Улучшение подготовки технологий методом специального сливания

Автор: Саидмахамадов Н., Хайдаров У., Эгамбердиев Б.
Журнал: Экономика и социум @ekonomika-socium
Рубрика: Основной раздел
Статья в выпуске: 4 (59), 2019 года.
Бесплатный доступ
В данной статьи приведено технология получения отливок специальними методами, к которым относят: литья в оболочковые формы, литья по вплавления моделям, центробежное литье, непрерывное литье, литье под давлением, литье в кокиля и процессы изготовление отливок в оболочковые кокиля. Приведено сведение изучения каждая технология литья, использовать какие виды опоки и их температуре, исходя из технологий литье и объема отливок.
Песчано-глинистые структуры, модель, модельная плита, кварцевый песок, растворимая модель, корень
Короткий адрес: https://sciup.org/140242005
IDR: 140242005 | УДК: 062
Improvement of technology training by the special drainage method
This article presents the technology for producing castings using special methods, which include: shell casting, model casting, centrifugal casting, continuous casting, die casting, casting in a chill mold, and processes for producing castings in a shell chill mold. A description of the study of each casting technology is given, to use which types of flask and their temperature, based on casting technologies and the volume of castings.
Текст научной статьи Улучшение подготовки технологий методом специального сливания
Калит сўзлари: қум-гилли қолиплар, модел, модел плитаси, кварц қуми, эрувчан модел, ўзак.
Қуймакорлик машинасозликнинг асосий тайёрлов базаси ҳисобланади. Қуймакорлик зарур механик ва эксплуатацион хусусиятларга эга бўлган муайян шаклли заготовкалар олишнинг энг универсал усулидир. Машина ва асбоблардаги деталларнинг кўп қисми қуймакорликнинг турлича қуйиш усуллари орқали олинади. Заготовка тайёрлашнинг бошқа усулларидан қуймакорликнинг фарқи шундаки, қуймакорликда металл ва қотишмалар суюқлантириб олиниб, ундан сифатли қуйма деталлар олинади.
Қуйма қотишмалари суюқлантириб олишнинг асосий хусусияти шундан иборатки, бунда қуйманинг талаб этилган хоссалари унда бирданига, кейинги металлургик ишлов беришларсиз ҳосил қилиниши зарур.
Металлургия заводларида суюқлантириб олинадиган пўлат қуйма тарзида қуйилади, кейин эса унга босим билан ишлов берилади, қуймакорликда суюқлантириб олинадиган пўлатдан эса талаб этилган сифатдаги қуйма детал олишда фойдаланилади, бу олинган хоссалар термик ишлов бериш йўли билан, металлургик ишлов бермасдан яхшиланиши мумкин.
Қуймаларни махсус қуйиш усулида тайёрлаш
Қумли қолипларда тайёрланган қуйманинг геометрик ўлчами аниклиги, сирт Fадир-будирлиги куп холатларда замонавий техник талабларни қаноатлантирмайди. Шунинг учун қуйишнинг махсус усуллари; қобиқ қолипларга, эрийдиган моделлар бўйича, босим остида, марказдан қочма ва бошқа қуйиш усуллари жадал ривожланмоқда. Ушбу усуллар юкори аникликдаги, сирт гадир-будирлиги кам булган, механик ишлов бериш учун кичкина қўйимли, айрим холларда эса қўйимсиз куймаларни юкори унум билан олишга имкон беради.
Қобиқ қолипларга қуйиш
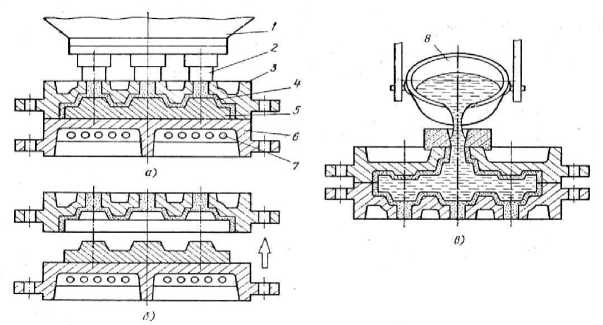
Қобиқ қолипларни (бўлинувчан, юпқа деворли) қуйидагича тайёрланади: 200-2500С гача қиздирилган металлдан тайёрланган модел плитаси 1 қолип аралашмаси 3 тўлдирилган айланувчи бункер 2 га маҳкамланади (1-расм, а) ва уни 1800 С га бурилади (1-расм, б). Майда донали кварц қуми (93-98 %) ва реактивли смола ПК-104 (4-7 %) дан иборат бўлган қолип аралашмасини модел плитаси устига сепилади ва 1030 сония тутиб турилади. Модел плитасининг иссиғидан термореактив смоланинг чегара қатлами суюқ ҳолатга ўтади, у тутиб туриш вақтига қараб қалинлиги 5-20 мм бўлган қумли-смолали қобиқ 4 ни қумни елимлаб ҳосил қилади. Бункер бошланғич ҳолатига келтирилади (1-расм, в), қолип аралашмасининг ортиқчаси бункер тубига тўкилади, ярим қотган қобиқли 4 модел плитаси эса бункердан ечиб олинади ва печда 300-3500С да 1-1,5 дақиқа давомида қиздирилади, бунда термореактив смола қайтмас қаттиқ ҳолатга ўтади. Қотган қобиқ моделдан махсус тутгич 5 (1- асм, г) ёрдамида ечиб олинади. Иккинчи платформа ҳам шунга ўхшаш тайёрланади.
Тайёр бўлган қобиқларнинг ярим шакллари, дастлаб уларга ўзаклар ўрнатилиб, махсус прессларда тез қотадиган елимлар ёрдамида елимланади ёки скоболар ёрдамида маҳкамланади. Қобиқ қолиплардан ташқари ушбу усул билан қобиқ ўзаклар қиздирилган ўзак яшикларида тайёрланади. Қобиқ қолип ва ўзаклар бир ва кўп позицияли машиналар ва автоматик линияларда тайёрланади.
Қолипнинг вертикал ёки горизонтал ҳолатида унга эритилган металл қуйилади. Вертикал ҳолатда қуйишда қолип 6 опока-контейнер 7 га жойлаштирилади ва кварц қуми ёки металл қириндиси 8 (1-расм, д) эритилган металлни қуйишда қобиқ бузилиб кетмаслигини сақлаш учун сепилади.
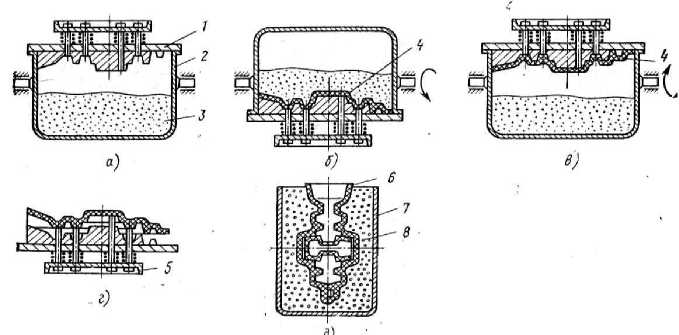
1-расм.Цобиц цолипларни тайёрлаш оператсияларининг кетма-кетлиги
Қолипнинг аниқлигини оширилганлиги қуйманинг механик ишлов бериш учун қуйимни 2 баробар камайтиришга имкон яратади. Қолип учун майда донали кварц қумини қўлланилиши қуйма сирти ғадир–будирлигини камайтиради. ^обик колиплар ёрдамида 3-15 мм девор калинлигига эга булган, OFирлиги 0,25-100 кг ли куймалар автомобил, трактор, кишлок хўжалиги машиналари учун чўяндан, углеродли пўлатдан, рангли металл котишмаларидан тайёрланаш мумкин.
Эрувчан моделларга куйиш
Эрувчан моделларга қуйиш усулида керамик суспензияга кўп маротаба ботирилган ва кейин қотирилган эрувчан моделлардан тайёрланган қолипга эриган металлни қуйиш орқали қуйма ҳосил килинади.
Бир марталик эрувчан моделлар пресс-колипларда икки ёки ундан кўп осон эрувчан компонентлардан (парафин, стеарин, мойли кислоталар, церезин ва бошкалар) ташкил этилган модел таркибидан тайёрланади.
Модел таркиби пастасимон холатида пресс-колипларда 1 прессланади (2-расм, а). Модел таркиби котгандан кейин пресс-колип очилади ва модел 2 (2-расм, б) совук сувли ваннага солинади. Кейин моделлар куйиш тизими билан биргаликда модел блоки 3 га йиFилади (2-расм, в). Битта блокка 2-100 моделлар бирлаштирилади.
Керамик суспензияни олов бардош материалларни (чанг кўринишидаги кварц, электрокорунд ва бошқалар) боғловчилар этилсиликатнинг гидролизланган аралашмаси билан аралаштириш орқали тайёрланади.
Эрувчан моделлар бўйича қолипни бак 4 га қуйилган керамик суспензия 5 га модел блоги 3 ни ботириб (2-расм, г), кейин махсус мослама 6 да модел блокига кварц куми 7 солиш ортали тайёрланади (2-расм, д). Шундан сунг модел блоги аммиак мухитида 20-40 мин ёки хавода 2-2,5 соат давомида куритилади. Модел блокига 4-6 катлам олов бардош коплама суркалади. ^ар бир катлам куритиб олинади.
Моделларни қолипдан иссиқ сувда эритиб чиқариб ташланади. Бунинг учун моделлар сув 9 билан тўлдирилган бак 8 га ботирилади, сувни ускуна 10 800-900 С гача киздиради (2-расм, е). Тутиб туришда модел таркиби эрийди, ванна сиртига сузиб чиқади, уни қайтадан ишлатиш учун даврий равишда олиб турилади. Уяча ваннадан олиб сув билан ювилади ва шкафда 1,5-2 соат давомида 2000 С температурада куритилади.
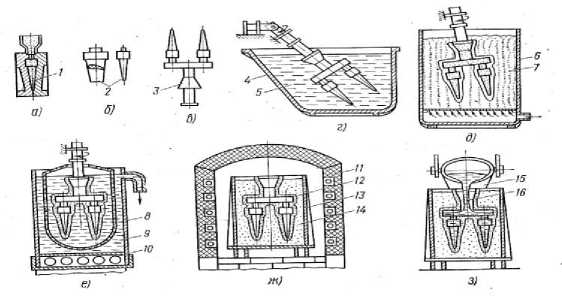
2-расм. Эрувчан моделларга цуйиш операцияларининг кетма-кетлиги
Кейин уяга 12 ни вертикал ҳолатда иссиқбардош опока 13 га ўрнатилади, унинг атрофига қуруқ кварц қуми 14 тўлдирилади ва қум зичланади, шундан кейин колипни электропеч 11 га юборилади (2-расм, ж), печда колип 2 соатдан кам булмаган вакт давомида 9000-9500С да тобланади. Тоблаш жараёнида боғловчининг доначалари олов бардош материалнинг доначалари билан аралашади, нам буғланади, модел таркибининг қолдиқлари куяди. Тобланиб бўлиши билан қолипга ковш 15 дан эритилган металл 16 куйилади (2-расм, з).
Қуйма совигандан кейин қолипни бузилади. Қуйма қирқувчи прессларда ёки бошқа усуллар билан ўсимталардан ажратилади ва якуний тозалаш учун 1500С температурага киздирилган уювчи натрийнинг 45 % ли сувдаги эритмасида кимёвий тозалашга юборилади.
Керамик суспензия модел контурининг аниқ ҳосил бўлишини, сирт Fадир-будирлиги кам булган булинмайдиган моделни хосил килиш эса куйманинг аник геометрик улчамларининг ва сиртининг кичик Fадир-будирликка эга бўлишини таъминлайди, бу эса ўз навбатида қуймага механик ишлов бериш хажмини сезиларли даражада камайтиради. Механик ишлов бериш учун куйим 0,2-0,7 мм ни ташкил этади. Эриган металларни иссик колипларга куйиш 1-3 мм девор калинлигидаги, оғирилиги бир неча граммдан бир неча килограммгача бўлган мураккаб шаклдаги куймаларни иссикбардош кийин ишлов берилувчи қотишмалардан (турбина кураклари), коррозияга чидамли пўлатлардан (насосларнинг ғилдираклари), углеродли пўлатларда оммавий ишлаб чиқаришда (автомобилсозликда, приборсозликда ва машинасозликнинг бошка тармокларида) олишга имкон беради.
Кокилларга қуйиш
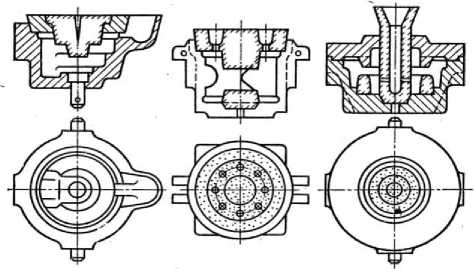
Кокилларга қуйишда эритилган металлни металл қолип, кокилларга қуйиш орқали қуймани тайёрланади. Кокиллар конструкциялари бўйича куйидагиларга булинади: куймани кучириб олинадиган (3-расм, а); вертикал булинадиган (3-расм, б); горизонтал булинадиган (3-расм, в).
Қолип бўшлиғи қумли, қобиқли ёки металл ўзаклар билан жихозланади.
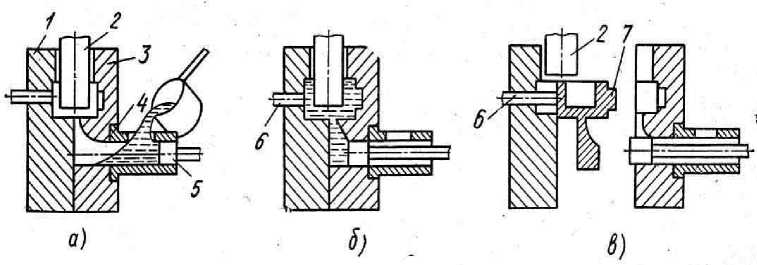
Қуйманинг мураккаб бўшлиғини ҳосил қилиш учун бир неча қисмдан иборат бўлган бўлинадиган ўзаклардан фойдаланилади. Масалан, алюминий қотишмасидан тайёрланадиган автомобил поршенининг ички бушлиFини 4 кисмдан: марказий 2 ва иккита ён 1 ва 3 (4-расм, а) иборат бўлган металл ўзаклар ёрдамида ҳосил қилинади. Кокилга қотишма қуйилганидан ва қуймада етарли мустахкамликда пўстлоқ ҳосил булганидан кейин марказий-козикли-узак 2 (4-расм, б), кейин ён узаклар 1 ва 3, шундан кейин эса 4 ва 5 узаклар олинади.
^олип бушлигидан хаво ва газларни чикариб юбориш учун кокилнинг ажраладиган сирти бўйича вентиляцион каналлар ҳосил килинади.
а) б) 6)
3-расм. Кокилларнинг конструктсиялари:
а-бўлинмайдиган; б-вертикал бўлинадиган; в-горизонтал бўлинадиган
а) 5)
4-расм. Поршен қуймасини тайёрлаш учун бўлинадиган металл ўзакли кокил
Кокилнинг ва металл ўзакларнинг ишчи сиртлари занг ва ифлослардан тозаланади. Кейин кокилнинг ишчи сиртларига унинг деворлари қуйиладиган металлнинг юқори температураси таъсиридан сақлаш, қуймани совиш тезлигини созлаш, кокилнинг тўлишини яхшилаш, қуймани кўчириб олишни осонлаштириш учун иссиқдан сақловчи қоплама суркалади.
Иссиқдан ҳимоя қилувчи қопламалар оловбардош материаллар (чанг кўринишидаги кварц, болғаланган шамот, графит, бўр ва бошқалар) ва сувдан тайёрланади. Иссиқдан ҳимоя қилувчи қурилмалар дастлаб 1401800С гача қиздириб олинган кокилга пул веризатор ёрдамида 0,3-0,8 мм
қатлам қалинлигида суртилади.
Кокилни тайёрлашнинг охирги операцияси уни 150-3000С гача
қиздиришдан иборат бўлади.
Кокилга қуйишнинг яна бир тури сифатида қобиқли кокилларга
қуйишдир (5-расм).
5-расм. Цобиу кокилларда цуйма тайёрлаш жараёнининг схемаси
Кокилларга қуйишнинг барча технологик жараёнлари механизациялаштирилган ва автоматлаштирилган. Кокилга қуйиш оммавий ва серияли ишлаб чиқаришда чўяндан, пўлатдан ва рангли металларнинг қотишмаларидан 3-100 мм девор қалинлиги, оғирлиги бир неча граммдан бир неча юз граммгача бўлган қуймаларни олишда қўлланилади.
Кокилга қуйишнинг камчиликлари: кокилларни тайёрлашнинг иш ҳажми катталиги, турғунлигининг чегараланганлиги, мураккаб шаклдаги куймалар учун кокил тайёрлашиниг мураккаблигидир.
Босим остида қуйиш
Босим остида куйишда куймалар металлар колипларда (пресс-колип) тайёрланади, бунда қолипга метал қуйиш ва қуйманинг шаклланиши босим остида амалга оширилади.
Қуймаларнинг совуқ ёки иссиқ камерали пресслаш машиналарида босим остида қуйиш орқали тайёрланади. Пресслайдиган совуқ камерали машиналарда пресслаш камераси горизонтал ёки вертикал жойлаштирилади.
Горизонтал камерали машиналарда (6-расм) эритилган металл портсияси пресслаш камераси 4 га куйилади (6-расм, а) ва плунжер 5 нинг 40-100 МПа босими остида пресс-колип бушлиFига юборилади (6-расм, б). Пресс қолип бўшлиғи қўзғалмас 3 ва қўзғалувчан қисмлардан иборат бўлади. Қуйманинг ички бўшлиғини ўзак 2 ёрдамида ҳосил қилинади. Куйма котгандан кейин пресс-колип очилади (6-расм, в), узак 2 олинади ва куйма 7 туртгич 6 ёрдамида пресс-колипнинг ички бушлиFидан чикарилади. Куйишдан аввал пресс-колип 120-320 0 С гача киздирилади. Куйма чикариб олингандан кейин пресс-колипнинг ишчи сиртига хаво пуркалади ва пресс-колипга куйма ёпишиб колишининг олдини олиш максадида махсус материал суркалади. Каво ва газлар пресс-колипнинг булинадиган сиртида жойлашган чукурлиги 0,05-0,15 мм ва кенглиги 15 мм бўлган каналлар орқали чиқарилади. Бундай машиналар мис, алюминий, магний ва рух котишмаларидан тайёрлашда кулланилади.
6-расм. Горизонтал сову^ камерали пресслайдиган машиналарда ^уйма тайёрлаш жараёнининг схемаси
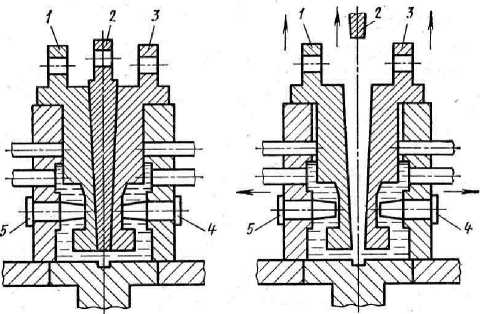
Пресслайдиган иссик камерали машиналарда (7-расм) пресслаш камераси 2 эритилган металлни қиздирувчи тигел 1 да жойлашган. Плунжернинг 3 юқоридаги ҳолатида эритилган металл тешик 4 орқали пресслаш камерасини тўлдирилади. Плунжернинг пастга харакатланишида тешик беркилади, котишма 10-30 МПа босим остида пресс-колипнинг 5 бўшлиғини тўлдиради. Қуйма қотгандан кейин плунжер бошланғич ҳолатига қайтади, эритилган металлнинг қолдиғи каналлар орқали пресслаш камерасига куйилади, куйма эса туртгич 6 ёрдамида пресс-қолипдан чиқарилади. Бундай машиналар руҳ ва магний қотишмаларидан оғирлиги бир неча граммдан 25 кг гача бўлган қуймалар таёрлашда ишлатилади.
Босим остида қуйиш усулидан оммавий ва йирик сериали ишлаб чиқаришларда девор қалинлиги 0,8 мм гача бўлган қуймаларни юқори улчам аниклигида ва кичик сирт Fадир-будурлигида пресс-колип бўшлиғига аниқ ишлов берилганлиги ва ялтиратилганлиги ҳисобига тайёрланади. Босим остида куйиш усулининг камчиликлари: пресс-колип ва жиҳозлар нархининг юқорилиги; қуйманинг габарит ўлчамлари ва оғирлигини чегараланганлиги; қуймада детал мустахкамлигини камайтирадиган х,аво говакларининг мавжуд булиши ва бошкалардир.
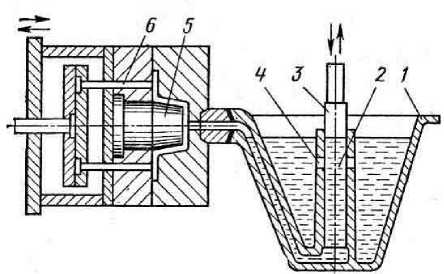
7-расм. Иссиц камерали преслайдиган машиналарда цуйма тайёрлаш жараёнининг схемаси
Марказдан қочирма усулида қуйиш
Марказдан кочирма усулида котишма айланувчи ^олипга қуйилади; қуйма шакли марказдан қочирма куч таъсирида ҳосил бўлади, натижада юқори зичликдаги ва юқори механик хоссаларга эга бўлган куйма тайёрланади.
Марказдан қочирма усулда қуймалар металл, қумли, қобиқ қолипларда ва эрувчан моделли қолипларда горизонтал ёки вертикал ўқ буйича айланадиган марказдан кочирма машиналарда тайёрланади.
Чўяндан сув қувурларини горизонтал ўқ бўйича айланадиган машиналарда тайёрлашда (8-расм, а) изложница 2 таянч роликлар 3 га ўрнатилади ва кожух 6 билан беркитилади. Изложница 2 электродвигател 1 ёрдамида айланма харакатланади. Эритилган металл тарнов 3 орқали ковш 4 дан қуйилади. Тарнов 3 чўянни қуйиш жараёнида бир текис деворли қуйма 5 олиш учун стрелкада кўрсатилган йўналиш бўйича харакатланади. Қувурнинг тиргагини ҳосил қилиш учун қумли ёки қобиқли ўзак 8 фодаланилади. Қуйилган чўян қотгандан кейин трубани изложницадан олинади. Ушбу машиналарда втулка, ҳалқа ва шунга ўхшашлар қуймалар тайёрланади.
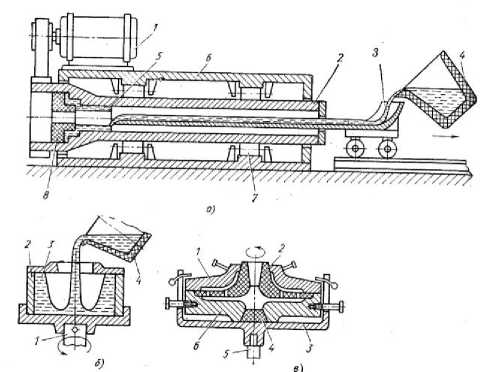
8-расм. Марказдан цочирма цуйиш усулида цуймалар тайёрлаш жараёнларининг схемалари
Вертикал ўқ бўйича айланадиган қолипли машиналарда қуйма олишда (8-расм, б) эритилган металл электродвигател ёрдамида айланадиган шпиндел 1 га маҳкамланган қолип 2 га ковш 4 дан қуйилади. Эритилган металл марказдан қочма куч таъсирида изложницанинг ён деворларига сикилади. ^олип металл котиб булгунича айланади.
Қолипни айланишдан тўхтатилганидан кейин қуйма 3 чиқариб олинади. Ушбу машиналарда баландлиги 500 мм дан катта бўлмаган диаметрли халкалар тайёрланади.
Ингичка деворли мураккаб бўлган ишчи ғилдиракларни вертикал ўқ буйича айланадиган машиналарда тайёрлаш схемаси (8-расм, в) да кўрсатилган.
Марказдан қочирма усулда қуйишнинг афзалликлари қуйидагилардан иборат: трубанинг ички бўшлиғини ўзакдан фойдаланмасдан ҳосил қилиш; қуйиш тизимининг бўлмаслиги қотишмани иқтисод қилиши; икки қатламли заготовкани олиш имконининг мавжудлиги, бунга қолипга турли хил қотишмаларни (пўлат ва чўян, чўян ва бронза ва бошкалар) кетма-кетликда куйиш оркали эришилади.
Узлуксиз қуйиш
Узлуксиз қуйиш жараёни қуйидагича амалга оширилади (9-расм, а): металл қабул қилгич 1 дан эритилган металл графитли насадка 2 орқали сув ёрдамида совитувчи кристализатор 3 га келади ва қуйма 4 кўринишида қотади. Қуйма 4 ни махсус мослама 5 тортади. Узун қуймаларни керакли ўлчамда қирқилади.
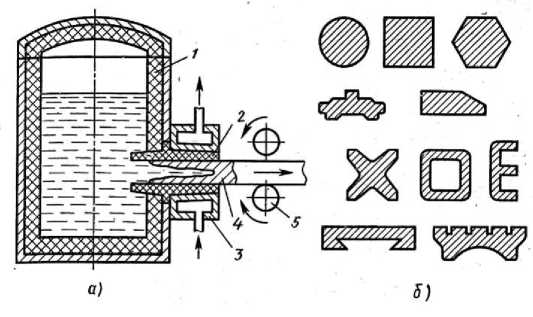
9-расм. Горизонтал ^олатда узлуксиз цуйиш схемаси (а) ва цуйма намуналар (б)
Ушбу усул ёрдамида паралеллар ҳосил қилувчи қуймалар чўян, мис, алюминий ва бошқа қотишмалардан тайёрланади. Ушбу усулда олинган қуймалар йўналтирилган қотиш шароити ҳосил қилинганлиги сабабли металлмас қўшимчаларга, чўкиш бўшлиқларига эга бўлмайди.
Фойдаланилган адабиётлар
-
1. Peter Beeley, “Foundry Technology”, Butter Worth Heinemann, 2nd ed., 2001
-
2. R. Monroe, “Porosity in Castings”, American Foundry Society, Paper 05-245(04), 2005
-
3. Dr. R.L. Naro, “Porosity Defects in Iron Castings from Mould-Metal Interface Reactions” Paper (99-206) March 15, 1999 http://www.cn-steelpipe.net/stainless-steel-news/IC44D.html Casting Defects in Steels”, Update 2008-7-21
-
4. Бекмирзаев Ш., Саидмахамадов Н., Убайдуллаев М. Теория и практика современной науки №6(1), август, 2016 г. стр 112-115.
"Экономика и социум" №4(59) 2019
Список литературы Улучшение подготовки технологий методом специального сливания
- Peter Beeley, "Foundry Technology", Butter Worth Heinemann, 2nd ed., 2001
- R. Monroe, "Porosity in Castings", American Foundry Society, Paper 05-245(04), 2005
- Dr. R.L. Naro, "Porosity Defects in Iron Castings from Mould-Metal Interface Reactions" Paper (99-206) March 15, 1999 http://www.cn-steelpipe.net/stainless-steel-news/IC44D.html Casting Defects in Steels", Update 2008-7-21
- Бекмирзаев Ш., Саидмахамадов Н., Убайдуллаев М. Теория и практика современной науки №6(1), август, 2016 г. стр 112-115.
