Триботехнические исследования пластичных сред

Автор: Пятов Владислав Владимирович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 1 (26), 2014 года.
Бесплатный доступ
Разработана оригинальная методика измерения коэффициентов трения пластичных материалов. Изготовлен трибометр, позволяющий реализовать эту методику. Исследовано влияние давления, концентрации пластификатора и температуры на коэффициенты внутреннего и внешнего трения пластифицированных парафином металлических порошков. Установлено, что с увеличением давления прессования коэффициенты внешнего и внутреннего трения уменьшаются. Показано, что с увеличением концентрации пластификатора различие в триботехнических свойствах между различными порошками уменьшается.
Пластификаторы, порошок, коэффициент трения, трибометр
Короткий адрес: https://sciup.org/142184864
IDR: 142184864
Tribological studies of plastic media
An original method for measuring the coefficient of friction of plastic materials is developed. The made tribometer allows to implement this technique. The influence of pressure, temperature and concentration of the plasticizer on the coefficients of internal and external friction plasticized paraffin metallic powders is investigated. It is found that with increasing compaction pressure coefficients of external and internal friction decrease. It is shown that with increasing concentrations of plasticizer difference in tribological properties between different powders decreases.
Текст научной статьи Триботехнические исследования пластичных сред
POWDER, FRICTION COEFFICIENT, TRIBOMETER, PLASTICIZER
An original method for measuring the coeffi cient of friction of plastic materials is developed. The made tribometer allows to implement this technique. The infl uence of pressure, temperature and concentration of the plasticizer on the coefficients of internal and external friction plasticized paraffin metallic powders is investigated. It is found that with increasing compaction pressure coefficients of external and internal friction decrease. It is shown that with increasing concentrations of plasticizer difference in tribological properties between different powders decreases.
пуансона, вычисляют коэффициенты внешнего и внутреннего трения. Такой прибор, после некоторой модификации, можно использовать и для измерения коэффициентов трения пластифицированных порошков.
Схема модифицированного трибометра изображена на рисунке 1. Прибор содержит станину, механизм нагружения, измерительный узел и механизм вращения подвижных деталей. Он полностью автономен и не нуждается во внешних источниках усилий. Станина прибора состоит из верхней 1 и нижней 2 плит, соединенных между собой стойками 3. На верхней плите закреплен механизм нагружения, а на нижней установлен измерительный узел. Механизм нагружения выполнен в виде рычага 4, на котором шарнирно закреплен боек 5, передающий усилие на измерительный узел трибометра своей сферической поверхностью.
Усилие к рычагу прикладывается с помощью подвески 6 с гирями 7. Может быть выбрано одно из пяти возможных передаточных отношений: 1:50, 1:25, 3:50, 2:25 и 1:10. Для этого предусмотрена возможность дискретного перемещения бойка вдоль рычага с интервалом 10
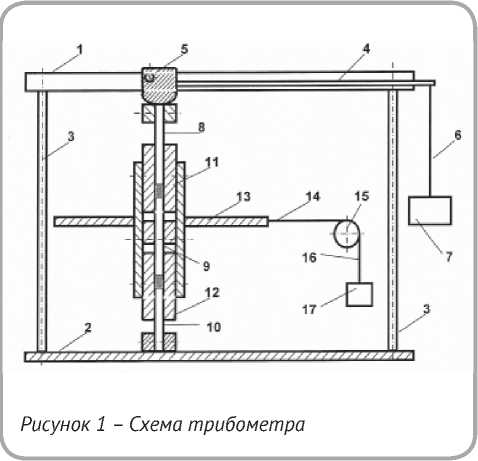
мм (измерительный узел при этом перемещается на соответствующее расстояние по нижней плите). Измерительный узел состоит из трех пуансонов (верхнего 8, среднего 9 и нижнего 10) и двух матриц (верхней 11 и нижней 12). Средний пуансон выполнен двухсторонним и сопрягается сразу с двумя матрицами. Такая конструкция позволяет исключить использование опорного подшипника и повысить точность измерений. Пуансоны и матрицы изготовлены из одного и того же материала и имеют одинаковую шероховатость; это обеспечивает идентичные условия трения на всех контактных поверхностях, что необходимо при некоторых измерениях. Прибор снабжен двумя комплектами пуансонов: с гладкими и рифлеными торцами (для исследования внешнего и внутреннего трения соответственно). Механизм вращения подвижных элементов состоит из диска 13, тросика 14, блока 15 и подвески 16 с грузами 17. Ступица диска может закрепляться на любом из пяти подвижных элементов с помощью штифта.
Исследование внешнего трения проводят с помощью гладких (нерифленых) пуансонов. Порции исследуемого материала помещают в верхнюю и нижнюю матрицы. С помощью рычажного пресса собранный прибор нагружают осевым усилием Pz, создающим в материале нормальные напряжения σ = Pz / πr 2, где r — радиус пуансонов. К среднему пуансону через диск прикладывают усилие F, создающее вращающий момент FR, (где R — радиус диска), достаточный для поворота пуансона. Этот момент уравнове- шивается моментом, создаваемым силой трения материала о торцы пуансона:
Отсюда находят касательные напряжения на поверхности трения:
t = 3FR/4x г3, (2)
и коэффициент внешнего трения:
Исследование внешнего трения на боковой поверхности прессовки проводят с помощью рифленых пуансонов, что исключает нежелательное проскальзывание материала. Рифления на торцах пуансонов выполнены радиально, имеют треугольный профиль для лучшего сцепления с материалом и глубину около 1 мм. Средний пуансон и нижняя матрица при проведении измерений могут отсутствовать, тогда верхняя матрица сопрягается непосредственно с нижним пуансоном. При сведенных пуансонах устанавливают нуль на индикаторе часового типа, регистрирующем высоту прессовки (на схеме не показан). Затем снимают верхний пуансон и в матрицу засыпают порцию материала. После этого прикладывают необходимое давление и делают выдержку для выхода газов. Через тросик к диску прикладывают усилие, создающее момент, необходимый для поворота матрицы. Этот момент уравновешивается моментом, создаваемым трением материала о боковую по верхность матрицы:
где h — высота прессовки в момент измерения. Отсюда находят касательные напряжения, действующие на боковой поверхности прессовки.
Результаты исследования зависимости коэффициентов внешнего и внутреннего трения от давления прессования, содержания пластификатора в порошке и температуры материала представлены в таблицах 1–4.
Результаты исследований показывают, что пластификация порошка сильнее влияет на внешнее трение. Коэффициенты внешнего тре-
|
Таблица 1 – Коэффициенты внешнего трения медного порошка ПМС-1 |
||||||
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,35 |
0,28 |
0,23 |
0,19 |
0,15 |
0,13 |
|
150 |
0,32 |
0,25 |
0,20 |
0,16 |
0,13 |
0,11 |
|
250 |
0,30 |
0,23 |
0,18 |
0,15 |
0,13 |
0,11 |
|
к 350 |
0,30 |
0,22 |
0,17 |
0,15 |
0,12 |
0,11 J |
Таблица 2 – Коэффициенты внутреннего трения медного порошка ПМС-1
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0,32 |
0,42 |
0,51 |
0,59 |
0,66 |
0,70 |
|
150 |
0,34 |
0,44 |
0,53 |
0,61 |
0,68 |
0,73 |
|
к 250 |
0,36 |
0,46 |
0,55 |
0,63 |
0,70 |
0,75 J |
|
Таблица 3 – Коэффициенты внешнего трения медного порошка ПМС-1 |
||||||
|
Температура материала, °С |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
20 |
0,35 |
0,28 |
0,23 |
0,19 |
0,15 |
0,13 |
|
30 |
0,34 |
0,27 |
0,22 |
0,18 |
0,14 |
0,13 |
|
40 |
0,34 |
0,26 |
0,21 |
0,17 |
0,13 |
0,12 |
|
50 |
0,34 |
0,21 |
0,14 |
0,10 |
0,07 |
0,06 |
|
60 |
0,34 |
0,20 |
0,13 |
0,09 |
0,06 |
0,05 |
|
к. 70 |
0,34 |
0,20 |
0,13 |
0,09 |
0,06 |
0,05 |
Список литературы Триботехнические исследования пластичных сред
- Пятов В.В. Теоретические и технологические основы холодной экструзии порошковых материалов. Витебск, 2002. 237 с.
- Жданович Г.М. Теория прессования металлических порошков. Москва: Металлургия, 1969. 160 с.
