Ударно-вращательное гравирование как способ уменьшения пылевыделения при нанесении изображений на поверхность хрупких материалов

Автор: Ивлева Лидия Петровна
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 2, 2010 года.
Бесплатный доступ
В докладе рассмотрен вопрос пылевыделения при ударном (растровом) гравировании и показано, что применение технологии ударно- вращательного гравирования, сочетающей возвратно-поступательное и вращательное движение инструмента, позволяет сократить количество выделяемой пыли за счет уменьшения диаметра лунок при сохранении глубины внедрения. Это происходит вследствие уменьшения дополнительного скола. Помимо сокращения выделения продуктов разрушения происходит повышение качества гравированного изображения через повышение точности контура лунок изображения.
Ударное гравирование, ударно-вращательное гравирование, хрупкий материал, лунка выкола, дополнительный скол, пылевыделение, микровнедрения
Короткий адрес: https://sciup.org/140215101
IDR: 140215101
Текст научной статьи Ударно-вращательное гравирование как способ уменьшения пылевыделения при нанесении изображений на поверхность хрупких материалов
Для нанесения художественного полутонового изображения на поверхность хрупких материалов применяют технологию гравирования. Изображение (например, черно-белое фото) растрируется, т.е. заменяется на дискретное микроштриховое или точечное. Различают лазерное и ударное гравирование (УГ): лазерная обработка дорогостоящий способ, он менее распространен. В докладе рассмотрено только УГ. Перемещающийся построчно гравировальный инструмент, совершая колебания в вертикальной плоскости с частотой около 70 Гц за счет электромеханического преобразователя (ЭМП), ударяет о поверхность материала заготовки и образует лунки выкола. Между вершиной гравировальной иглы и заготовкой выставляется технологический зазор, обеспечивающий необходимую энергию в момент касания заготовки, в сочетании с электромагнитным усилием, приложенным к якорю ЭМП для его ускорения. Амплитуда, зазор и усилие подбираются в зависимости от физико-механических свойств заготовки. Они определяют диаметр лунки выкола и ее глубину.
В статье [1] рассмотрено пылевыделение при гравировании. Из теории разрушения горных пород [2] известно, что пылевыделение происходит при разрушении ядра уплотнения. Различают относительное выделение пыли:
d min = V 0 / V max (1)
для выкола d = 3 A 12 σ 2 B 2 (1 - 2 µ ) k /(2 F 2 µ 2 η 2 ) или с учетом
η max = 2 µ 2/(3[1 - 2 µ ]) d = σ 2 A 12 B 2 k /( F 2 η 3 ) [2, с.64, формула 3.175]
где: V 0 – объем первоначального ядра уплотнения , V max – максимальный объем вторичного ядра уплотнения перед разрушением, F – приложенная сила, Q – работа силы F при деформировании ядра уплотнения (ЯУ), E – модуль упругости, σ – предел прочности минерала при растяжении, A1 - ширина лезвия инструмента, η - коэффициент эффективности, B - ширина инструмента, k - коэффициент, учитывающий граничные условия разрушения и пластичность минерала, σ 0 - предел прочности минерала при объёмном сжатии, µ - коэффициент Пуассона.
Абсолютное количество выделившейся пыли при отбойке объема V (для индентора с плоским и сферическим основанием они различны):
V^ = Vd [2, с. 198, формула 7.153] (2)
где d vikoia = 3A 14 B2 G o2 k o 2 / 8 Ц 2 Q2 E П [2 , c.197, формула 7.149]
или d = (6* 0 14/3(1 - 2 ц )R 4/3 B 2/324/3)Z о 0 ц 2 E 2 n 2 Q2/3 [2, c.198, формула 7.150]
В докладе под пылевыделением подразумевается не только выход пыли, но и более крупных фрагментов.
d otx = n ( d y 2 + d y * A 1 + A 1 2 ) * H /12 = V y (3)
где: dly – диаметр лунки выкола при УГ , H – ее глубина , Vly – ее объем (усеченный конус), А1 – ширина лезвия инструмента
С одной стороны, диаметр лунки получается больше расчетного при заданной глубине в следствии дополнительного скола ее краев при УГ. Качество изображения ухудшается.
С другой стороны, УГ хрупких материалов сопряжено с выделением пыли и более крупных фрагментов в процессе разрушения материала. Объем этих отходов не велик, т.к. обычно диаметр лунки варьируется в пределах 0,05 … 0,5 мм. Однако, если гравирование осуществляется в промышленных масштабах и гравировальный станок большую часть времени находится в работе, то пыль и частицы хрупкого материала, накапливаясь, приводят к выходу из строя направляющих станка и негативно сказываются на здоровье оператора.
Следовательно, если уменьшить диаметр лунок, привести его к расчетному, для заданной глубины внедрения (такой, чтобы изображение было долговечным), то уменьшится объем лунки и, следовательно, выход пыли и более крупных частиц для каждой отдельно взятой лунки и всего изображения в целом. Решить задачу уменьшения диаметра без потери глубины можно применением технологии ударно-вращательного гравирования (УВГ) – одновременной реализации ударного и вращательного движения гравировального инструмента [3]. В отличие от УГ здесь применяют конусный гравер с усеченной половиной диаметра, а
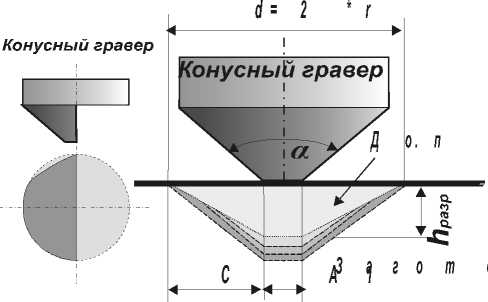
Рис.1 Образование лунки за несколько последовательных микровнедрений
не гравировальную иглу. Первоначально лунка получается выколом, при дальнейшем внедрении гравера и его вращении происходит удаление фрагментов разрушения, образование стружки скалывания.
Кроме того, если удерживать импульс действия силы на инструмент, то первоначальная лунка выкола становится новым зазором, дающим последующее внедрение. Т.о., чтобы получить лунку заданной глубины требуется меньшее электромагнитное усилие и удержание якоря ЭМП от подъема. Дополнительный скол от суммы микровнедрений меньше скола от единичного внедрения, дающего туже глубину воронки (рис. 1):
NN
X C ( h i ) < C ( X h i ) (4)
Количество микровнедрений и время, необходимое для их осуществления, а также усилие, приложенное к якорю ЭМП, рассчитывается по модели процесса гравирования, основанном на расчете одномассовой колебательной системы и энергетическим передаточным характеристикам процесса. Частота вращения инструмента определяется с учетом минимум одного оборота инструмента за время внедрения.
Из теории разрушения горных пород дополнительный скол материала при образовании лунки выкола равен:
C = 9 B^(^ ц) k [2, c. 177 формула 7'23] (5)
С учетом Q = HAABo, k o /Ъ ц Е п C ( H ) = 16 H 2 o k /(9 A\ pq b 2 c 0(1 - 2 ц )) (6)
Где b – коэффициент формы объема V , в случае конической лунки b=3 . Формулы справедливы при А1<<В. В противном случае, необходимо деление на коэффициент а>1, учитывающий размер в направлении В.
Если А1 соизмерима с В и разрушение воронки происходит в микромастабе (ее размеры около 0,1- 0,5 мм) , то
C ( H ) = 8 H 2 O /( ab 4т ц А\ (1 - 2 ц)с о ) (7)
Приближенно можно записать C ( H ) = Htg( a /2) , т.к. угол раскрытия конуса лунки выкола составляет около 1200 при внедрении цилиндрического индентора с плоским основанием (при определении твердости по Л.А. Шрейнеру [4, с. 65]
Выразим диаметр лунки при УГ и УВГ через ее глубину, получим: d y ( H ) = 2 C ( H ) + A 1 (8) d iyv ( H ) = 2 Htg ( a /2) + A 1 (9)
Лунки, полученные способом УВГ, имеют конусообразную форму. Их площадь и объем равны:
S y = n (3A 12 + 6 A 1 C ( H ) + 4 C ( H )2)/4 , тогда V y = S ly H /3 (10)
S iyv = n (3 A 12 + 6 AlHtg ( a /2) + 4( Htg ( а /2))2)/4 , тогда V y v = S yv H /3 (11)
Отношение объемов лунок, как функция глубины, запишется:
A V ( H ) = 3 A 12 + 6 A 1 C ( H ) + 4 C ( H )2 /3 A 12 + 6 A l( Htg ( a /2)) + 4( Htg ( a Z2))2 (12)
На рис. 2 построены графические зависимости, отражающие зависимости ( 8 - 12 ).
dly(H)
dlyv(H)
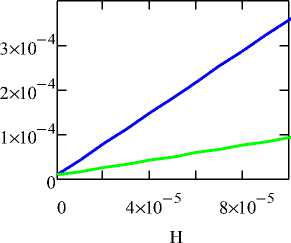
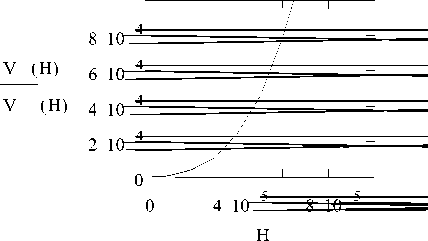
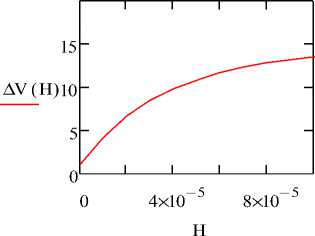
Рис. 2 Графики зависимости: А) диаметра [м] лунки при УГ (dly) и УВГ (dlyv) от ее глубины H, [м] ; Б) объема лунки при УГ (Vly) и УВГ (Vlyv) от ее глубины H [м]; В) отношение объемов лунки [раз] при УГ и УВГ от ее глубины H [м]
Итак, УВГ уменьшает дополнительный скол при сохранении глубины лунки за счет серии микровнедрений, образования стружки скалывания при резании и удаления разрушенного материала из зоны резания.
Из графиков (рис.2) видно, что диаметр, а следовательно, и объем лунки при УВГ с увеличением глубины значительно превосходит аналогичные показатели, получаемые при УВГ. Поэтому применение данного технологического способа гравирования сокращает количество отходов (пыли и более крупных частиц), возникающих при нанесении изображений на поверхность хрупких материалов в ходе ее разрушения ударным воздействием.
Кроме того, УВГ повышает качество отдельно взятой лунки и всего изображения в целом.
Полностью проблему пылевыделения при гравировании применением технологии УВГ не решить, т.к. все равно происходит удаление объема материала, поэтому при любом способе обработки необходимо применение специализированного оборудования для отсоса пыли из зоны обработки.
Список литературы Ударно-вращательное гравирование как способ уменьшения пылевыделения при нанесении изображений на поверхность хрупких материалов
- Миков И.Н. Износ резцов и пылевыделение при гравировании минералов долблением. В сб. научных трудов «Добыча, обработка и применение природного камня». -Магнитогорск: Маг.ТГУ, 2002. -с.182-190.
- Протасов Ю.И. Теоретические основы механического разрушения горных пород. -М.: Недра,1985. -239 с.
- Миков И.Н., Ивлева Л.П. Развитие технологии факсимильного гравирования вращающимся инструментом//Труды международной научно-практической конференции «Инженерные системы 2009», том 2. -М.: РУДН, 2009. -с. 545-548.
- Калинин А.Г., Ошкордин О.В., Питерский В.М., Соловьев Н.В. Разведочное бурение. -М.: Недра, 2000. -748 с.
