Уменьшение влияния магнитного дутья на пространственное положение дуги при сварке

Автор: Смирнов И.В., Захаренко А.И., Фюссель У.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.12, 2010 года.
Бесплатный доступ
В данной статье рассмотрено влияние магнитного дутья на пространственное положение дуги при сварке. Предложен подход, позволяющий устранить эффект магнитного дутья сварочной дуги под действием внешних магнитных полей.
Сварка, изделие, пространственное положение дуги, магнитное дутье, внешнее магнитное поле, собственное магнитное поле, токоподвод
Короткий адрес: https://sciup.org/148205491
IDR: 148205491 | УДК: 621.791.75
Reduction of influence magnetic arc-blow by spatial position of the arc at welding
In this article we it is considered influence of magnetic arc blow by spatial position of the arc at welding. The offered approach which allows to eliminate effect of magnetic arc blow weld arc under the influence of external magnetic fields.
Текст научной статьи Уменьшение влияния магнитного дутья на пространственное положение дуги при сварке
При сварке металлических конструкций часто возникает необходимость устранения эффекта “магнитного дутья”. Проявление данного эффекта препятствует нормальному процессу сварки (горение дуги становится нестабильным, расплавленный металл разбрызгивается), что приводит к образованию дефектов в сварном соединении. Это связано с воздействием на сварочную дугу магнитных полей от посторонних источников, вызывающих намагниченность свариваемого металла. Магнитное поле сварочной дуги, взаимодействуя с магнитным полем от посторонних источников, создаёт результирующее поле, приводящее к отклонению сварочной дуги от вертикальной оси под действием силы F1 (рис. 1). Особенно сильное влияние внешних магнитных полей проявляется в глубоких и узких местах сварного соединения, а именно при сварке корня шва. При сварке последующих слоев магнитный поток шунтируется металлом ранее выполненных проходов [1, 2].
Результаты некоторых исследований [1, 2] свидетельствуют о том, что сварка обычно происходит нормально в диапазоне значений магнитной индукции внешнего магнитного поля от -2 до 2 мТл. В этом случае проявление магнитного дутья очень слабое и не оказывает влияние на процесс сварки. Влияние магнитного поля на процесс сварки заметно проявляется в диапазонах индукции от -4 до -2 мТл и от 2 до 4 мТл. При наличии магнитных полей с индукцией более 4 или менее -4 мТл может произойти обрыв дуги.
магнитное поле в ферромагнитных изделиях [1, 2]. Применение этих подходов влечёт за собой необходимость использования дополнительных размагничивающих устройств и приспособлений (часто достаточно дорогих), а также приво-
Рис. 1. Схема возникновения эффекта магнитного дутья, при взаимодействии собственного магнитного поля дуги (B1) и магнитного поля изделия (B2):
1 – контакт подвода тока к изделию; Iсв – сварочный ток; F1 – результирующая сила, действующая на сварочную дугу в зоне взаимодействия двух полей
дит к включению в технологический процесс получения сварного соединения дополнительных операций, или даже целых дополнительных технологических процессов. Основу существующих подходов составляет принцип наложения на зону сварки третьего (компенсирующего) магнитного поля, которое создаётся с помощью дополнительных технических устройств: соленоидов с током, постоянных магнитов и пр.
В данной работе предлагается подход, позволяющий компенсировать действие внешнего магнитного поля на сварочную дугу, за счёт использования только внутренних резервов сварочной системы, без использования дополнительных технических устройств и технологических операций. При этом принцип компенсации действия внешнего магнитного поля остаётся тем же, т.е. наложение на зону сварки третьего (компенсирующего) магнитного поля. Как известно, магнитное дутьё может быть вызвано несимметричным (относительно оси электрода)
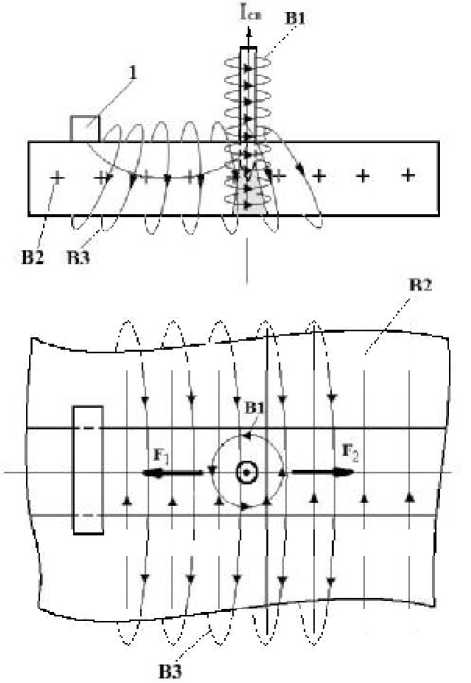
Рис. 2. Схема компенсации магнитного дутья с помощью магнитного поля тока, протекающего по изделию (B3):
1 – контакт подвода тока к изделию; Iсв – сварочный ток; F1 – сила, действующая на сварочную дугу, и возникающая при взаимодействии полей с индукцией B1 и B2; F2 – сила, действующая на сварочную дугу, и возникающая при взаимодействии полей с индукцией B1 и B3
расположением контакта подвода тока к изделию. Этот эффект вызван взаимодействием собственного магнитного поля дуги, с магнитным полем тока протекающего по изделию. Предлагается использовать в качестве третьего (компенсирующего) магнитного поля именно магнитное поле тока, протекающего через изделие (рис. 2). Использование магнитного поля тока протекающего по изделию позволяет создать силу F2, противоположно направленную силе F1. Когда величина этих сил сравнивается, то происходит выравнивание пространственного положения дуги, и её ось располагается в вертикальной плоскости. Это позволит избежать необходимости создания компенсирующего поля за счёт дополнительных намагничивающих систем и использования для этих целей дополнительных технологических операций. При этом достаточно знать, в каком месте на поверхности изделия необходимо расположить токоподвод. Место приложения будет характеризоваться двумя параметрами – направлением и расстоянием от оси электрода до токоподвода.
Исходя из известных данных [2], токоподвод должен быть, размещён на поверхности изделия в направлении, совпадающем с направлением отклонения дуги от вертикальной оси. Для оценки расстояния, на котором нужно расположить токоподвод от оси электрода, при различных значениях сварочного тока в цепи и величине индукции магнитного поля, были проведены экспериментальные исследования.
Для проведения экспериментов было решено создавать намагниченность изделия искусственно, за счёт помещения его в магнитное поле соленоида, намотанного на изделие. Для соленоида использовался провод сечением 7 мм2. Для измерения величины индукции магнитного поля использовали магнитометр марки HB-1200С.
Для создания внешнего магнитного поля в разделке кромок были исследованы две схемы намагничивания изделия, которые показаны на рис. 3.
Эксперименты проводились на образцах в виде труб 15908 мм и пластин толщиной 8 и 12 мм из стали 10 с V-образной разделкой кромок.
При намагничивании изделия по схеме (рис. 3а) с каждой стороны трубы, или пластины, наматывали провод. Через соленоид пропускали ток, в результате чего происходило намагничивание изделия. С помощью магнитометра НВ-1200С измеряли индукцию магнитного поля на поверхности изделия и в разделке кромок. По полученным экспериментальным данным строили картину распределения магнитной индукции, принципиальный вид которой представлен на рис. 4.
Из графиков на рис. 4 видно, что индукция магнитно поля в разделке кромок равна нулю.
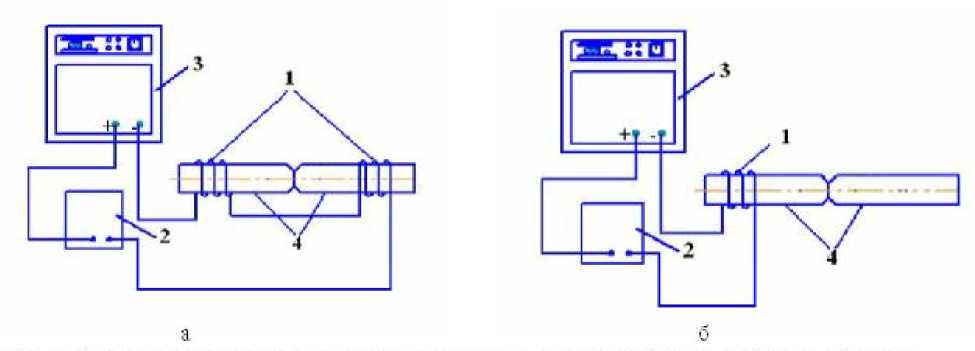
Рис. 3. Схемы создания индукции магнитного поля:
а – намагничивание двух труб, проводом намотанным с 2-х сторон стыка; б – намагничивание труб проводом намотанным с одной стороны стыка: 1 – кабель сечением 7 мм2, 2 - балластный реостат для регулировки тока протекающего в проводе, 3 – источник питания, 4 – труба
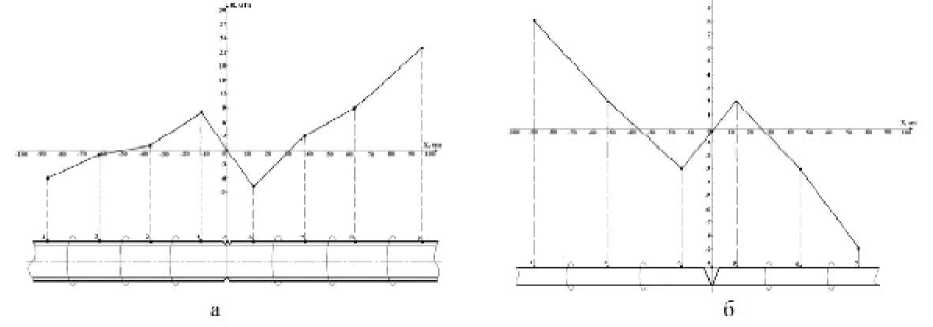
Рис. 4. Зависимость индукции магнитного поля от расстояния вдоль оси изделия, когда провод намотан с двух сторон от стыка: а – изделие в виде трубы; б– изделие в виде пластины
Однако в реальных условиях при сварке намагниченного изделия индукция магнитного поля в разделке кромок отлична от нуля. Поэтому была рассмотрена вторая схема намагничивания изделия с целью создания индукции магнитного поля в разделке кромок.
Для этого соленоид размещали с одной стороны изделия по схеме рис. 3 б. Принципиальная картина распределения индукции магнитного поля по длине изделия представлена на рис. 5.
Из графиков на рис. 5 видно, что при данной схеме намагничивания индукция магнитного поля в разделке кромок труб отлична от нуля.
Для проведения дальнейших экспериментов выбирали методику намагничивания изделия и создания индукции магнитного поля в разделке кромок, при которой соленоид размещён вокруг изделия с одной стороны стыка.
Для дальнейших исследований необходимо установить область, в пределах которой наблюдается воздействие внешнего магнитного поля на сварочную дугу. Эта область будет ограничивать- ся, с одной стороны, сочетанием величины сварочного тока и величины индукции внешнего магнитного поля, при котором начинает проявляться эффект отклонения дуги, а с другой стороны, сочетанием этих же параметров, при которых происходит обрыв сварочной дуги.
Для проведения экспериментальных исследований использовали трубу 15908 из стали 10 с V-образной разделкой кромок. Трубу намагничивали по схеме на рис. 5а. При проведении исследования дискретно увеличивали силу сварочного тока дуги от 60 до 200 А с шагом 20 А. Эксперимент заключался в том, что при фиксированном значении сварочного тока производили постепенное увеличение индукции магнитного поля в разделке кромок путём, плавного увеличения силы тока в соленоиде. С помощью магнитометра НВ-1200С, определяли значение индукции магнитного поля при котором начинает визуально наблюдаться эффект отклонения сварочной дуги. Затем в соленоиде увеличивали ток до тех пор, пока не происходил обрыв дуги, и замеряли значение магнитной индук-
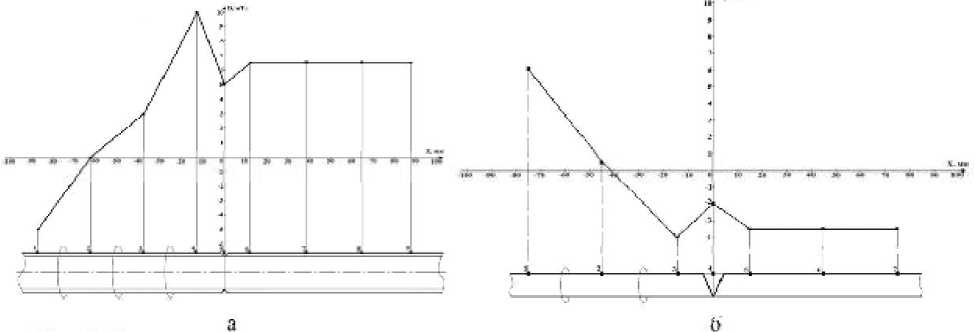
Рис. 5. Зависимость индукции магнитного поля от расстояния вдоль оси изделия, когда провод намотан с одной стороны от стыка: а – изделие в виде трубы; б– изделие в виде пластины
ции внешнего поля, воздействие которого привело к обрыву дуги. Наличие отклонения и обрыва дуги в разделке кромок при воздействии индукции магнитного поля определяли визуально. Результаты эксперимента приведены на рис. 6.
Далее приступили к решению задачи, непосредственно направленной на определение расстояния от оси электрода до места приложения контакта токоподвода к изделию, при котором бы удалось компенсировать действие на дугу внешнего магнитного поля, в пределах области выделенной на рис. 6.
В процессе проведения эксперимента дискретно изменяли силу сварочного тока от 60 до 200 А с шагом 20А. Для каждого фиксированного значения сварочного тока дискретно увеличи- вали значение индукции магнитного поля от минимально возможного, определённого по рис. 6, с шагом 3 мТл. При каждом сочетании силы rs^B. Ml л сварочного тока и величины индукции внешнего магнитного поля подбирали такое расстояние от оси электрода до токоподвода, при котором дуга начинала гореть по центру стыка, а не на одну из свариваемых кромок. В результате чего определили область применения предлагаемого нами метода компенсации действия внешнего магнитного поля на дугу.
Результаты эксперимента были представлены в виде уравнения регрессии (1), которое позволяет рассчитать расстояние от оси электрода до токоподвода, при котором при заданном сочетании силы сварочного тока (в диапазоне 60 – 200А) и величины магнитной индукции внешнего магнитного поля (в диапазоне 0,7 – 6 мТл)
достигается выравнивание пространственного положения дуги по центру стыка.
h = 64,4 -0,11. I -9,48 • B + 0,014 • I • B .(1)
59 5 JSl
4е 5
28.5
31 МЛ
10.5
* '6 64 ^2 К »5 184 112 128 US 144 152 .60 168 1’6 184 192 «0 20$
Рис. 6. Область, в пределах которой наблюдается воздействие внешнего магнитного поля на сварочную дугу:
-
1 – зависимость индукции внешнего магнитного поля, при которой начинает наблюдаться отклонение сварочной дуги от вертикали, от силы сварочного тока; 2 – зависимость индукции внешнего магнитного поля, при которой происходит обрыв сварочной дуги, от силы сварочного тока.
– область эффективного применения предлагаемого в работе подхода
h – расстояние от токоподвода до оси электрода, мм; В – индукция внешнего магнитного поля, мТл; Iсв – сила сварочного тока, А
Результаты эксперимента графически представлены на рис. 7.
В результате проведения эксперимента установили, что предлагаемый нами подход может быть эффективно использован для компенсации действия внешнего магнитного поля на пространственное положение дуги, только при величине индукции внешнего магнитного поля не более 6 мТл (см. рис. 6, заштрихованная область). При большей величине индукции магнитного поля в разделке применение предлагаемого подхода для устранения действия внешнего магнитного поля на сварочную дугу не эффективно.
На основании полученных данных были составлены рекомендации по практическому использованию полученных результатов в виде производственной инструкции.
ВЫВОДЫ
-
1. Предложен подход, позволяющий устранить эффект магнитного дутья сварочной дуги под действием внешних магнитных полей без применения дополнительных технических устройств и технологических мероприятий, за счёт рационального расположения на поверхности изделия контакта токоподвода.
-
2. Предлагаемый подход может быть эффективно использован для борьбы с магнитным дутьём при величине индукции внешнего магнитного поля до 6 мТл.
-
3. В результате проведённых исследований получены практические рекомендации по применению предлагаемого подхода для борьбы с магнитным дутьём. Полученные рекомендации обобщены в виде производственной инструкции.
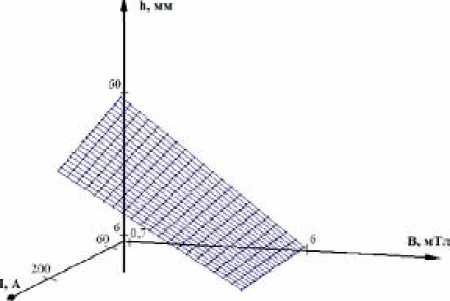
Рис. 7. Зависимость расстояния (h) от оси электрода до токоподвода, при котором удаётся стабилизировать пространственное положение дуги по центру стыка, при воздействии на неё внешнего магнитного поля индукцией B, и при силе тока в сварочной цепи Iсв
Работа выполнена в рамках реализации совместной программы “Михаил Ломоносов II” Министерства образования и науки РФ и Германской службы академических обменов DAAD (Michail-Lomonosov-Forschungsstipendien und -aufenthalte).
Список литературы Уменьшение влияния магнитного дутья на пространственное положение дуги при сварке
- Корольков П.М. Природа возникновения и методы устранения магнитного дутья при сварке//Сварочное производство. 1998. №5. С. 6-8.
- Корольков П.М. Причины возникновения магнитного дутья при сварке и способы его устранения//Сварочное производство. 2004. №3. С. 38-40.
- Яворский Б.М., Детлаф А.А. Справочник по физике. М.: Наука, 1968. С. 940.
- Повышение пространственной устойчивости дуги на кромках при сварке корня шва/В.П. Сидоров, И.В. Смирнов, Н.Е. Машнин, А.И. Захаренко, И.В. Толстошеев//Современные проблемы повышения эффективности сварочного производства: сборник статей по докладам Всероссийской НТК. Ч.1. Тольятти: ТГУ, 2006. С. 141 -144.
