Тронкированно-фасетированные изделия нижних слоев индустрии грота Оби-Рахмат (Узбекистан)
")
Автор: Колобова Ксения Анатольевна, Шалагина Алена Владимировна
Журнал: Вестник Новосибирского государственного университета. Серия: История, филология @historyphilology
Рубрика: Археология Евразии и Америки
Статья в выпуске: 7 т.12, 2013 года.
Бесплатный доступ
Анализируются тронкированно-фасетированные изделия из нижних слоев (19–21) палеолитической стоянки Оби-Рахмат в Узбекистане. В переходной индустрии памятника технология создания фасетажем усеченной площадки и получение с нее ряда мелких снятий встречается довольно часто, но для нас наибольший интерес представляют достаточно стандартизированные тронкированно-фасетированные орудия, которые позволяют проследить культурные и хронологические связи с другими регионами. Основными морфологическими элементами данной категории орудий являются: тронкированнофасетированная площадка, негативы снятий, полученные с этой площадки, и ретушированные продольные края. Исходя из особенностей названных элементов, выделяется три типологические группы тронкированно-фасетированных изделий. Типологическую классификацию дополняет редукционная схема, которая позволяет в большей мере раскрыть всю вариабельность описываемых изделий. По своему возможному функциональному назначению («трепала для сухожилий») они могут хорошо соотноситься с характеристикой фаунистического комплекса грота Оби-Рахмат, в котором преобладают кости конечностей животных.
Узбекистан, грот оби-рахмат, тронкированно-фасетированные изделия, типологическая классификация, редукционная схема, орудия
Короткий адрес: https://sciup.org/147218881
IDR: 147218881 | УДК: 903.01
Truncated-faceted pieces from lower layers by industry of Obi-Rakhmat grotto (Uzbekistan)
There are truncated-faceted pieces from lowers layers (19–21) of Paleolithic site Obi-Rakhmat (Uzbekistan) being examined in this article. These layers contain the majority of truncated-faceted pieces. In general, the truncated-faceted pieces are flakes that exhibit a truncation on one or several margins, which serve as a platform for the removal of one or more small flakes. In transitional industry of Obi-Rakhmat Grotto this technology is often occurs, but we suggest the truncated-faceted tools to be of the most interest, because they allow to observe cultural and chronological connections between different regions. Main morphological elements of these tools are truncated-faceted platform, flake scars removed from this platform and retouch on edges. Considering the features of these elements there can be singled out three typological groups of truncated-faceted tools. Typological classification is followed by technological scheme which allows to show the variability of the given tools. There are three main points of view on the functional aim of truncated-faceted pieces, but in this article we consider them as specific tools. According to its possible functional purpose («sinew frayers»), they may well correlate with the characteristic faunal assemblage grotto Obi-Rakhmat, which is dominated by the limb bones of animals.
Текст научной статьи Тронкированно-фасетированные изделия нижних слоев индустрии грота Оби-Рахмат (Узбекистан)
Грот Оби-Рахмат расположен на территории Республики Узбекистан в 100 км на северо-восток от Ташкента, на высоте 1 250 м над уровнем моря. Памятник был открыт в 1962 г. археологическим отрядом Института истории и археологии АН УзССР, возглавляемым А. Р. Мухамеджановым. Основные исследования грота и публикация материала осуществлялись в 1964–1965 гг. [Сулейманов, 1972] и в 1998–2012 гг. в рамках сотрудничества ИАЭТ СО РАН и ИИиА АН РУз [Деревянко и др., 1998; Кривошапкин и др., 2012б]. Основной спецификой оби-рахматской индустрии является наблюдаемое во всех слоях памятника сочетание средне- и верхнепалеолитических характеристик, как на технологическом (стратегии расщепления), так и на типологическом (орудийный набор) уровнях [Кривошапкин, 2012].
Наиболее близкие параллели переходной оби-рахматской индустрии прослеживаются в позднемустьерских и переходных комплексах Ближнего и Среднего Востока. В этих комплексах, как и на Оби-Рахмате, наблюдаются сочетание в первичном расщеплении левалуазской и пластинчатой технологий, заметная роль вариабельного мелкопластинчатого производства, значительное процентное содержание верхнепалеолитических орудий [Деревянко и др., 2004]. Характерным признаком подобных переходных комплексов является также наличие тронкиро-ванно-фасетированных изделий, анализу которых и посвящена данная работа.
На настоящем этапе исследования нами были проанализированы коллекции тронки-рованно-фасетированных изделий из 1921-го стратиграфических слоев оби-рахмат-ского комплекса. Коллекции характеризуются как наиболее многочисленные по количеству изделий этого типа, в связи с чем мы посчитали целесообразным на данном этапе работы ограничиться изучением наиболее массового материала нижних слоев памятника, а в дальнейшем спроецировать полученные типологические и технологические схемы на остальную коллекцию тронкированно-фасетированных изделий оби-рахматской индустрии. Такая работа будет обладать достаточно высокой степенью новизны и, соответственно, научной актуальности для археологии эпохи камня данного региона.
Общее количество проанализированных тронкированно-фасетированных изделий составило 108 экз. Они распределяются по выбранным нами слоям следующим образом: 19-й слой - 53 экз., 20-й слой - 9 экз., 21-й слой - 46 экз. Данный археологический материал был получен в результате раскопок 1998-2012 гг.
Тронкированно-фасетированные изделия из грота Оби-Рахмат представляют собой следующее: на сколе или фрагменте скола прямоугольной или овальной формы создавалась одна, а чаще две тронкированно-фасетированные плоскости, с которых производились мелкие снятия, приуроченные либо к ребрам скола, либо направленные на уплощение проксимальной части; при этом в среднем они занимают не более 1 /3 части длины изделия. В завершении, на некоторых предметах оформлялась краевая ретушь (рис. 1, 1-6 ).
В качестве заготовок для тронкированно-фасетированных изделий использовались сколы прямоугольной (26 %), квадратной (13 %), трапециевидной (51 %) или оваль- ной (10 %) формы: отщепы, пластинчатые отщепы, пластины и фрагменты сколов. Их длина (27-72 мм) преобладает над шириной (20-50 мм) чаще всего в 1,1-1,5 раза. Толщина заготовок в основном находится в интервале от 7 до 18 мм, при этом минимальная толщина, которая фиксируется, составляет 6 мм, а максимальная - 20 мм. Индекс массивности данных изделий (соотношение значений ширины и толщины) варьирует от 1,5 до 6, т. е. в качестве заготовок под тронкированно-фасетированные изделия чаще использовались достаточно массивные, удлиненные отщепы.
Основными морфологическими элементами описываемых изделий являются: трон-кированно-фасетированная площадка, негативы мелких снятий, произведенных с этой площадки, и краевая ретушь. Важный формообразующий элемент тронкированно-фасетированных изделий - это усекающая заготовку фасетированная плоскость, которая в дальнейшем служила ударной площадкой для реализации нескольких мелких сколов. В коллекции фиксируются изделия с одной (38 %), двумя (58 %), гораздо реже с тремя (3 %), а в одном случае и с четырьмя площадками.
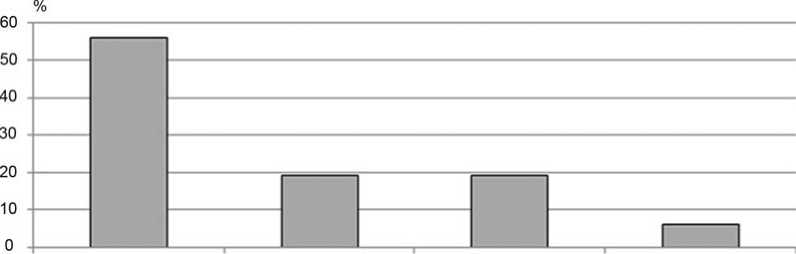
Тронкированно-фасетированная плоскость оформлялась в проксимальной или дистальной частях скола, на поперечном сломе, иногда на продольных краях заготовки. Статистический анализ показал, что на одноплощадочных изделиях она чаще всего фиксируется в наиболее массивной проксимальной части заготовки - 45 %. Среди двухплощадочных изделий преобладают предметы, на которых тронкированно-фасе-тированные плоскости оформлялись в проксимальной части и на поперечном сломе -36 %, а также на двух поперечных сломах - 27 % (рис. 2, 1 ). На изделиях с тремя площадками в одном случае они расположены на двух продольных краях и в проксимальной части, а в двух случаях на поперечных сломах и на продольном крае.
Плоскости, служившие ударными площадками для ряда мелких сколов, оформлялись несколькими способами: при помощи поперечного фасетирования (61 %), продольно-поперечного ретуширования (20 %), посредством продольных снятий, напоминающих резцовые (5 %). В некоторых случаях дополнительных подправок не производилось (13 %) и в качестве площадки
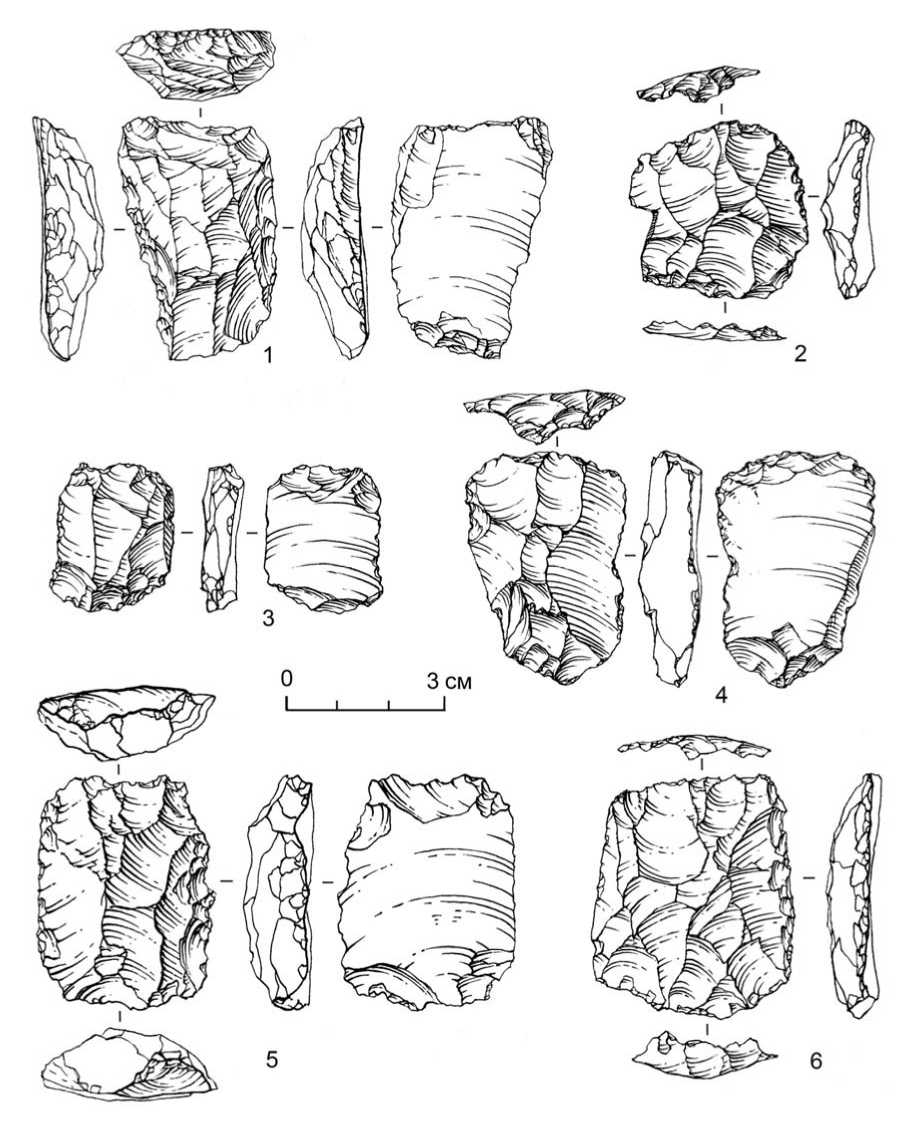
Рис. 1. Тронкированно-фасетированные изделия грота Оби-Рахмат: 1-4 - из слоя 19; 5-6 - из слоя 21
использовалась неподготовленная плоскость поперечного слома, гораздо реже поверхность продольного края, а также дистальный конец заготовки. Иногда практиковались снятия с остаточной ударной площадки (1 %). Способы формирования площадки никак не коррелируются ни с местом ее расположения, ни с какими-либо другими признаками формообразующих элементов тронкированно-фасетированных изделий. И это вполне логично, поскольку оформление площадки являлось технологически не-
на поперечном сломе на продольном крае на дистальном в проксимальной части окончании
□ - преднамеренная ретушь
■ - утилизационная ретушь ретушь отсутствует по одному по двум продольным продольному краю краям
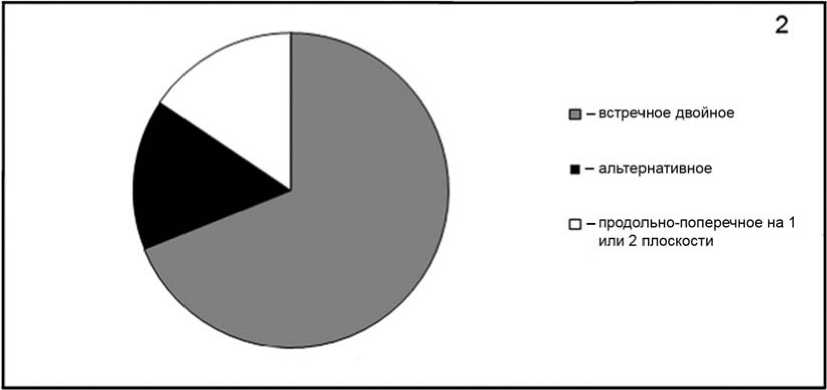
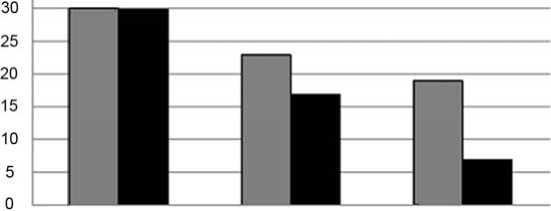
Рис. 2. Некоторые характеристики основных морфологических элементов тронкированно-фасетированных изделий: 1 - расположение ударных площадок двухплощадочных тронкированно-фасетированных изделий; 2 - распределение двухплощадочных тронкированно-фасетированных изделий в зависимости от принципа расщепления; 3 - наличие ретуши на продольных краях тронкированно-фасетированных изделий, приближенных к «желаемой форме»
обходимым этапом создания определенной формы изделия, а варианты решения поставленной задачи в данной технологии отличались разнообразием.
Следует отметить, что большая часть ударных площадок значительно скошена по отношению к плоскости, с которой в дальнейшем производились снятия. Чаще всего угол между плоскостью расщепления и тронкированно-фасетированной площадкой составлял 50–60° (71 %), значительно реже 70° (15 %) и 40° (7 %). Из этого можно сделать вывод, что древним мастерам для эффективной работы требовался угол в 50–70°. Фиксируются также единичные изделия, на которых снятия производились и при условии, что ударная площадка образовывала с плоскостью расщепления угол в 80–90°. Но в подобных случаях в качестве площадки использовалась поверхность слома, которая не подвергалась дополнительным подправкам.
Другим типологически важным элементом описываемых изделий являются негативы мелких сколов, произведенных с тронки-рованно-фасетированной площадки. Они реализовывались на дорсальную и вентральную поверхности заготовки. У одноплощадочных изделий в 88 % случаев негативы снятий фиксируются на дорсальной плоскости. Среди двухплощадочных 66 % приходится на изделия, у которых снятия производились на дорсальной поверхности, 9 % – на вентральной, и 25 % составляют предметы со следами расщепления на двух плоскостях одновременно.
Анализ морфологии каждого фронта расщепления тронкированно-фасетирован-ных изделий позволил сделать вывод, что при производстве сколов с нескольких площадок скалывание осуществлялось различными способами. В тех случаях, когда снятия производились с двух площадок, чаще наблюдается способ встречного двойного скалывания, гораздо реже применялись альтернативный способ расщепления (когда сколы производились во встречном направлении в двух плоскостях) и продольнопоперечное скалывание на одну или две плоскости (рис. 2, 2 ). На многоплощадочных изделиях практиковался ортогональный способ расщепления на две плоскости скола-заготовки.
Негативы снятий, при расщеплении на дорсальной поверхности, чаще всего были приурочены к центральному (13 %) или к другим направляющим ребрам плоскости (50 %). Иногда от ребер сколы смещались к продольному краю изделия (30 %), в некоторых случаях они распространялись вдоль всей ударной площадки (7 %). Снятия же с вентральной стороны приходились на проксимальную часть (75 %) или были приближены к продольному краю (25 %).
Судя по негативам снятий, можно также сказать, что среди сколов, полученных с заготовок, преобладают мелкие отщепы (63 %), иногда фиксируются пластинки. В 36 % случаев отмечается присутствие негативов и пластинок, и отщепов на одном изделии. При подсчете количества наиболее видимых остаточных негативов выяснилось, что с тронкированно-фасетированных изделий реализовывалось от одного до десяти снятий (чаще всего 3–6). А метрический анализ показал, что длина большинства негативов сколов укладывается в промежуток от 9 до 25 мм. При этом максимальная длина составляет 45 мм, минимальная – 5 мм.
Кроме того, следует заметить, что крайне редко все желаемые снятия реализовывались успешно, гораздо чаще значительная часть сколов уходила в залом, а иногда и абсолютно все. Попытки выявить закономерности между способом оформления ударной площадки и вероятностью получения с нее удачных сколов не дали никаких результатов, поскольку среднее количество снятий, ушедших в залом, одинаковое при различных способах оформления площадки. При этом сколы с разных площадок практически никогда не пересекаются и не соприкасаются. В большинстве случаев (89 %) длина сколов занимает от 1/ 5 до 1/ 3 длины изделия, иногда (11 %) доходит до половины длины.
Необходимо остановиться еще на одном морфологически важном элементе тронки-рованно-фасетированных изделий – на следах преднамеренного воздействия по продольным краям заготовки. Если исходить из того, что тронкированно-фасетированные изделия – это все-таки достаточно стандартизированные орудия, то, вероятно, некоторые предметы, включенные в анализ, на самом деле представляют собой лишь определенные редукционные этапы. В связи с этим, рассматривая такой элемент, как наличие ретуши на продольных краях, мы обратимся лишь к тем изделиям, которые при- ближены к желаемой конечной форме (они составляют 49 % от описанной коллекции). Под «желаемой конечной формой» мы понимаем прямоугольные или трапециевидные изделия, на которых оформлены трон-кированно-фасетированные плоскости и с них реализовано несколько мелких снятий. Исходя из этих условий, можно сказать, что ретушь присутствует на 66 % тронкирован-но-фасетированных изделий, приближенных к желаемой конечной форме.
Преднамеренная ретушь оформлялась на одном или двух продольных краях изделия. Помимо этого на подобных предметах отмечается и утилизационная ретушь, которая чаще присутствует на одном продольном крае, но также встречается и на двух продольных краях (рис. 2, 3 ). Угол продольного края в среднем варьирует от 20 до 60°, как в тех случаях, когда ретушь специально оформлялась, так и в тех, когда следы дополнительной обработки продольного края отсутствуют.
В целом все тронкированно-фасетиро-ванные изделия оби-рахматской индустрии можно разделить на несколько типологических групп: 1) одноплощадочные со снятиями на дорсальную или вентральную плоскости (36 %); 2) двухплощадочные со встречным, альтернативным или продольнопоперечным скалыванием (50 %); 3) многоплощадочные с продольно-поперечным скалыванием на две плоскости (4 %).
В первую группу входят одноплощадочные изделия со снятиями на дорсальную (30 %) или вентральную (6 %) поверхность. Возможно, здесь мы имеем дело как с определенным этапом обработки, так и с готовыми орудиями, поскольку на некоторых предметах встречается преднамеренная ретушь по одному (18 %) или двум (10 %) продольным краям; утилизационная ретушь на одноплощадочных изделиях не фиксируется.
Ко второй группе относятся двухплощадочные изделия со снятиями на одну или две плоскости. Среди них можно выделить предметы со встречным скалыванием – 37 %, альтернативным – 8 % и продольнопоперечным со снятиями как на дорсальную или вентральную, так и на обе плоскости одновременно – 5 %. Преднамеренная ретушь присутствует на одном или двух продольных краях у 23 % двухплощадочных изделий, ретушь утилизации – у 21 %. Изде- лия этой группы чаще других по своей морфологии напоминают законченные орудия.
И третью, самую малочисленную, группу составляют тронкированно-фасетированные изделия с тремя (3 экземпляра) и четырьмя (1 экземпляр) ударными площадками. Расщепление на таких изделиях производилось в дорсальной и вентральной плоскостях. Ретушь на многоплощадочных изделиях не фиксируется.
В коллекции есть также несколько изделий (9 %), которые не относятся ни к одной из этих групп – на них оформлены тронки-рованно-фасетированные плоскости, но снятий не производилось.
Чтобы шире раскрыть всю вариабельность тронкированно-фасетированных изделий, а также показать технологический процесс изготовления данных орудий, мы попытались создать редукционную схему, где бы были отражены основные технологические этапы их изготовления (рис. 3)
Процесс изготовления тронкированно-фасетированных изделий начинался с формирования усеченной ретушированной плоскости, которая чаще оформлялась на поперечном сломе или в проксимальной части изделия. Далее с этой плоскости производились снятия на дорсальную или вентральную поверхность заготовки. Иногда снятий, произведенных с одной площадки, было достаточно для того, чтобы достигнуть желаемой формы орудия. В таких случаях по одному или двум продольным краям данных предметов наносилась ретушь и изготовление тронкированно-фасетированных изделий одноплощадочного типа на этом завершалось. Ретушированные изделия со снятиями с одной площадки составляют в данной коллекции 10 %; изделия со снятиями с одной площадки, но без ретуши – 19 %; изделия с одной только оформленной площадкой – 9 %.
На следующем этапе у тех изделий, которые требовали дальнейшего оформления, создавалась вторая тронкированно-фасети-рованная площадка и далее с нее производились снятия. Но в коллекции также фиксируются и предметы, на которых сформировано две площадки, а снятия осуществлялись только с одной (6 %); в двух случаях на подобных изделиях присутствует и ретушь. Как уже было отмечено, крайне редко все желаемые снятия реализовывались успешно, часто значительная часть сколов уходила ретушированные орудия
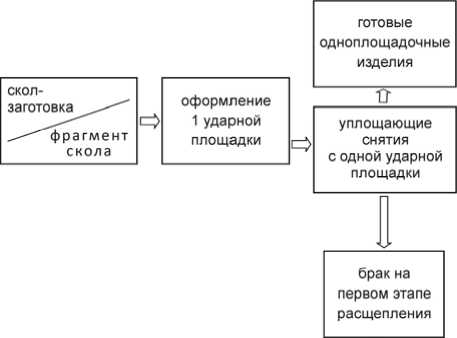
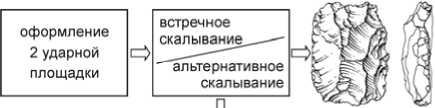
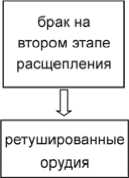
Рис. 3. Редукционная схема тронкированно-фасетированных изделий в залом, а иногда и абсолютно все. Но при неудачном скалывании некоторые изделия преобразовывались в орудия посредством ретуши. В коллекции встречаются предметы, у которых все снятия со второй площадки ушли в залом, но, тем не менее, по продольным краям фиксируется четкая ретушь (2 экземпляра).
Завершающим этапом оформления двухплощадочных тронкированно-фасетирован-ных изделий было нанесение ретуши по одному или двум продольным краям. В некоторых случаях они могли использоваться и без оформленной ретуши, о чем свидетельствует наличие следов утилизации на продольных краях.
В литературе представлено несколько точек зрения относительно функциональной ориентации тронкированно-фасетированных изделий: технология утилизации нуклеуса, технология утончения для крепления в рукоять, технологический прием для достижения особой морфологии рабочего края [Dibble, McPherron, 2007. P. 75–90]. Действительно, сама по себе технология изготовления данных изделий напоминает оформление нуклеуса, и к тому же нуклеусы на сколах – это вполне привычное явление для данной индустрии. Но в случаях с нуклеусами на сколах речь идет о серийном производстве, прежде всего, пластинок, а не мелких отщепов [Кривошапкин и др., 2012а]. При получении же снятий в процессе оформления тронкированно-фасетирован-ных изделий ресурс их, как нуклеусов, крайне низок (полученные сколы весьма малы для того, чтобы их удачно использовать), а процент брака значителен. Кроме того, если данные предметы являются нуклеусами, то логичнее предположить, что негативы снятий с противоположных ударных площадок должны соприкасаться и пересекаться, тем самым корректируя фронт скалывания. Но на тронкированно-фасети-рованных изделиях мы этого не наблюдаем: снятия чаще занимают 1/3 длины изделия и гораздо реже доходят до середины; лишь в крайних случаях негативы сколов с разных площадок соприкасаются.
Таким образом, мы рассматриваем оби-рахматские тронкированно-фасетированные изделия в первую очередь как орудия, хотя на данном этапе исследования затрудняемся определенно сказать, какая же часть изделия выполняла основную рабочую функцию. В составленной нами редукционной схеме главный акцент сделан на ретушированные продольные края. Но не исключено, что представленные выше схемы будут доработаны и несколько изменены, поскольку основным рабочим элементом также может выступать и тронкированно-фасетированная площадка. Результаты нашего технико-типологического анализа вполне соотносятся с точкой зрения Л. Лики, который выделил подобные предметы на материалах верхнепалеолитической культуры Кении и назвал их «sinew frayers» («трепало для сухожилий») по аналогии с увиденными орудиями у местных аборигенов. В своей работе он отмечает, что продольные края данных изделий выполняли лишь вспомогательные функции, а основная работа производилась грубо оформленным зазубренным краем, который служил ударной площадкой для нескольких мелких снятий [Leakey, 1931. P. 99–100, 160–163]. Предполагаемая функция «трепала для сухожилий» также хорошо соотносится с характеристикой фаунистического комплекса грота Оби-Рахмат, в котором преобладают кости конечностей животных. Это лишь одно из предположений, но для того, чтобы уверенно рассуждать о том, какой признак является главным, а какой второстепенным, необходимы результаты трасологического анализа, который нами планируется на следующем этапе исследования.
TRUNCATED-FACETED PIECES FROM LOWER LAYERS BY INDUSTRY OF OBI-RAKHMAT GROTTO (UZBEKISTAN)
Список литературы Тронкированно-фасетированные изделия нижних слоев индустрии грота Оби-Рахмат (Узбекистан)
- Деревянко А. П., Исламов У. И., Петрин В. Т., Сулейманов Р. Х., Кривошапкин А. И., Алимов К., Крахмаль К. А., Феденева И. Н., Зенин А. Н., Анойкин А. А. Исследование грота Оби-Рахмат (Республика Узбекистан) в 1998 году // Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий: Материалы Годовой сессии ИАЭТ СО РАН 1998 г. Новосибирск: Изд-во ИАЭТ СО РАН, 1998. Т. 4. С. 37-45.
- Деревянко А. П., Кривошапкин А. И., Анойкин А. А., Ринн П. Дж., Исламов У. И. Каменная индустрия грота Оби-Рахмат//Грот Оби-Рахмат. Новосибирск: Изд-во ИАЭТ СО РАН, 2004. С. 5-33.
- Кривошапкин А. И. Оби-рахматский вариант перехода от среднего к верхнему палеолиту в Центральной Азии: Дис. … д-ра ист. наук. Новосибирск, 2012. 580 с.
- Кривошапкин А. И., Колобова К. А., Белоусова Н. Е., Исламов У. И. Ранние технологические инновации в палеолите Средней Азии: кареноидная технология в переходных индустриях Узбекистана//Вестн. Новосиб. гос. ун-та. Серия: История, филология. 2012а. Т. 11, вып. 3: Археология и этнография. С. 211-221.
- Кривошапкин А. И., Павленок К. К., Шнайдер С. В., Мухтаров Г. А. Археологические исследования грота Оби-Рахмат в 2012//Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий: Материалы Годовой сессии ИАЭТ СО РАН 2012 г. Новосибирск: Изд-во ИАЭТ СО РАН, 2012б. Т. 18. С. 94-98.
- Сулейманов Р. Х. Статистическое изучение культуры грота Оби-Рахмат. Ташкент: ФАН, 1972. 172 с.
- Dibble H., McPherron S. Truncated-Faceted Pieces: Hafting Modification, Retouch, or Cores?//Tools Versus Cores: Alternative Approaches to Stone TooL Analysis. Newcastle: Cambridge Scholars Publishing, 2007. P. 75-90.
- Leakey L. S. B. The Stone Age Cultures of Kenya Colony. Cambridge: Cambridge Univ. Press, 1931. 287 p.
