Управление качеством продукции на основе контроля качества исполнения рабочего процесса

Автор: Е.С. Постникова, Н.А. Яроцкая, А.Р. Кошевой, В.А. Васильев, С.В. Александрова
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
В статье рассмотрена задача обеспечения качества деталей на основе контроля качества рабочего процесса и принятия на его основе решения о работоспособности оборудования. Обоснована актуальность исследования взаимосвязей показателей качества выпускаемой продукции и показателей технического состояния оборудования, а также разработки соответствующих методов диагностики, учитывающих эти взаимосвязи, основанных на непрерывном мониторинге работоспособности оборудования, анализе и обработке данных в автоматизированном режиме, позволяющих прогнозировать: остаточный ресурс работоспособности деталей и узлов станка при различных условиях резания, стойкость инструмента, качество получаемых поверхностей на всем протяжении механической обработки. Представлен аналитический обзор методов безразборной диагностики, которые разработаны с целью управления жизненным циклом оборудования, используемых на практике для организации технического обслуживания и ремонта (ТОиР) оборудования по состоянию на основе оценки «исправное / неисправное». Предложено для обеспечения заданного качества обработки «своевременность» выполнения ТОиР определять на основе выводов о состоянии оборудования по признаку «работоспособное / неработоспособное». При этом актуальной предложено считать задачу разработки метода диагностики состояния оборудования в условиях под нагрузкой и определения критических режимов обработки, таких, при которых из-за вибрации, вызванной износом деталей и узлов станка, показатели качества детали не будут удовлетворять допустимым пределам. Предпочтительные (рациональные по критерию обеспечения качества обработки) и критические режимы резания предлагается определять на основе экспериментальных данных и их численной обработки. Представлено описание и алгоритм проведения эксперимента. Предложен перечень возможных решений и мероприятий по управлению качеством изделий для случая, когда уровень вибрации превышает предельное значение. Определены направления развития предложенного метода контроля качества для практического применения на предприятиях машиностроения.
Технологическая система, управление качеством изделия, контроль качества, работоспособность оборудования, методы безразборной диагностики, критические режимы обработки, вибрации, техническое обслуживание и ремонт, ремонт по состоянию
Короткий адрес: https://sciup.org/148332843
IDR: 148332843 | УДК: 658.56:658.5.012.7 | DOI: 10.37313/1990-5378-2025-27-6-45-54
Product Quality Management Based on Monitoring the Working Process Execution Quality
The article addresses the task of ensuring part quality based on monitoring the working process quality and using it to make decisions about equipment serviceability. The relevance of the research is justified, focusing on the relationships between product quality indicators and equipment technical condition indicators, as well as the development of diagnostic methods that consider these relationships. These methods are based on continuous monitoring of equipment serviceability, automated data analysis and processing, enabling the forecasting of: the residual service life of machine components and assemblies under various cutting conditions, tool life, and the quality of machined surfaces throughout the mechanical processing. An analytical review of non-disassembly diagnostic methods is presented, which are developed for equipment lifecycle management and used in practice to organize Maintenance and Repair (M&R) based on a “serviceable / faulty” condition assessment. To ensure the required processing quality, it is proposed to determine the “timeliness” of M&R based on conclusions about the equipment condition according to the “operable / inoperable” criterion. In this context, the task of developing a method for diagnosing equipment condition under load and determining critical processing regimes is considered relevant. These are regimes where, due to vibration caused by wear of machine components and assemblies, the part quality indicators will not meet acceptable limits. Preferred (rational in terms of ensuring processing quality) and critical cutting regimes are proposed to be determined based on experimental data and their numerical processing. A description and algorithm for conducting the experiment are provided. A list of possible solutions and measures for product quality management is proposed for the case when the vibration level exceeds the limit value. Directions for the development of the proposed quality control method for practical application at engineering enterprises are identifed.
Текст научной статьи Управление качеством продукции на основе контроля качества исполнения рабочего процесса
Когда говорят о сохранении работоспособности оборудования, планировании сроков его технического обслуживания и ремонта, часто имеют в виду предотвращение его аварийных остановок и внезапных отказов из-за выхода из строя каких-либо узлов или деталей.
В соответствии с ГОСТ Р 27.102–2021 работоспособным считается состояние объекта, в котором значения всех параметров, характеризующих его способность выполнять заданные функции, соответствуют требованиям нормативной и технической документации.
При проведении исследований можно оценивать работоспособность технологической системы (ТС), в которую входят станок, приспособление, инструмент, предмет труда (и, в общем случае, рабочий), как отдельно по ее способности обеспечивать требуемый уровень качества изготовленной продукции или по параметрам производительности, так и по обоим свойствам одновременно с учетом зависимости между ними.
В определенные моменты времени технологическая система может быть работоспособна по параметрам (показателям) качества и неработоспособна по параметрам производительности (и наоборот). В каждом из этих случаев технологическую систему следует считать неработоспособной.
Таким образом, управление работоспособностью ТС должно быть основано на исследовании взаимосвязей показателей качества выпускаемой продукции и показателей технического состояния оборудования, применении соответствующих методов диагностики, учитывающих эти взаимосвязи.
В условиях цифровой трансформации машиностроения особое значение имеет разработка методов диагностики, основанных на непрерывном мониторинге работоспособности оборудования, анализе и обработке данных в автоматизированном режиме, позволяющих прогнозировать:
-
- остаточный ресурс работоспособности деталей и узлов станка при различных условиях резания (при обработке различных материалов, использовании различных режимов резания, разных видов смазочно-охлаждающих жидкостей (СОЖ) и др.);
-
- стойкость инструмента;
-
- качество получаемых поверхностей на всем протяжении механической обработки.
Анализ и структурирование этих данных позволит решить важную задачу выбора наиболее рациональных (обеспечивающих сбалансированные показатели качества продукции, производительности и экономичности) режимов обработки и видов СОЖ при изготовлении изделия на конкретном станке.
ОСНОВНАЯ ЧАСТЬ
При проектировании деталей машиностроительных изделий задаются определенные требования к физико-механическим свойствам материала, точности размеров и формы, шероховатости поверхностей. Эти установленные требования должны быть обеспечены при технологической обработке. Однако в процессе изготовления деталей на металлорежущих станках нельзя обеспечить абсолютно точное их выполнение. Возникают погрешности в размерах, форме поверхностей и взаимном их расположении.
Для обеспечения точности обработки учитывают причины возникновения погрешностей. Известно, что «погрешности обработки возникают: вследствие неточности оборудования и инструмента, от упругих деформаций узлов станка и инструмента, от износа инструмента, от температурных деформаций, от неточности установки и настройки и проч.» [1].
Проверка оборудования на геометрическую точность выполняется первоначально заводом-изготовителем, затем методами диагностики в процессе эксплуатации, а также после каждого ремонта. Однако рассчитывать погрешности изготовления деталей на основании общих норм точности станков не рекомендуется, так как, во-первых, конкретный станок может иметь большие или меньшие погрешности в пределах допусков, предусмотренных государственным стандартом, например, ГОСТ 18097-2024 «Межгосударственный стандарт. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности» и нормативной документацией, во-вторых, «работающие станки изнашиваются, расшатываются и вследствие этого теряют свою первоначальную точность» [1, 2].
Состояние всей технологической системы (ТС) изменяется во времени в процессе работы. Жесткость системы СПИД после определенного количества рабочих циклов может понизиться, появляются температурные деформации узлов станка, инструмента и заготовки, износ инструмента, а также деталей и узлов станка, которые зависят от режимов обработки (силового и температурного факторов технологической операции) и времени работы ТС под нагрузкой.
Таким образом, погрешности обработки зависят как от начального состояния ТС, так и от его изменения с течением времени (в процессе обработки).
Возможные отклонения от заданных конструктивных параметров изготавливаемой детали ограничиваются допусками. Чтобы при обработке соблюдались установленные требования по точности и чистоте поверхности обычно используются теоретические расчеты погрешностей установки заготовки и настройки ТС, а также результаты экспериментальных исследований и проверок станка на геометрическую точность по ГОСТ ISO 230-1-2018 «Межгосударственный стандарт. Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях».
Предусмотренные ГОСТ ISO 230-1-2018 проверки в основном контролируют точность выполнения и сборки отдельных узлов, а также станка в целом, но прямо не характеризуют погрешности обработки на этих станках.
Существуют сложные зависимости точности механической обработки деталей от факторов технологического процесса. «Часть этих факторов носит случайный характер, не подчиняясь видимым закономерностям, а часть оказывает влияние на точность механической обработки в совершенно определенном направлении и в определенной строгой закономерности (систематические погрешности изготовления)» [1].
Состояние технологической системы (ТС), характеризующее ее работоспособность, является наиболее значимыми фактором, влияющим на отклонение от заданных параметров обработки.
В настоящее время существует множество методов безразборной диагностики состояния оборудования (основного элемента ТС), которые разработаны с целью управления его жизненным циклом. Наиболее распространенными можно считать методы вибродиагностики [3, 4], к числу которых относятся:
^ Метод измерения общего уровня шума или вибрации (виброакустическая диагностика) основан на регистрации, измерении и анализе параметров виброакустических колебаний, возникающих при работе контролируемого объекта [5]. «Обеспечивает высокую точность измерений при правильной калибровке оборудования» [4].
^ Метод измерения ударных импульсов основан на измерении амплитуды только ударных импульсов [6], что значительно снижает его эффективность и ограничивает применение, так как не все дефекты деталей и узлов приводят к появлению таких импульсов. Кроме того, этот метод не позволяет определять вид дефекта [4].
^ Метод спектрального анализа основан на исследовании явления изменения магнитного потока в зазоре электрической машины, вызванного возмущениями в работе узлов металлорежущих станков [3]. Данный метод позволяет на основе анализа частотного состава сигнала выявлять повышенные амплитуды вибрации на частотах, совпадающих с частотами контролируемых элементов, предположительно имеющих повреждения, а также на резонансных частотах и в результате идентифицировать дефекты на различных стадиях их развития (кроме начальной стадии, когда дефект – незначительный) [4, 7].
^ Метод спектрального анализа огибающей высокочастотной вибрации позволяет обнаруживать дефекты в начальной стадии, определять тип дефекта, прогнозировать остаточный ресурс контролируемого объекта на основе анализа интенсивности развития его дефектов [8].
^ Кепстральный анализ основан на анализе частоты вращения. «Для оценки состояния оборудования используются нелинейные преобразования, такие как логарифмирование спектра с последующим преобразованием Фурье, то есть получение вторичного спектра или кепстра» [4]. Метод позволяет выявлять неисправности на ранней стадии.
^ Метод пик-фактора [4];
^ Статистический анализ [4];
^ Частотная селекция [4].
Примером высокоточной диагностики может служить методика [9], апробированная на практике в ФГУП «НПО «Техномаш». Применение данной методики позволяет установить причину повышенной вибрации станка, и конкретные детали или узлы станка, которые влияют на точность обработки и могут вносить определенный вклад в уровень вибраций. При этом выявляются:
-
- бездефектные элементы;
-
- элементы, имеющие допустимый износ или дефект сборки;
-
- элементы, вибрации которых превышают допустимые пределы. Такие детали или узлы подлежат замене или требуют срочного устранения дефектов сборки (например, перекосы, несоосность и т.д.) [9].
В условиях развития цифровых технологий получили развитие методы интеллектуальной диагностики с применением преобразований сигналов и глубоким машинным обучением, использованием нейросетей [3, 10, 11], интернета вещей [12], цифровых двойников станков [13–17].
Рассмотренные методы позволяют оценить техническое состояние основных узлов оборудования в текущий момент времени, спрогнозировать их остаточный технический ресурс до выхода из строя и предложить сроки вывода оборудования в техническое обслуживание и ремонт (ТОиР). Результаты диагностики используются для принятия решения о состоянии оборудования по признаку «исправное / неисправное».
Несмотря на важность данной задачи, основную цель диагностики состояния оборудования и его узлов следует видеть в обеспечении заданного качества обработки. Тогда «своевременность» выполнения ТОиР будет определяться на основе выводов о состоянии оборудования: «работоспособное / неработоспособное» по показателям качества и/или производительности.
Применяемые на практике методы вибродиагностики в основном предполагают проведение исследований на холостом ходу или в квазистационарных условиях. При этом под нагрузкой и с течение времени картина амплитудно-частотных характеристик может меняться, вибрации элементов ТС могут усиливаться, что в результате скажется на точности обработки и значении других показателей качества детали.
Рассматривая качество деталей, получаемое в результате механической обработки, недостаточно уделять внимание только обеспечению показателей точности размеров и формы (макрогеометрии). Также следует учитывать показатели микрогеометрии поверхностного слоя детали (шероховатость), структурное состояние материала с фазовыми переходами по толщине (количество образуемых или развивающихся под воздействием сил резания дефектов), напряженное состояние и изменение структуры материала в приповерхностном слое в результате обработки, так как эти показатели качества значительно влияют на эксплуатационные характеристики детали.
В связи с этим актуальной можно считать задачу разработки метода диагностики состояния оборудования в условиях под нагрузкой и определения критических режимов обработки, таких, при которых из-за вибраций в ТС данные показатели качества не будут удовлетворять допустимым пределам.
Предпочтительные (рациональные по критерию обеспечения качества обработки) и критические режимы резания могут быть определены для конкретного станка (находящегося в текущем техническом состоянии) на основе экспериментальных данных и их численной обработки.
Основная идея предлагаемого эксперимента заключается в следующем.
Рассматривается система «станок – приспособление – инструмент – заготовка – СОЖ» в целом.
Обработка тестовых образцов проводится множество раз при различных режимах резания. При этом материал и размер заготовки, характеристики режущего инструмента, СОЖ, приспособление и прочие элементы условно считаются неизменными. Основная цель – установить взаимозависимость между параметрами нагружения и частотными характеристиками вибраций станка, получаемыми в результате вибродиагностики. Вибрация здесь рассматривается как отклик системы на внешнее воздействие и средство контроля качества исполнения рабочего процесса.
По окончании технологической операции оценивается качество полученной детали (по всем параметрам), и фиксируются параметры вибрации обрабатываемой детали (шпинделя токарного станка) или инструмента (например, в случае фрезерования).
Вибрации необходимо измерять в процессе обработки на рабочих режимах. Далее устанавливается взаимосвязь режимов резания и вибрации на данном конкретном станке. В зависимости от выполнения требований по качеству режимы резания считаются рациональными, вибрации при данных режимах обработки – допустимыми (если все требования выполняются), в противном случае, когда хотя бы по одному из параметров качества требования не выполняются, режимы обработки признаются критическими, вибрации недопустимыми.
В дальнейшем, при выполнении технологической операции на рациональных режимах, изменение амплитудно-частотной характеристики (АЧХ) вибрации сигнализирует о том, что «что-то пошло не так», т.е. при данных режимах качество обрабатываемой детали может оказаться неудовлетворительным. И если «геометрию» можно измерить даже во время процесса, то для оценки структуры материала, остаточных напряжений, а также количества дефектов и степени их влияния на эксплуатационные показатели детали потребуются лабораторные исследования, например, проведение металлографического анализа.
Измерение уровня вибрации под нагрузкой выступает средством контроля качества продукции и определения момента времени, когда техническое состояние оборудования требует принятия мер по снижению вибраций (проведения ТОиР).
Алгоритм проведения эксперимента представлен на Рисунке 1.
Первая итерация эксперимента проводится с режимами, рекомендованными в литературе.
При этом глубина резания при черновом точении и отсутствии ограничений по мощности оборудования и жесткости системы СПИД принимается равной припуску на обработку:

где D – диаметр заготовки, мм;
d – диаметр обработанной детали, мм.
При чистовом точении припуск рекомендуется срезать за два прохода и более. На каждом последующем проходе назначают меньшую глубину резания, чем на предшествующем. Выбор глубины резания зависит от требований по чистоте поверхности. Так при параметре шероховатости обработанной поверхности Ra ≤3,2 мкм включительно h =0,5 ÷ 2,0 мм; Rа ≥ 0,8 мкм, h =0,1 ÷ 0,4мм [18].
Рекомендуемое значение подачи определяют в зависимости от глубины резания, учитывая материал, вид обработки, характеристики инструмента, жесткость системы СПИД по справочным таблицам.
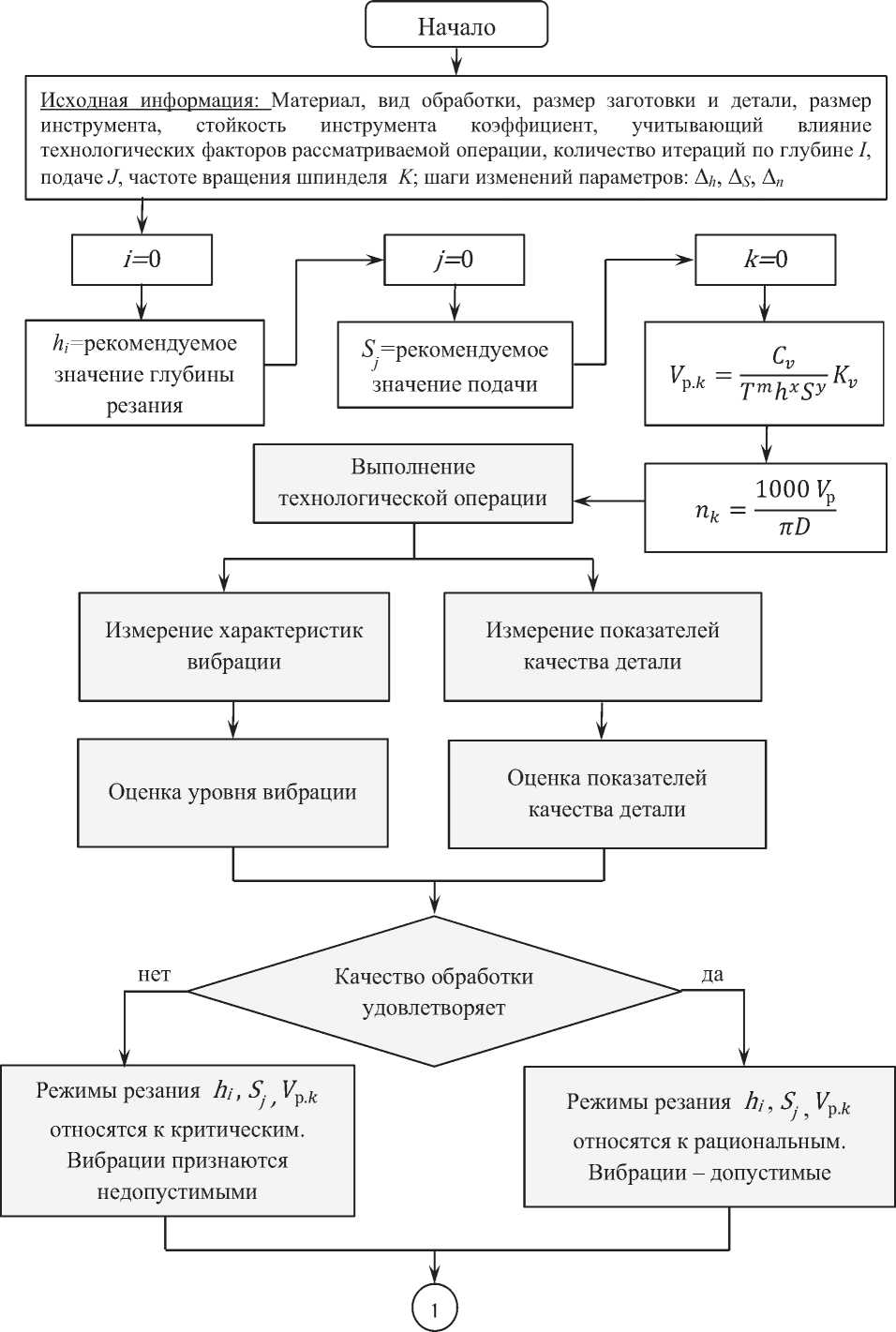
Рисунок 1 – Алгоритм проведения эксперимента по определению рациональных и критических режимов резания
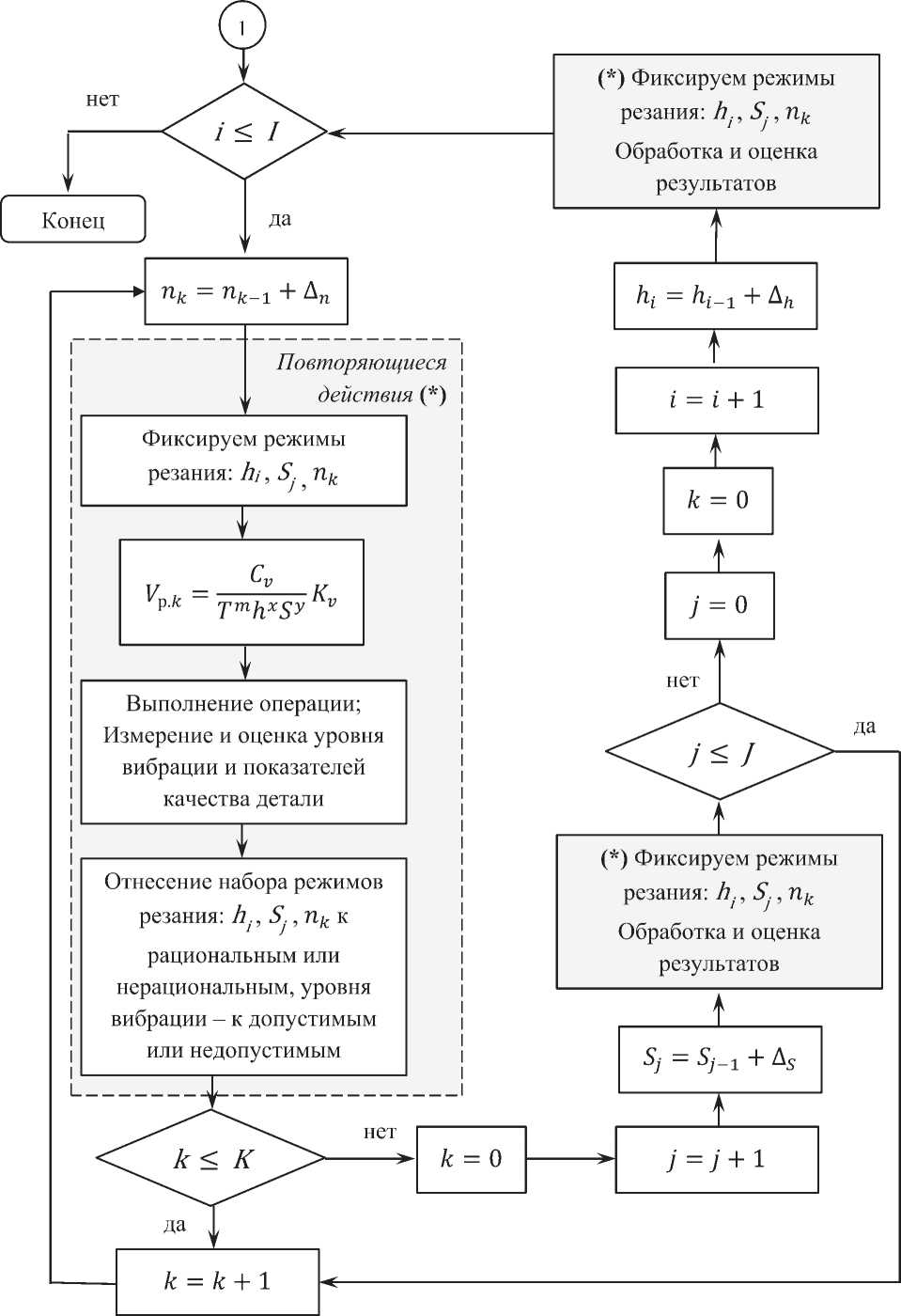
Рисунок 1 – Алгоритм проведения эксперимента по определению рациональных и критических режимов резания (окончание)
Скорость резания также предлагают выбирать по справочным таблицам, например, «ее определяют материалом заготовки, материалом резца и типом обработки… например, для стали 45 – это 130 – 200 м/мин, для нержавейки — 80–150 м/мин, для алюминия — 400–800 м/мин. Черновая обработка требует скорости ниже, чистовая – выше.» [].
Скорость может быть рассчитана по известной формуле:
, где n – частота вращения шпинделя, об./мин.
Или по эмпирической формуле []:
V = К
, где Cv – это безразмерная константа, зависящая от различных аспектов обработки;
T – нормативное время стойкости инструмента;
h – глубина резания;
S – подача;
Кv – сводный коэффициент, учитывающий влияние технологических факторов рассматриваемой операции.
, где – коэффициенты, учитывающие влияние материала заготовки; со стояния поверхности; материала инструмента; вида обработки; углов в плане резцов и радиуса при вершине резца, соответственно;
– коэффициенты изменения стойкости инструмента и периода стойкости в зависимости от числа одновременно обслуживаемых станков, соответственно (учитываются при многоинструментной обработке и многостаночном обслуживании, когда период стойкости увеличивают) [18].
Показатели степени х , у , и m зависят от материала, вида обработки, материала режущей части инструмента, величины подачи. Пример значений данных показателей приведен в Таблице 1 [18].
Таблица 1 – Значения коэффициента Сv и показателей степени в формулах скорости резания при обработке резцами
|
Вид обработки |
Материал режущей части резца |
Характеристика подачи |
Коэффициент и показатели степени |
|||
|
C v |
x |
y |
m |
|||
|
Обработка конструкционной углеродистой стали, о в = 750 МПа |
||||||
|
Наружное продольное точение проходными резцами |
Т15К6* |
s до 0,3 s св. 0,3 до 0,7 s > 0,7 |
420 350 340 |
0,15 |
0,20 0,35 0,45 |
0,20 |
Среднее значение стойкости инструмента Т при проведении серии экспериментов может быть принято на основе практического опыта (например, 60 мин – при обработке одним инструментом, или 30–45 мин. – при точении резцами с дополнительным лезвием). Допустим, что гипотетические значения стойкости инструмента не приводят к изменению свойств материалов детали и заготовки.
В дальнейших итерациях эксперимента выполняется полный перебор режимов резания с заданным шагом варьирования глубины резания ∆ h , подачи ∆ S и частоты вращения шпинделя ∆ n . Причем варьирование параметров может осуществляться как в большую сторону относительно рекомендуемого значения, так и в сторону уменьшения параметра.
Одним из результатов эксперимента являются совокупности рациональных режимов резания ( h, S, V р), при которых показатели качества обработки удовлетворяют заданному уровню. На экспериментальном станке при этих режимах обработки возникают вибрации определенного уровня (примем, Уровень 1). При выполнении технологической операции на другом станке той же модели на этих режимах обработки вибрации имеют другой уровень (Уровень 2). Если Уровень 2 не превышает Уровень 1, качество обработки на втором станке должно удовлетворять заданным параметрам. Предположив, что влияние силового воздействия на уровень вибраций при одних и тех же режимах обработки на обоих станках – одинаково, сравнение можно также проводить по результатам измерений АЧХ при работе оборудования на холостом ходу.
В противном случае, когда уровень вибраций превышает предельное значение необходимо провести мероприятия по управлению качеством.
В числе возможных решений в такой ситуации могут быть:
Изменить режимы обработки, чтобы вернуться к допустимому профилю вибраций. При этом производительность станка может снизиться, что создает риск невыполнения плановых заданий.
Изменить производственное задание для данного станка. Например, в случае диверсификации производства, когда на предприятии изготавливаются изделия для разных отраслей, требования к качеству деталей зависят от отраслевой принадлежности продукции. Это означает, что рассматриваемый станок может продолжать работать, выполняя задание по обработке деталей с менее жесткими требованиями к качеству, при условии, что имеется в наличие другое оборудование, способное выполнять обработку на высоком уровне требований.
Провести вибродиагностическое исследование узлов и деталей станка на предмет обнаружения неисправностей, при необходимости провести ТОиР.
ЗАКЛЮЧЕНИЕ
В заключение следовало бы определить направления развития предложенного метода контроля качества для практического применения на предприятиях машиностроения. Так в ходе дальнейших исследований целесообразно разработать метод сбора данных и их обработки с целью оценки и сравнения уровня вибраций, а также систему непрерывного автоматического отслеживания АЧХ оборудования ТС и оперативной его блокировки при выходе из работоспособного состояния по показателям качества обработки. При этом следует учитывать, что выход из строя хотя бы одного из элементов ТС может привести к значительным экономическим потерям. В связи с этим требуют рассмотрения вопросы резервирования, построения обходных технологических процессов, внутриведомственной или внутриотраслевой кооперации и аутсорсинга с привлечением к производству небольших предприятий.
