Улучшение качества изготовления литых медных короткозамкнутых обмоток роторов асинхронных двигателей

Автор: Железняков Андрей Владимирович
Журнал: Вестник профессионального образования.
Рубрика: Инновационная деятельность в области профессионального образования
Статья в выпуске: 1 (2), 2017 года.
Бесплатный доступ
В статье рассмотрен способ повышения качества изготовления литых медных короткозамкнутых обмоток роторов асинхронных двигателей. Приведены исследования, проведённые в США, Франции, Италии, Германии, Польше, Бразилии, Индии и Корее. которые показали, что применение в асинхронных двигателях (АД) литой медной короткозамкнутой обмотки (ЛМКО) ротора вместо литой алюминиевой короткозамкнутой обмотки (ЛАКО) в значительной степени решает проблемы энергоресурсосбережения.
Литая медная короткозамкнутая обмотка ротора, пакет листов ротора, литниковая система, инертные газы
Короткий адрес: https://sciup.org/15017917
IDR: 15017917
Текст научной статьи Улучшение качества изготовления литых медных короткозамкнутых обмоток роторов асинхронных двигателей
Проблемы заливки медью обмоток сердечников роторов обусловлены, главным образом, её низкой жидкотекучестью, весьма активным взаимодействием с воздушной средой и литейной формой. Роторы имеют, как правило, большую длину, что при заливке может сопровождаться снижением электропроводности меди при введении
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ компонентов для повышения её жидкотекучести, а также чревато образованием литейных дефектов. В силу этих причин долгое время попытки организовать производство АД с ЛМКО ротора были неудачными.
Таким образом, предпринимались попытки освоения ЛМКО, как правило, на АД малых габаритов и с массой заливаемой меди до 3 кг. Вместе с тем, в связи с необходимостью внедрения энергосберегающих технологий добычи полезных ископаемых, интерес к ЛМКО ротора мощных АД возрастает. Поэтому в последние годы подобные исследования активизировались: создаются новые сплавы, в том числе с высокой электропроводностью, совершенствуется технология плавки и заливки обмоток роторов медью [1. с, 225–241; 2, с. 46–53].
Известны различные способы изготовления литых короткозамкнутых обмоток роторов: под давлением и статический, когда расплав заполняет форму, формирует стержни и коротко замыкающие кольца под действием силы тяжести [3].
Указанные способы имеют ряд недостатков:
-
– из-за наличия литниковой системы: сложность, а следовательно, высокая стоимость литейной оснастки;
-
– турбулентное движение расплава при заполнении литейной формы;
-
– невозможность предотвращения попадания в расплав шлаков из разливочного ковша;
-
– частое появление литьевого брака: рыхлость, пористость, недоливы, утяжки;
-
– для литых из меди обмоток роторов контакт расплава с атмосферой ведёт к появлению «водородной болезни»;
-
– наличие термического оборудования отдельно для нагрева оснастки и для приготовления расплава.
Указанные недостатки приводят к неудовлетворительному качеству (наличие литейных дефектов и высокому удельному сопротивлению материала отливки) литых короткозамкнутых обмоток роторов, к повышению стоимости их изготовления.
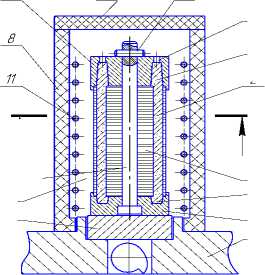
Для улучшения качества изготовления литых короткозамкнутых обмоток роторов предложен способ изготовления в среде инертных газов (рис.1).
Пакет листов ротора 1 на оправке 4, зажатый с двух сторон литейными формами 6 и 7 и зафиксированный штифтом 5 помещён в нагревательную печь 8, имеющую крышку 9, нагревательный элемент 11, подвижную плиту 13 и основание 14.
Процесс изготовления литой короткозамкнутой обмотки ротора происходит следующим образом:
-
– пакет листов ротора 1 собирают на оправке 4;
-
– зажимают с обеих сторон формами 6 и 7;
-
– закрепляют всю сборку штифтом 5;

ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
-
– опилки или измельченную стружку материала обмотки ротора через отверстия
10 засыпают в полость 15 формы 7;
-
– далее через пазы 2 пакета листов ротора, в полость 3 формы 6.
-
– полость 3 имеет форму и размеры короткозамыкающего кольца;
-
– полость 15 имеет увеличенные размеры для компенсации усадки материала обмотки при расплавлении.
Затем всю конструкцию, с засыпанным материалом обмотки, устанавливают на подвижную плиту 13 в нагревательной печи. После этого печь закрывается крышкой 9 и в пространство 12 подаётся инертный газ (углекислый, аргон и т.д.).
Защитная атмосфера предотвращает контакт разогретых элементов конструкции ротора (листов ротора, листового покрытия) с кислородом атмосферы, что предотвращает их окисление.
При использовании в качестве материала короткозамкнутой обмотки ротора меди, защитная атмосфера исключает контакт расплава меди с водородом атмосферы, что предотвращает появление «водородной болезни».
Затем с помощью нагревательного элемента 11 печи (индуктор, спираль сопротивления) сборка нагревается до температуры плавления материала обмотки ротора (медь, алюминий) и выдерживается при этой температуре необходимое время, достаточное для расплавления и осадки всей засыпки.
В течение этого времени производится периодическое встряхивание, например, с помощью кулачкового механизма 1 (рис. 2).
Благодаря этому происходит медленное плотное заполнение форм расплавом, что благоприятно сказывается на качестве литой короткозамкнутой обмотке ротора.
При этом отсутствуют такие дефекты литья, как рыхлости и раковины, которые присущи литью под давлением и статическому литью. После расплавления всей засыпки получается отливка короткозамкнутой обмотки ротора с короткозамыкающими кольцами 2 и стержнями 3.
А - А
А
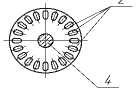
Рис. 1. Способ изготовления короткозамкнутых литых роторов асинхронных электродвигателей

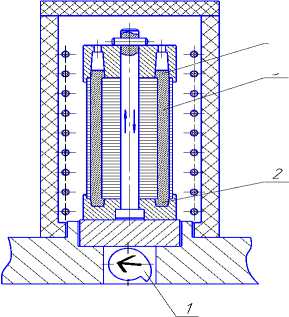
Рис. 2. Способ изготовления короткозамкнутых литых роторов асинхронных электродвигателей
После этого печь отключают и сборке дают остыть вместе с печью. Затем производится открытие печи, извлечение сборки. Благодаря отсутствию литников и выпоров значительно уменьшается трудоёмкость разборки, уменьшается материалоёмкость процесса изготовления обмотки, удешевляется дальнейшая обработка.
Данный способ позволяет легко автоматизировать процесс изготовления роторов с литой короткозамкнутой обмоткой, особенно при серийном и массовом производстве [4].
Способ изготовления короткозамкнутых обмоток роторов отличается тем, что с целью повышения качества отливки и уменьшения себестоимости изготовления производится:
-
- защитная атмосфера из инертных газов;
-
- ликвидируется литниковая система (литник, выпор, питатели, стояк, коллектор);
-
- применение периодическое встряхивание расплава.
Список литературы Улучшение качества изготовления литых медных короткозамкнутых обмоток роторов асинхронных двигателей
- Чувашев, В. А. Технологические аспекты изготовления литой медной короткозамкнутой обмотки ротора взрывозащищённых электродвигателей [ Текст] / В. А. Чувашев [и др. ] // С бо р н и к научных трудов Украинского научно-исследовательского проектно-конструкторского и технологического института взрывозащищённого и рудничного электрооборудования с опытно-экспериментальным производством. Серия: взрывозащищённое электрооборудование / Укр НИИВЭ. - К.: Из-во НИИВЭ, 2007. - С. 225-241.
- Чувашев, В. А. Энергоэффективные асинхронные двигатели для угольной промышленности Украины [Текст] / А. В. Чувашев [и др.] // Електротехнiка i Електромеханiка - 2006. - № 6. - С. 46-53.
- Виноградов, Н. В. Производство электрических машин [Текст]: учеб. пособие для вузов / Н. В. Виноградов. - М.: нергия, 1970. - 288 с.
- Пат. 50706 України. Спосiб виготовлення литих короткозамкнених обмоток роторiв двигунiв [Текст] / В. Ю. Чуванков, А. В. Железняков, Ю. М. Папазов; патентовласники: В. Ю. Чуванков, А. В. Железняков, Ю.М. Папазов; зареєстровано в Державному реєстрi патентiв України на кориснi моделi 25.06.2010.
