Управление качеством продукции на основе совершенствования методов многомерного статистического контроля процессов

Автор: Клячкин В.Н., Сафин В.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.13, 2011 года.
Бесплатный доступ
В статье рассмотрена задача управления качеством продукции на основе методов многомерного статистического контроля процессов с учетом погрешностей измерений.
Многомерная контрольная карта, погрешности измерений, воспроизводимость процесса
Короткий адрес: https://sciup.org/148205534
IDR: 148205534 | УДК: 658.562.012.7
Product quality management on the basis of perfection of methods of the multivariate statistical control of processes
In article the problem of product quality control on the basis of methods of the multivariate statistical process control taking into account errors of measurements is considered.
Текст научной статьи Управление качеством продукции на основе совершенствования методов многомерного статистического контроля процессов
от момента нарушения процесса до момента обнаружения этого нарушения [2].
При контроле многопараметрического процесса многие показатели коррелированны, при этом целесообразно применение многомерных статистических методов. Основные инструменты многомерного контроля – карты Хотеллинга и экспоненциально взвешенных скользящих средних [3].
Применение контрольной карты Хотеллинга предполагает расчет для каждой t- й мгновенной выборки ( t = 1, …, m ) статистики
_T = n(T, -Ц0)TS-1(T, -Ц0), (1)
где X t – вектор средних в мгновенных выборках, ц 0 - вектор целевых средних, 5 -оценка ковариационной матрицы SS. Положение контрольной границы UCL = T kp на заданном уровне значимости при использовании мгновенных выборок определяется формулой:
p ( m - 1)( n - 1) „ ,
T 2=-------------- F 1 -a ( p , mn - m - p + 1); (2)
kp mn - m - p + 1
где р – количество контролируемых параметров, F 1-aa( k 1, k 2) – квантиль F -распределения Фишера с числами степеней свободы в числителе k 1, в знаменателе k 2.
Предположим, что при контроле р показателей многопараметрического процесса Х 1, Х 2, …, Хр имеют место аддитивные постоянные систематические погрешности измерений, заданные вектором С = ( С 1 С 2 … Ср )Т.
Как и для карт Шухарта, эффективность карты Хотеллинга может быть оценена с помощью кривых средней длины серий. Для карты Хотеллинга средняя длина серий вычисляется по формуле:
L ( X ) = —t2 -----, (3)
Tkp
-
1 - J f ( t ; X ) dt
где
X 2 = n (ц - ц о ) T !- 1 (Ц - Ц 0 ) (4) – параметр нецентральности, f(t ;ll ) – плотность нецентрального распределения Хотеллинга.
Обозначим смещение процесса по j -му показателю через Δ j = µ j – µ 0 j ; тогда с учетом погрешности измерений параметр нецентральности (4) примет вид:
^ 2 = n ( A + C ) T S- 1( A + C ). (5)
Представим систематическую погрешность в виде Сj = сjσj (сj относительная систематическая погрешность по j-му показателю). Задавая различное количество контролируемых параметров, уровни их корреляции, различные объемы выборок n, можно исследовать, как влияют эти факторы на среднюю длину серий L(λ) (3) с учетом соотношения (5) в зависимости от погреш- ностей измерений сj.
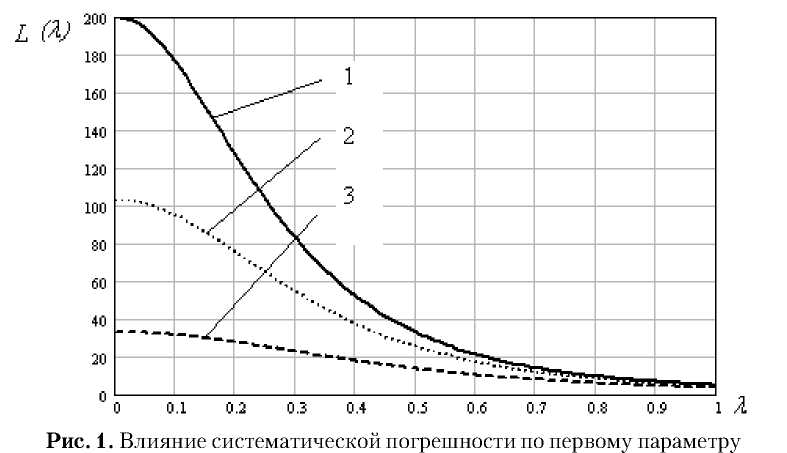
На рис. 1 показаны соответствующие кривые, где принято, что показатели некоррелированны, объем мгновенной выборки n = 5, имеет место систематическая погрешность только по первому показателю (кривая 1 с1 = 0, кривая 2 с1 = 0,25, кривая 3 с1 = 0,5).
Видно, что погрешность наблюдений привела к изменению фактического уровня значимости: если при λ = 0 и отсутствии погрешности с 1 = 0 возможна в среднем одна ошибка на 200 наблюдений ( L (0) = 200), то при с 1 = 0,25 L (0) = 103, а при с 1 = 0,5 L (0) = 33, что недопустимо. Аналогичная картина имеет место при наличии систематических погрешностей по нескольким показателям одновременно [4].
Исследование влияния погрешности измерений на среднюю длину серий в зависимости от объема мгновенной выборки n показало, что уменьшение объема выборки (на рис. 2 с пяти наблюде- ний до одного) существенно ухудшает чувствительность карты как при отсутствии погрешности (что в общем-то очевидно), так и при ее наличии.
на чувствительность карты Хотеллинга
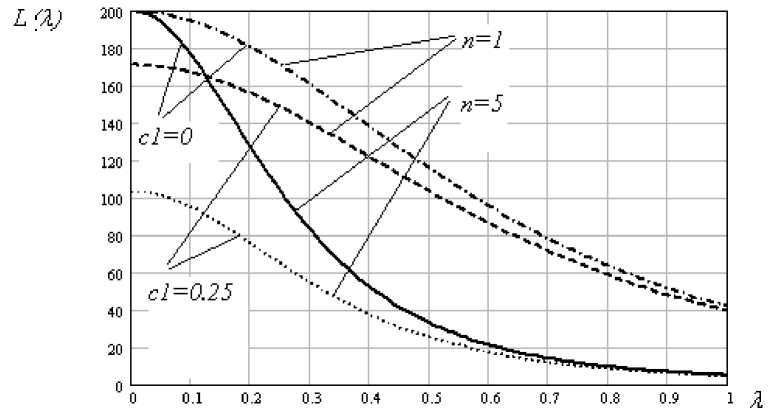
Рис. 2. Влияние систематической погрешности на среднюю длину серий в зависимости от объема мгновенной выборки n
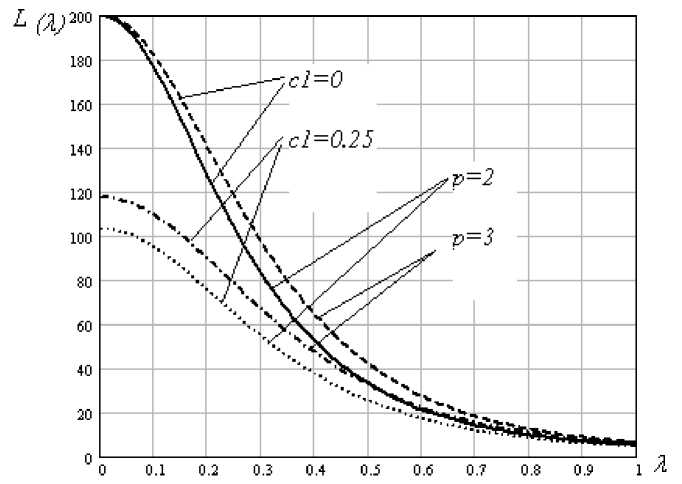
Рис. 3. Влияние систематической погрешности на среднюю длину серий в зависимости от количества контролируемых показателей р
Однако видно, что при индивидуальных наблюдениях ( n = 1) снижение чувствительности карты в зоне λ < 0.3 менее значительно, чем при n = 5. При бо'льших значениях наблюдается обратная картина: при n = 5 и λ > 0.7 кривые с погрешностью измерений и без нее практически совпадают, чего нельзя сказать о кривых для индивидуальных наблюдений.
Влияние погрешности измерений на среднюю длину серий в зависимости от количества контролируемых показателей р иллюстрирует рис. 3: с увеличением количества контролируемых показателей средняя длина серий увеличивается, чувствительность карты Хотеллинга снижается.
Проведенное исследование показало, что наличие систематической погрешности приводит к существенному снижению фактического уровня значимости: вероятность ложной тревоги может возрасти в несколько раз. Отсюда вытекает задача корректировки параметров карты Хотеллинга таким образом, чтобы фактический уровень значимости соответствовал заранее заданному значению α . Из формулы (3) для расчета средней длины серий при отсутствии смещения среднего уровня процесса L (0) = 1/ α . Используя формулы (3) - (5), необходимо найти такое значение α 0для расчета положения контрольных границ карты Хотеллинга, которое бы обеспечило заданную вероятность ложной тревоги 1/ α при данном векторе систематических погрешностей. Задача решается численно. Задав диапазон возможных значений α 0 , используя, например, метод половинного деления, можно найти откорректированное значение уровня значимости.
Теперь предположим, что в процессе измерений имеет место аддитивная случайная погреш- ность, характеризующаяся диагональной матрицей V, элементы которой σvj2 характеризуют случайную погрешность по j-му показателю. Как и ранее, может быть проанализирована эффективность многомерного контроля в зависимости от случайной погрешности измерения в различных условиях.
В качестве примера на рис. 4 показано сравнение эффективности при контроле двух и трех показателей: увеличение числа контролируемых показателей приводит к увеличению средней длины серий как при отсутствии случайной погрешности, так и при ее наличии ( rj 2 = σ vj 2/ σ 2).
Заметим, что в отличие от систематической погрешности, которая изменяет вероятность ложной тревоги при проведении контроля, случайная погрешность на эту характеристику влияния не оказывает.
Для построения контрольной карты Хотеллинга с учетом систематической и случайной погрешностей вычисляется статистика
Tеt 2 = n (( Х t + С )– µ 0)T ( S + V )-1(( Х t + С )– µ 0), (6) при этом положение контрольной границы при использовании для оценивания компонент ковариационной матрицы обучающей выборки определяется формулой:
p ( m - 1)( n - 1)
T 2 = F1 -a 0 ( P , mn - m - P + 1), (7) kpe mn - m - p + 1
где α 0 – откорректированное значение уровня значимости.
При мониторинге многопараметрического процесса часто используется карта многомерных экспоненциально взвешенных скользящих средних. Параметр сглаживания и параметр MEkp , определяющий положение контрольной грани-
L №
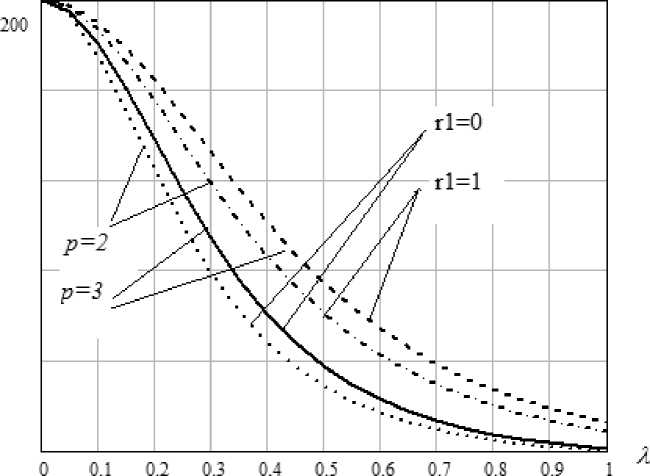
Рис. 4. Зависимость средней длины серий от параметра нецентральности при наличии случайной погрешности при контроле двух и трех показателей качества
цы на карте, а также средняя длина серий карты могут быть определены по результатам статистических испытаний.
Зависимости для расчета многомерных экспоненциально взвешенных скользящих средних с учетом погрешностей измерений примут вид:
Zеt = (1– k ) Zе,t -1+ k ( Х t + С – µ 0), (8) статистика, аналогичная обобщенной статистике Хотеллинга, запишется как
MEеt = Zеt T S z е -1 Zеt , (9) а оценка ковариационной матрицы Σ z величин Zt может быть найдена по формуле
k
5 z е = т—H1 — (1 — k ) 2 t ] ( 5 + V) . (10)
-
2 — k
Положение контрольной границы карты экспоненциально взвешенных скользящих средних с учетом погрешностей измерений может быть найдено из регрессионной зависимости
MEkpе = β 0 k ββ 1 p ββ 2 α 0 β-β 3, (11)
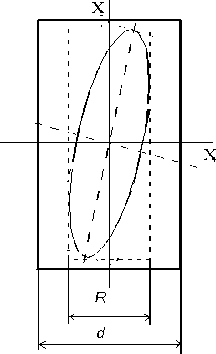
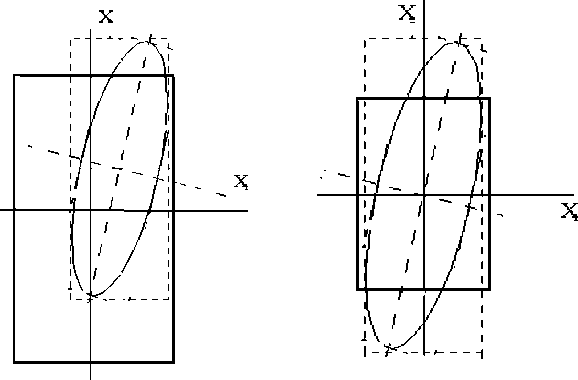
где α 0 – откорректированный уровень значимости. Контролируемый показатель качества изделия должен находиться в пределах допуска. Для оценки возможности процесса обеспечить выпуск изделия, имеющего показатели качества в пределах допуска, используются индексы воспроизводимости. На рис. 5 показаны возможные состояния двумерного процесса с точки зрения его воспроизводимости, определяющиеся положением и размерами эллипса рассеяния по отношению к прямоугольнику, показывающему границы допуска.
б в
Рис. 5. К оценке воспроизводимости многопараметрического процесса:
а – процесс воспроизводим и центрирован; б – процесс нецентрирован; в – процесс невоспроизводим
а
Пусть USLj и LSLj – соответственно верхняя и нижняя границы поля допуска для показателя Хj . Индекс воспроизводимости примет вид:
USL - LSL jj pej =
2j1 TT SI T-2 , (12)
j j kpe
n индекс нецентрированности процесса k = 2| j ХД ej USLj -LSLj , (13)
где lj – вектор-столбец из р элементов: нулей во всех строках, кроме j -й, и единицы в j -й строке, T kpe - критическое значение статистики Хотеллинга с учетом откорректированного уровня значимости α 0, определяющее положение контрольной границы карты (вычисляется по формуле (7)).
Индексы воспроизводимости с учетом нецент-рированности процесса определяются по формуле
С pkej = C pej^ - k^ . (14)
В качестве примера численного исследования для практического применения разработанных моделей рассмотрена задача о контроле показателей качества клина теплостока.
Для оценки стабильности процесса механической обработки клина теплостока “Redstone” для электронного модуля ЭМ1 в конструктиве “Евро- механика-6U”, предназначенных для работы в герметичных корпусах вычислительной техники специального назначения “Багет” для управления объектами в реальном масштабе времени, контролировались семь показателей – геометрические размеры клина теплостока: Х1 – длина клина 18h12 мм, X2 – угол наклона 45о ± 30', Х3 – высота 7,8–0,2 мм, Х4 – размер 3,9 ± 0,1 мм, Х5 – ширина 7h12 мм, Х6 – размер 3,5 ± 0,1 мм, Х7 – диаметр 5,3h7 мм.
Для предварительного статистического анализа была получена выборка из 50 индивидуальных наблюдений. Анализ данных показал, что значимые корреляции имеют место между показателями Х1 и Х2, Х3 и Х4, Х5 и Х6. Показатель Х7 (диаметр отверстия) не коррелирован ни с одним из других показателей, его контроль проводился с помощью карты Шухарта.
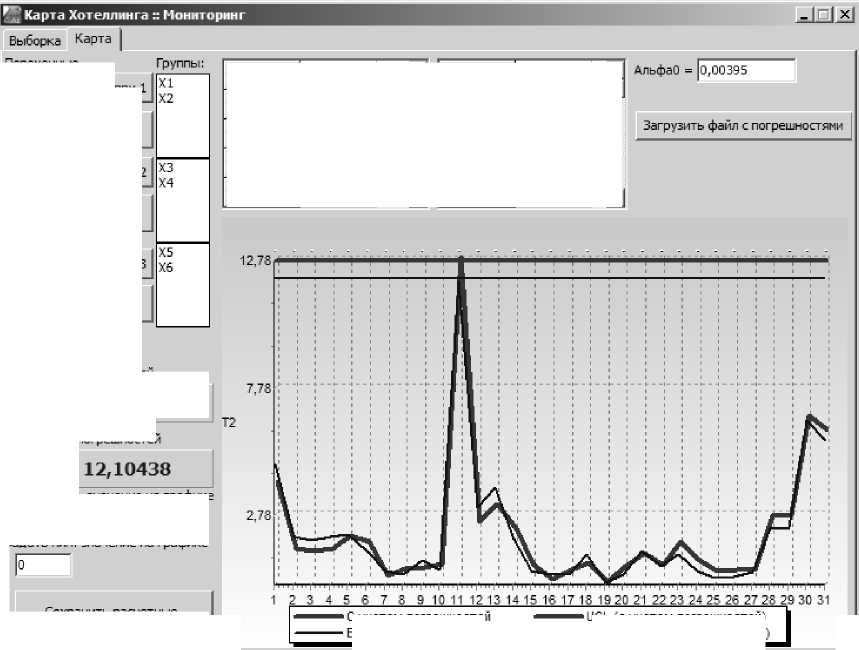
Группы показателей Х1-Х2, Х3-Х4, Х5-Х6 контролировались с использованием трех карт Хотеллинга. Показатель Х2 (угол наклона клина), для которого гипотеза о нормальности распределения отклоняется, был предварительно нормализован с использованием преобразования Джонсона. Систематические и случайные погрешности измерений имеют место по всем семи показателям. Откорректированный уровень значимости составил 0,00395.
Для мониторинга были представлены данные 200 измерений. На рис. 6 показана карта Хотел-
Рисовать в Группу 2
Рисовать в Группу 3
Рисовать с учетом погрешностей
UCL-
UCL = 12,70749
без учета погрешностей
С учетом погрешностей Без учета погрешностей
UCL (с учетом погрешностей)
UCL (без учета погрешностей)
Сохранить расчетные значения Т2
Рис. 6. Карта Хотеллинга при мониторинге процесса обработки клина теплостока: нарушение процесса в 11-ом наблюдении
Переменные

в Группу 1
Задать макс, значение на графике

Задать мин. значение на графике

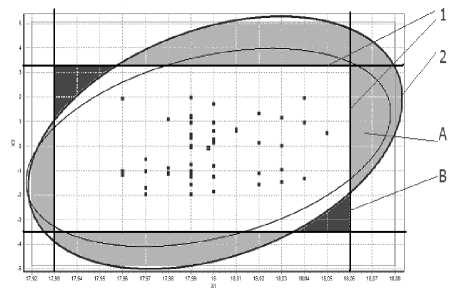
Рис. 7. Сравнение эффективности контроля с учетом погрешностей измерений по картам Шухарта (линии 1) и Хотеллинга (линия 2)
линга для показателей Х1-Х2 при мониторинге процесса (первые 31 измерение), построенная с учетом погрешностей измерений, показавшая нарушение процесса в 11-ом наблюдении.
На рис. 7 проиллюстрировано сравнение рассеяния процесса при контроле с помощью карт Шухарта и Хотеллинга [5]. Здесь Х1 – длина клина, Х2 – нормализованное значение угла наклона. Прямоугольная область, ограниченная линиями 1, соответствует границам карт Шухарта, найденным с учетом погрешностей наблюдений по формулам Х. Миттага: по картам Шухарта точки, лежащие внутри этой области, свидетельствуют о стабильности процесса. Линия 2 показывает эллипс, соответствующий границам карты Хотеллинга (также с учетом систематических и случайных погрешностей). Зона А (светло-серая заливка) – область ложных тревог: карта Шухарта показывает нарушение процесса, но карта Хотеллинга, построенная с учетом кореллирован-ности показателей, свидетельствует об отсутствии нарушений. Зона В (темно-серая заливка), напро- тив, показывает область нарушений процесса, не замеченную картами Шухарта.
Минимальное значение индекса воспроизводимости, найденное по формулам (12) – (14) Срке = 0,97 имеет показатель Х1 (длина клина), при этом ожидаемый процент несоответствующих единиц продукции равен 0,37%. Без учета погрешностей измерений Срк = 0,95, процент несоответствующих единиц продукции 0,45%. Доля дефектной продукции за счет учета погрешностей измерений снижается на 22%.
Таким образом, предлагаемая методика многомерного статистического контроля процесса с учетом погрешностей измерений позволяет обеспечить управление качеством выпускаемой продукции путем снижения доли несоответствующих единиц продукции; при этом мониторинг стабильности процесса обеспечивает снижение вероятности ошибок, связанных как с пропуском нарушения в процессе, так и с необоснованной остановкой процесса для регулировки.
Список литературы Управление качеством продукции на основе совершенствования методов многомерного статистического контроля процессов
- Чекмарев А.Н., Барвинок В.А., Шалавин В.В. Статистические методы управления качеством. М.: Машиностроение, 1999. 320 с.
- Миттаг Х., Ринне Х. Статистические методы обеспечения качества/Пер. с нем.; Под ред. Б.Н.Маркова. М.: Машиностроение, 1995. 616 с.
- Клячкин В.Н. Многомерный статистический контроль технологического процесса. М.: Финансы и статистика, 2003. 192 с.
- Клячкин В.Н., Сафин В.А. Построение карты Хотеллинга с учетом погрешностей измерений//Автоматизация и современные технологии. 2011. №2. С. 19-23.
- Сафин В.А. Повышение эффективности статистического контроля многопараметрического процесса с учетом погрешностей измерений//Затраты на производстве. Материалы региональной научно-технической конференции. Ульяновск, 2010. С.85-90.
