонов, что исключает нежелательный в этом случае проворот материала.
Средний пуансон и нижняя матрица при проведении таких измерений могут отсутствовать, тогда верхняя матрица сопрягается непосредственно с нижним пуансоном. При сведенных пуансонах устанавливают нуль на индикаторе часового типа, регистрирующем высоту прессовки (на схеме не показан). Затем снимают верхний пуансон и в матрицу засыпают порцию порошка. После этого приклады- вают необходимое давление и делают выдержку для выхода газов. Через тросик к диску прикладывают силу, необходимую для поворота матрицы.
Момент этой силы уравновешивает трение материала о боковую поверхность:
FR = 2πr2hτ, (5)
где h ‒ высота прессовки в момент измерения. Отсюда находят касательные напряжения, действующие на боковой поверхности прессовки. Внутреннее трение исследуют также, но с использованием рифле- ных пуансонов.
Зависимость коэффициентов внешнего трения от давления прессования и степени пластификации порошка представлена в таблицах 1‒6, а зависимость коэффициентов внутреннего трения – в таблицах 7‒12. Экспериментальные исследования проведены для порошков: медного ПМС-1 (ГОСТ 4960-2009), железного ПЖ4М3 (ГОСТ 9849-86), бронзового БрОФ-10-1 (ТУ 14-22-105-96), вольфрамового ПВН (ТУ 48-19-101-84) и порошка твердого сплава ВК8 (ГОСТ 3882-74). Пластификатор – парафин технический очищенный (ГОСТ 23683-89).
Таблица 1 ‒ Коэффициенты внешнего трения медного порошка ПМС-1
Table 1 – External friction coefficients of copper powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,35 |
0,28 |
0,23 |
0,19 |
0,15 |
0,13 |
|
100 |
0,33 |
0,26 |
0,21 |
0,17 |
0,14 |
0,11 |
|
150 |
0,32 |
0,25 |
0,20 |
0,16 |
0,13 |
0,11 |
|
200 |
0,31 |
0,24 |
0,19 |
0,15 |
0,13 |
0,11 |
|
250 |
0,30 |
0,23 |
0,18 |
0,15 |
0,13 |
0,11 |
|
300 |
0,30 |
0,23 |
0,18 |
0,15 |
0,13 |
0,11 |
Таблица 2 ‒ Коэффициенты внешнего трения железного порошка ПЖ4М3
Table 2 – External friction coefficients of iron powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,32 |
0,25 |
0,20 |
0,16 |
0,13 |
0,12 |
|
100 |
0,31 |
0,24 |
0,19 |
0,15 |
0,12 |
0,11 |
|
150 |
0,30 |
0,23 |
0,18 |
0,14 |
0,12 |
0,11 |
|
200 |
0,29 |
0,22 |
0,17 |
0,13 |
0,12 |
0,11 |
|
250 |
0,28 |
0,21 |
0,17 |
0,13 |
0,12 |
0,11 |
|
300 |
0,28 |
0,21 |
0,16 |
0,13 |
0,12 |
0,11 |
Таблица 3 ‒ Коэффициенты внешнего трения порошка нержавеющей стали ПХ-30
Table 3 – External friction coefficients of stainless-steel powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,40 |
0,32 |
0,25 |
0,20 |
0,16 |
0,14 |
|
100 |
0,39 |
0,31 |
0,24 |
0,19 |
0,15 |
0,13 |
|
150 |
0,38 |
0,30 |
0,23 |
0,18 |
0,14 |
0,12 |
|
200 |
0,37 |
0,29 |
0,22 |
0,17 |
0,13 |
0,12 |
|
250 |
0,36 |
0,28 |
0,22 |
0,16 |
0,13 |
0,12 |
|
300 |
0,36 |
0,28 |
0,21 |
0,16 |
0,13 |
0,11 |
Таблица 4 ‒ Коэффициенты внешнего трения бронзового порошка БрОФ-10-1
Table 4 – External friction coefficients of bronze powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,28 |
0,22 |
0,18 |
0,15 |
0,13 |
0,12 |
|
100 |
0,27 |
0,21 |
0,17 |
0,14 |
0,12 |
0,11 |
|
150 |
0,26 |
0,20 |
0,16 |
0,13 |
0,12 |
0,11 |
|
200 |
0,25 |
0,19 |
0,15 |
0,13 |
0,12 |
0,11 |
|
250 |
0,24 |
0,18 |
0,15 |
0,13 |
0,12 |
0,11 |
|
300 |
0,24 |
0,18 |
0,15 |
0,13 |
0,12 |
0,11 |
Таблица 5 ‒ Коэффициенты внешнего трения порошка твердого сплава ВК8
Table 5 – External friction coefficients of carbide powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,48 |
0,38 |
0,30 |
0,23 |
0,17 |
0,15 |
|
100 |
0,47 |
0,37 |
0,29 |
0,22 |
0,16 |
0,14 |
|
150 |
0,46 |
0,36 |
0,28 |
0,21 |
0,15 |
0,13 |
|
200 |
0,45 |
0,35 |
0,27 |
0,20 |
0,14 |
0,13 |
|
250 |
0,44 |
0,34 |
0,27 |
0,19 |
0,14 |
0,12 |
|
300 |
0,44 |
0,34 |
0,26 |
0,19 |
0,13 |
0,12 |
Таблица 6 ‒ Коэффициенты внешнего трения вольфрамового порошка ПВН
Table 6 – External friction coefficients of tungsten powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,48 |
0,38 |
0,30 |
0,23 |
0,17 |
0,15 |
|
100 |
0,47 |
0,37 |
0,29 |
0,22 |
0,16 |
0,14 |
|
150 |
0,46 |
0,36 |
0,28 |
0,21 |
0,15 |
0,13 |
|
200 |
0,45 |
0,35 |
0,27 |
0,20 |
0,14 |
0,13 |
|
250 |
0,44 |
0,34 |
0,27 |
0,19 |
0,14 |
0,12 |
|
300 |
0,44 |
0,34 |
0,26 |
0,19 |
0,13 |
0,12 |
Таблица 7 ‒ Коэффициенты внутреннего трения медного порошка ПМС-1
Table 7 – Internal friction coefficients of copper powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,41 |
0,33 |
0,28 |
0,24 |
0,21 |
0,20 |
|
100 |
0,40 |
0,32 |
0,27 |
0,23 |
0,20 |
0,18 |
|
150 |
0,39 |
0,31 |
0,26 |
0,22 |
0,19 |
0,18 |
|
200 |
0,38 |
0,30 |
0,25 |
0,21 |
0,19 |
0,18 |
|
250 |
0,37 |
0,29 |
0,24 |
0,21 |
0,19 |
0,17 |
|
300 |
0,37 |
0,28 |
0,24 |
0,21 |
0,18 |
0,17 |
Таблица 8 ‒ Коэффициенты внутреннего трения железного порошка ПЖ4М3
Table 8 – Internal friction coefficients of iron powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,44 |
0,36 |
0,30 |
0,26 |
0,22 |
0,20 |
|
100 |
0,43 |
0,35 |
0,29 |
0,25 |
0,21 |
0,19 |
|
150 |
0,42 |
0,34 |
0,28 |
0,24 |
0,20 |
0,19 |
|
200 |
0,41 |
0,33 |
0,27 |
0,23 |
0,20 |
0,19 |
|
250 |
0,40 |
0,32 |
0,26 |
0,23 |
0,20 |
0,19 |
|
300 |
0,40 |
0,32 |
0,26 |
0,23 |
0,20 |
0,18 |
Таблица 9 ‒ Коэффициенты внутреннего трения порошка нержавеющей стали ПХ-30
Table 9 – Internal friction coefficients of stainless-steel powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,45 |
0,37 |
0,31 |
0,27 |
0,24 |
0,22 |
|
100 |
0,44 |
0,36 |
0,30 |
0,26 |
0,23 |
0,21 |
|
150 |
0,43 |
0,35 |
0,29 |
0,25 |
0,22 |
0,20 |
|
200 |
0,43 |
0,34 |
0,28 |
0,24 |
0,22 |
0,20 |
|
250 |
0,42 |
0,33 |
0,27 |
0,24 |
0,22 |
0,20 |
|
300 |
0,42 |
0,33 |
0,27 |
0,24 |
0,22 |
0,19 |
Таблица 10 ‒ Коэффициенты внутреннего трения бронзового порошка БрОФ-10-1
Table 10 – Internal friction coefficients of bronze powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,36 |
0,29 |
0,24 |
0,21 |
0,19 |
0,18 |
|
100 |
0,35 |
0,28 |
0,23 |
0,20 |
0,18 |
0,17 |
|
150 |
0,34 |
0,27 |
0,22 |
0,19 |
0,17 |
0,16 |
|
200 |
0,33 |
0,26 |
0,21 |
0,18 |
0,17 |
0,16 |
|
250 |
0,32 |
0,25 |
0,20 |
0,18 |
0,17 |
0,16 |
|
300 |
0,32 |
0,25 |
0,20 |
0,18 |
0,17 |
0,16 |
Таблица 11 ‒ Коэффициенты внутреннего трения порошка твердого сплава ВК8
Table 11 – Internal friction coefficients of carbide powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,50 |
0,41 |
0,34 |
0,28 |
0,24 |
0,22 |
|
100 |
0,49 |
0,40 |
0,33 |
0,27 |
0,23 |
0,21 |
|
150 |
0,48 |
0,39 |
0,32 |
0,26 |
0,22 |
0,20 |
|
200 |
0,47 |
0,38 |
0,31 |
0,25 |
0,21 |
0,19 |
|
250 |
0,46 |
0,37 |
0,30 |
0,24 |
0,20 |
0,19 |
|
300 |
0,45 |
0,36 |
0,30 |
0,24 |
0,20 |
0,19 |
Таблица 12 ‒ Коэффициенты внутреннего трения вольфрамового порошка ПВН
Видно, что пластификация порошка сильно снижает как внешнее, так и внутреннее трение. Коэффициенты внешнего трения могут уменьшаться до очень малых (0,11–0,12) величин. Это происходит потому, что легкоплавкий парафин (температура плавления 42 °С) плавится на поверхности инструмента из-за тепловыделения, сопутствующего трению, и смазывает ее. Внутри среды при сравнительно малых скоростях деформации такого явления не наблюдается и трение падает не так сильно.
С увеличением содержания пластификатора в исследуемом материале различие в коэффициентах трения между разными порошками уменьшается. При достаточно сильной пластификации (около об. 40 %) разница в коэффициентах трения практически исчезает. Именно из-за этого экструзией можно формовать любые пластифицированные порошки – их поведение определяется составом и количеством пластификатора, а не самим порошком.
Для сжимаемых сред связь между касательными и нормальными напряжениями на трущейся поверхности не может быть выражена многочленом первой степени с постоянными коэффициентами, и для них был предложен квадратичный закон трения [14]
τ = a + bσ - cσ2, (6)
где коэффициенты a , b , c не зависят в известных пределах от напряжений.
Для их нахождения разработана следующая методика. Сначала последовательно проводят три измерения касательных напряжений при разных нагрузках:
τi = a + bσi + cσi2; i = 1, 2, 3. (7)
Затем эту систему уравнений решают относительно коэффициентов a , b и c .
Для реализации этой методики снята зависимость касательных напряжений от нормальных на поверхности трения (таблицы 13‒18) и внутри среды (таблицы 19‒24). Затем из каждого столбца выбраны три значения и решена система уравнений (7). Константы b и c приведены в таблицах 25‒28. Экспериментальные исследования проводились для порошков: медного ПМС-1 (ГОСТ 4960-2009), железного ПЖ3М3 (ГОСТ 9849-86), бронзового БрОФ-10-1 (ТУ 14-22-105-96), вольфрамового ВН-8 (ТУ 48-19-108-74), нержавеющей стали ПХ-30 (ГОСТ 13084-88), вольфрамового сплава ВНЖ-90 (ТУ 48-19-101-84) и порошка твердого сплава ВК8 (ГОСТ 3882-74).
Пластификатор ‒ парафин технический очищенный (ГОСТ 23683-89).
Table 12 – Internal friction coefficients of tungsten powder
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,53 |
0,42 |
0,35 |
0,30 |
0,26 |
0,24 |
|
100 |
0,52 |
0,41 |
0,34 |
0,29 |
0,25 |
0,23 |
|
150 |
0,51 |
0,40 |
0,33 |
0,28 |
0,24 |
0,22 |
|
200 |
0,50 |
0,39 |
0,32 |
0,27 |
0,23 |
0,21 |
|
250 |
0,49 |
0,38 |
0,31 |
0,26 |
0,23 |
0,20 |
|
300 |
0,48 |
0,37 |
0,31 |
0,26 |
0,23 |
0,20 |
Таблица 13 ‒ Касательные напряжения на поверхности медного порошка ПМС-1, МПа
Table 13 – Shear stresses on the surface of copper powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
3 |
6 |
9 |
12 |
15 |
18 |
|
|
15 |
7,65 |
4,05 |
2,70 |
2,25 |
2,10 |
1,80 |
1,65 |
|
30 |
13,50 |
6,30 |
3,30 |
2,70 |
2,40 |
2,40 |
2,10 |
|
45 |
19,35 |
8,55 |
4,50 |
4,05 |
3,60 |
3,15 |
2,70 |
|
60 |
24,60 |
10,80 |
5,40 |
4,80 |
4,20 |
3,60 |
3,00 |
|
75 |
30,00 |
12,75 |
6,00 |
5,25 |
4,50 |
3,75 |
3,75 |
|
90 |
35,10 |
14,40 |
6,30 |
5,40 |
4,50 |
4,50 |
4,50 |
Таблица 14 ‒ Касательные напряжения на поверхности железного порошка ПЖ3М3, МПа
Table 14 – Shear stresses on the surface of iron powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
3 |
6 |
9 |
12 |
15 |
18 |
|
|
15 |
6,30 |
4,50 |
3,15 |
2,25 |
1,80 |
1,35 |
1,20 |
|
30 |
11,40 |
7,20 |
5,10 |
3,60 |
2,40 |
1,80 |
1,50 |
|
45 |
16,20 |
9,90 |
6,75 |
4,50 |
3,15 |
2,25 |
1,80 |
|
60 |
21,00 |
12,60 |
8,40 |
5,40 |
3,60 |
3,00 |
2,40 |
|
75 |
25,50 |
15,00 |
10,50 |
6,00 |
4,50 |
3,00 |
2,25 |
|
90 |
30,60 |
18,00 |
12,60 |
7,20 |
4,50 |
3,60 |
2,70 |
Таблица 15 ‒ Касательные напряжения на поверхности порошка нержавеющей стали ПХ-30, МПа
Table 15 – Shear stresses on the surface of stainless-steel powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
3 |
6 |
9 |
12 |
15 |
18 |
|
|
15 |
5,40 |
4,05 |
3,15 |
2,40 |
1,80 |
1,35 |
1,20 |
|
30 |
10,20 |
7,80 |
5,70 |
4,50 |
3,30 |
2,10 |
1,80 |
|
45 |
14,85 |
11,25 |
8,10 |
6,30 |
4,50 |
2,70 |
2,25 |
|
60 |
19,20 |
15,00 |
10,20 |
7,80 |
5,40 |
3,00 |
3,00 |
|
75 |
24,00 |
18,00 |
12,75 |
9,75 |
6,00 |
3,75 |
3,00 |
|
90 |
28,80 |
21,60 |
14,40 |
10,80 |
6,30 |
3,60 |
3,60 |
Таблица 16 ‒ Касательные напряжения на поверхности бронзового порошка БрОФ10-1, МПа
Table 16 – Shear stresses on the surface of bronze powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
2 |
4 |
6 |
8 |
10 |
12 |
|
|
15 |
6,75 |
5,40 |
4,95 |
4,50 |
3,60 |
1,80 |
1,20 |
|
30 |
11,40 |
9,60 |
8,70 |
6,90 |
5,40 |
3,30 |
2,10 |
|
45 |
15,75 |
13,50 |
12,15 |
9,45 |
7,20 |
4,50 |
2,70 |
|
60 |
20,40 |
17,40 |
15,60 |
12,00 |
9,00 |
6,00 |
3,00 |
|
75 |
24,75 |
21,75 |
18,75 |
15,00 |
10,50 |
6,75 |
3,00 |
|
90 |
28,80 |
25,20 |
21,60 |
17,10 |
12,60 |
7,20 |
3,60 |
Таблица 17 ‒ Касательные напряжения на поверхности вольфрамового порошка ВН-8, МПа
Table 17 – Shear stresses on the surface of tungsten powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
|
|
15 |
10,35 |
10,05 |
9,45 |
9,00 |
7,35 |
5,25 |
3,75 |
|
30 |
18,90 |
18,30 |
17,70 |
16,80 |
13,20 |
8,70 |
6,30 |
|
45 |
27,90 |
27,00 |
25,20 |
24,30 |
18,45 |
11,25 |
7,65 |
|
60 |
37,20 |
36,00 |
33,00 |
31,80 |
23,40 |
13,80 |
8,40 |
|
75 |
45,75 |
44,25 |
41,25 |
39,75 |
27,75 |
16,50 |
9,00 |
|
90 |
54,00 |
52,20 |
48,60 |
45,90 |
30,60 |
18,00 |
9,90 |
Таблица 18 ‒ Касательные напряжения на поверхности порошка вольфрамового сплава ВНЖ-90, МПа
Table 18 – Shear stresses on the surface of tungsten alloy powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
|
|
15 |
8,10 |
7,65 |
7,20 |
5,40 |
4,35 |
3,45 |
3,00 |
|
30 |
15,30 |
14,70 |
13,80 |
10,20 |
8,10 |
6,60 |
5,40 |
|
45 |
26,10 |
21,15 |
19,80 |
14,40 |
11,25 |
8,55 |
7,20 |
|
60 |
32,40 |
25,20 |
24,60 |
18,00 |
13,80 |
10,20 |
8,40 |
|
75 |
39,75 |
30,75 |
30,00 |
21,75 |
16,50 |
12,00 |
9,75 |
|
90 |
47,70 |
36,90 |
35,10 |
25,20 |
19,80 |
13,50 |
10,80 |
Таблица 19 ‒ Касательные напряжения внутри медного порошка ПМС-1, МПа
Table 19 – Shear stresses inside copper powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
3 |
6 |
9 |
12 |
15 |
18 |
|
|
15 |
13,80 |
12,90 |
12,00 |
10,80 |
9,00 |
7,20 |
6,00 |
|
30 |
27,00 |
24,60 |
22,20 |
19,20 |
15,90 |
13,20 |
11,40 |
|
45 |
39,60 |
35,10 |
30,60 |
26,10 |
21,60 |
18,00 |
16,20 |
|
60 |
51,60 |
44,40 |
38,40 |
32,40 |
25,20 |
22,80 |
21,00 |
|
75 |
63,75 |
54,00 |
46,50 |
39,00 |
30,00 |
27,00 |
25,50 |
|
90 |
76,50 |
63,90 |
54,90 |
45,90 |
36,00 |
31,50 |
30,60 |
Таблица 20 ‒ Касательные напряжения внутри железного порошка ПЖ3М3, МПа
Table 20 – Shear stresses inside iron powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
3 |
6 |
9 |
12 |
15 |
18 |
|
|
15 |
13,50 |
12,15 |
10,80 |
9,30 |
8,10 |
6,90 |
5,70 |
|
30 |
26,40 |
23,10 |
20,40 |
17,40 |
15,00 |
12,30 |
10,80 |
|
45 |
38,70 |
33,30 |
28,80 |
24,30 |
20,70 |
17,10 |
15,75 |
|
60 |
50,40 |
43,20 |
37,20 |
30,60 |
24,60 |
21,60 |
20,40 |
|
75 |
62,25 |
52,50 |
45,00 |
36,75 |
28,50 |
26,25 |
24,75 |
|
90 |
73,80 |
62,10 |
53,10 |
43,20 |
33,30 |
30,60 |
29,70 |
Таблица 21 ‒ Касательные напряжения внутри порошка нержавеющей стали ПХ-30, МПа
Table 21 – Shear stresses inside stainless-steel powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
3 |
6 |
9 |
12 |
15 |
18 |
|
|
15 |
13,20 |
11,85 |
10,50 |
9,00 |
7,80 |
6,45 |
6,00 |
|
30 |
25,80 |
23,10 |
19,80 |
16,80 |
15,00 |
12,30 |
11,40 |
|
45 |
37,80 |
32,40 |
27,90 |
23,85 |
20,70 |
17,55 |
16,20 |
|
60 |
49,20 |
42,00 |
36,00 |
30,60 |
25,80 |
22,20 |
21,00 |
|
75 |
60,75 |
51,75 |
44,25 |
36,75 |
30,75 |
27,00 |
26,25 |
|
90 |
72,00 |
61,20 |
52,20 |
43,20 |
35,10 |
31,50 |
30,60 |
Таблица 22 ‒ Касательные напряжения внутри бронзового порошка БрОФ10-1, МПа
Table 22 – Shear stresses inside bronze powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
2 |
4 |
6 |
8 |
10 |
12 |
|
|
15 |
13,50 |
12,30 |
11,10 |
9,90 |
8,40 |
6,90 |
5,70 |
|
30 |
26,10 |
24,00 |
21,30 |
18,90 |
16,20 |
13,20 |
10,80 |
|
45 |
37,80 |
35,10 |
31,05 |
27,45 |
23,40 |
18,90 |
15,30 |
|
60 |
49,20 |
45,60 |
40,20 |
36,00 |
30,00 |
24,00 |
19,20 |
|
75 |
60,75 |
55,50 |
49,50 |
44,25 |
36,00 |
29,25 |
23,25 |
|
90 |
72,00 |
65,70 |
58,50 |
52,20 |
42,30 |
34,20 |
27,00 |
Таблица 23 ‒ Касательные напряжения внутри вольфрамового порошка ВН-8, МПа
Table 23 – Shear stresses inside tungsten powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
|
|
15 |
14,40 |
12,90 |
11,55 |
10,20 |
9,00 |
8,10 |
7,50 |
|
30 |
28,20 |
25,20 |
22,50 |
19,80 |
17,40 |
15,60 |
14,40 |
|
45 |
41,40 |
36,90 |
32,85 |
28,80 |
25,20 |
22,50 |
20,70 |
|
60 |
54,00 |
48,00 |
42,60 |
37,20 |
32,40 |
28,80 |
26,40 |
|
75 |
66,00 |
58,50 |
52,50 |
45,75 |
39,00 |
35,25 |
31,50 |
|
90 |
78,30 |
69,30 |
62,10 |
54,00 |
45,90 |
41,40 |
36,90 |
Таблица 24 ‒ Касательные напряжения внутри порошка вольфрамового сплава ВНЖ-90, МПа
Table 24 – Shear stresses inside tungsten alloy powder, MPa
|
Давление, МПа |
Содержание парафина, % мас. |
||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
|
|
15 |
13,20 |
11,70 |
10,35 |
9,00 |
8,10 |
7,05 |
5,70 |
|
30 |
25,80 |
22,80 |
20,10 |
17,70 |
15,60 |
13,50 |
10,80 |
|
45 |
37,80 |
33,30 |
28,80 |
25,65 |
22,50 |
19,35 |
14,85 |
|
60 |
49,20 |
43,20 |
37,20 |
33,00 |
28,80 |
24,60 |
18,60 |
|
75 |
60,75 |
53,25 |
45,75 |
39,75 |
35,25 |
29,25 |
21,75 |
|
90 |
72,00 |
63,90 |
54,00 |
46,80 |
41,40 |
33,30 |
26,10 |
Таблица 25 ‒ Зависимость коэффициента b от материала (внешнее трение)
Table 25 – Dependence of the coefficient b on the material (external friction)
|
Порошок |
Содержание парафина, мас.% |
|||||
|
0 |
3 |
6 |
9 |
12 |
15 |
|
|
ПМС-1 |
0,45 |
0,22 |
0,13 |
0,12 |
0,11 |
0,10 |
|
ПЖ3М3 |
0,39 |
0,25 |
0,14 |
0,13 |
0,09 |
0,06 |
|
ПХ-30 |
0,32 |
0,29 |
0,17 |
0,13 |
0,12 |
0,05 |
|
БрОФ10-1 |
0,38 |
0,30 |
0,23 |
0,16 |
0,10 |
– |
|
ВН-8 |
0,66 |
0,53 |
0,22 |
– |
– |
– |
|
ВНЖ-90 |
0,68 |
0,34 |
0,18 |
– |
– |
– |
Таблица 26 ‒ Зависимость коэффициента b от материала (внутреннее трение)
Table 26 – Dependence of the coefficient b on the material (internal friction)
|
Порошок |
Содержание парафина, мас.% |
|||||
|
0 |
3 |
6 |
9 |
12 |
15 |
|
|
ПМС-1 |
0,90 |
0,82 |
0,72 |
0,62 |
0,50 |
0,46 |
|
ПЖ3М3 |
0,88 |
0,80 |
0,70 |
0,59 |
0,53 |
0,40 |
|
ПХ-30 |
0,86 |
0,74 |
0,64 |
0,59 |
0,51 |
0,41 |
|
БрОФ10-1 |
0,86 |
0,73 |
0,64 |
0,48 |
0,36 |
– |
|
ВН-8 |
0,98 |
0,66 |
0,52 |
– |
– |
– |
|
ВНЖ-90 |
0,86 |
0,63 |
0,39 |
– |
– |
– |
Таблица 27 ‒ Коэффициент c·104 , МПа-1 (внешнее трение)
Table 27 – Coefficient c·104 , MPa-1 (external friction)
|
Порошок |
Содержание парафина, мас.% |
|||||
|
0 |
3 |
6 |
9 |
12 |
15 |
|
|
ПМС-1 |
-1,42 |
-2,33 |
-3,30 |
-4,36 |
-5,40 |
-6,67 |
|
ПЖ3М3 |
-1,45 |
-2,44 |
-3,50 |
-4,54 |
-5,60 |
-6,70 |
|
ПХ-30 |
-1,45 |
-2,37 |
-3,46 |
-4,48 |
-5,51 |
-6,69 |
|
БрОФ10-1 |
-1,47 |
-2,35 |
-3,34 |
-4,38 |
-5,42 |
-6,65 |
|
ВН-8 |
-1,49 |
-2,47 |
-3,55 |
– |
– |
– |
|
ВНЖ-90 |
-1,48 |
-2,49 |
-3,57 |
– |
– |
– |
Таблица 28 ‒ Коэффициент c·104 , МПа-1 (внутреннее трение)
ЗАКЛЮЧЕНИЕ
Коэффициент сцепления a оказался достаточно малым (около 0,0001 МПа) для всех исследованных материалов; на процесс деформации он практического влияния не оказывает.
Безразмерный параметр b является аналогом коэффициента трения в законе Кулона, но численно с ним не совпадает.
Параметр c характеризует степень нелинейности закона трения; он тем больше, чем больше в материале пластификатора.
Можно заключить, что отклонение от линейного закона трения тем больше, чем сильнее пластифицирован материал; однако и для чистого порошка коэффициент c тоже нулю не равен.
Разработанные методики исследования триботехнических характеристик дисперсных сред неоднократно использовались при реальном проектировании формующего оборудования и инструмента [15] и могут быть рекомендованы к практическому применению.
Table 28 – Coefficient c·104 , MPa-1 (internal friction)
|
Порошок |
Содержание парафина, мас.% |
|||||
|
0 |
3 |
6 |
9 |
12 |
15 |
|
|
ПМС-1 |
-2,43 |
-3,36 |
-5,30 |
-7,36 |
-9,40 |
-11,7 |
|
ПЖ3М3 |
-2,44 |
-3,46 |
-5,50 |
-7,54 |
-9,60 |
-11,8 |
|
ПХ-30 |
-2,45 |
-3,38 |
-5,46 |
-7,48 |
-9,51 |
-11,7 |
|
БрОФ10-1 |
-2,47 |
-3,36 |
-5,34 |
-7,38 |
-9,42 |
-11,8 |
|
ВН-8 |
-2,49 |
-3,44 |
-5,55 |
– |
– |
– |
|
ВНЖ-90 |
-2,50 |
-3,49 |
-5,57 |
– |
– |
– |
