Управление процессом делигнификации смешанного древесного сырья

Автор: Пен Владимир Робертович, Ковалев Игорь Владимирович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Математика, механика, информатика
Статья в выпуске: 4 (17), 2007 года.
Бесплатный доступ
Проанализировано применение Н-фактора при варке древесины. Показана ограниченность этого критерия и невозможность его использования при варке смесей различных пород древесины. Предложена математическая модель кинетики процесса делигнификации смеси различных пород древесины и обосновано ее применение для управления варкой.
Короткий адрес: https://sciup.org/148175609
IDR: 148175609 | УДК: 543.878:541.127:519.2
Management of delignification process of the mixed wood raw material
Application of the H-factor at cooking wood is analysed. Limitation of this criterion and impossibility of its use are shown at cooking mixes of various breeds of wood. The mathematical kinetic model of process of delignification to a mix of various breeds of wood is offered and its application for managment of cooking is proved.
Текст научной статьи Управление процессом делигнификации смешанного древесного сырья
Практическая работа варочных цехов целлюлозных заводов зачастую связана с необходимостью переработки смесей различных древесных пород. При этом возникает ряд трудностей, обусловленных их различным кинетическим поведением в делигнификационных процессах. Особенно сильно совместная варка влияет на качество целлюлозы, предназначенной для химической переработки. Имея все параметры (содержание б-целлюлозы, жесткость, содержание остаточного лигнина и т. д.) в пределах стандарта, она ведет себя аномально и к последующей химической переработке оказывается непригодной. Такое поведение объясняется тем, что вся масса целлюлозы состоит из дискретных волокон, получаемых после растворения скрепляющего их лигнина. В условиях совместной варки одна часть оказывается переваренной, другая - недоваренной. Имея стандартные средние показатели, эта целлюлоза для каждого отдельного волокна дает значительную дисперсию значений контролируемых параметров. Попытка измерить их наталкивается на труднопреодолимую проблему разделения отличающихся по характеристикам целлюлозных волокон для последующего анализа. Дополнительная сложность при оценке результата делигнификации может быть обусловлена наличием синергетического эффекта, когда совместная варка дает продукт, параметры которого отличаются от тех, которые целлюлоза бы имела, будучи полученной из сваренных порознь древесных пород с последующим их смешением. Кроме того, варочный котел является очень инерционной системой, обладающей большим временем запаздывания. В сочетании с сильным экзотермическим эффектом реакции делигнификации, зависящим от скорости процесса, все эти причины приводят к тому, что температурный график варки сильно колеблется. Эти колебания температуры вызывают соответствующие колебания скорости варки, затрудняя определение момента ее окончания.
Таким образом, определение критерия, позволяющего оценивать степень завершенности процесса делигнификации, есть важнейшая задача управления этим процессом. Традиционный способ состоит в использовании Н-фактора, являющегося, по сути, интегральным показателем [1; 2].
На использовании интегральных показателей построен распределенный контроль объектов [3]. В частности, как параметр состояния объекта используется его среднеинтегральная инерционность 5и.:
S u Л S ( x ) g ( x ) dx , (1) L 0
где Sv - инерционность в точке x; g(x) - весовая функция; L - длина аппарата.
По уравнению типа (1) оценивается комплексный параметр - среднеинтегральная температура варочного реактора [1], комплексные параметры тел сложных сечений, параметры графических образов, параметры поверхностей отклика, параметры микрообъектов и т. д. [4].
Интегральные характеристики являются информационными критериями-комплексами, дающими количественную характеристику некоторых свойств и особенностей технологических процессов.
Основа интегрального параметра - интеграл вида b
J х ( t ) g ( t ) dt , (2)
a где x(t) - исследуемая функция; g(t) - весовая функция, вид которой задается в соответствии с классом явления исследуемого объекта.
Для более точного соответствия истинным значениям числовой характеристики интегральный параметр может потребовать специального формирования весовой функции процесса. Так, для оценки температурновременного режима процесса варки целлюлозы используются интегральные параметры:
I k в( t Н,
F = J n 10 dt, t0 в (3)
tB
K A
H = J e e(t) dt, t0
где и - температурный коэффициент, показывающий, во сколько раз увеличивается скорость процесса варки при повышении температуры на 10 °C; 6 ( т ) - текущее значение температуры процесса в момент времени t; 6 0 - базовая температура, °C; е - основание натуральных лога-рифмов;Л, В - константы; t0 - начальное время нагрева (допускается t0 = 0); t - конечное время нагрева. Интегральные параметры представляют собой комплексную оценку переменных группы С. Они обладают свойством аддитивности, т. е. при разбиении области параметров, характеризующих данный температурно-временной режим, на ряд подобластей (С1, С2, ..., С т ) общий интегральный параметр будет равен сумме частных интегральных характеристик:
F ( C о ) = F ( C i ) + F ( C 2 ) +... + F ( C m ). (4)
Это свойство собственного интеграла позволяет использовать интегральные параметры для решения задач контроля, управления и оптимизации температурно-временных режимов процесса варки целлюлозы [1; 5].
При варке древесины для получения необходимой точности при оценке температурных графиков технологических процессов применяют Л-фактор, который определяют с помощью уравнения Аррениуса по формуле t2 - E
H = J k 0 e RT ( * ) dt . (5)
* i
В условиях производства очень часто длительность технологических процессов изменяется. В этом случае для некоторого эталонного режима можно подсчитать Л-фактор и принять его за критерий, к которому следует стремиться. В случае отклонения технологического режима от заданного при постоянных показателях качества щепы и варочного щелока и их соотношениях можно обеспечить требуемое качество продукции, если продолжительность и температуру варки изменять таким образом, чтобы Л-фактор был близок к выбранному критерию. Для случая, когда верхний предел Л-фактора - переменная величина, вводится понятие Л-функции, которая может быть представлена в виде tK - E
H = J k 0 e RT ( * > dt. (6)
* 0
Фактически, учитывая, что
E - k0e RT(*) = k , (7)
Л- фактор есть интеграл по времени от константы скорости, которая в процессе варки зависит от времени.
Такой способ управления процессом за длительное время своего существования показал свою эффективность и удобство использования. Однако являясь по сути приближенным, в случае необходимости управления варкой, предназначенной для получения полуфабрикатов с точно заданными качественными показателями, приводит к погрешностям. При этом суть приближения состоит в использовании для описания кинетики делигнификации кинетического уравнения первого порядка.
Предполагая, что процесс варки идет по схеме
L ' Lp ,(8)
кинетическое уравнение имеет вид
— = -KlL .(9)
dt L
Соответственно
- [ kl ( * ) dt
L = L0 e* о .
или
L = L e"H .(11)
Таким образом, Л-фактор является просто эмпирическим параметром, реально не учитывающим кинетические особенности процесса делигнификации. Особенно важно, что, будучи аддитивным по времени
H(* 0 ; * i ) + H(*;,* 2 ) = H(* 0 ; * 2 ) , (12)
Л-фактор не аддитивен по породному составу. То есть при совместной варке древесины различных пород
H 1 + H 2 Ф H 12 . (13)
Последнее обусловлено тем, что для двух различных пород А и В dLA dt
=- KALA
Полагая, что соответственно
dL
B dt
= - K b L b .
L = L A
+ L B ,
dL dt
= - KL ,
- J k ( * ) d*
L = L 0 e * 0 = L 0 e - H .
Причем, так как должно выполнятся условие
а из уравнения (17) следует, что
- H - H - H
L 0 e L A 0 e + L B 0 e -
то требование аддитивности критерия Л не выполняется даже в случае простейшей кинетики первого порядка. И тем более оно не выполняется для процессов с более слож ным кинетическим механизмом и процессов с полихрон-ной кинетикой. Поэтому при совместной варке древесины различных пород Л-фактор не может быть использован в качестве параметра, по которому оценивается степень завершенности процесса.
В качестве последнего естественно использовать степень конверсии лигнина в лигноуглеводной матрице. Для полихронных процессов она определяется из выражения
J G ( k , * ) f ( k ) dk
6 l ( * ) = ------T-------- (19)
L 0
и формально соответствует главному требованию, предъявляемому к интегральным показателям - аддитивности. Однако невозможность явного введения в выражение (20) температуры обуславливает необходимость использования математического описания в виде системы дифференциальных уравнений. При этом управление варкой смешанного сырья ведется по модели, являющейся аддитивным объединением систем уравнений, описывающих кинетику делигнификации каждой породы по отдельности и объединенных общей концентрацией щелочи и общим уравнением ее материального баланса:
dL
4= = - L i, • OH • ( K l VJ) + K lk • AHQ );
-, = - K C (V) • C i j OH ;
AHQ = AQ 0 • exp( - Kaq • * );
OH = OH 0 -a i • ( L + С ") - (20)
-a L ,1 • ( L 0 - L 1 ) - a C ,1 • ( C ” - C 1 ) -
-a 2 • ( L 2 + C 0 ) - L ,2 •( L 2 - L 2 ) - aC ,2 • ( C 2 0 - C 2 );
L 0 =IX; ^ =1Х; C 0 =
=ZCJ; C,=y.C, где] = 1- лиственница,/ = 2- сосна. Ансамбли имеют индекс i = 1...3; L - лигнин, С - углеводы. При АЛ^ = 0,
AQ = 0 система (21) описывает натронную и сульфатную варку, при AQ > 0 - натронно-антрахинонную. Балансовое уравнение является суммой балансовых уравнений для сосны и лиственницы. Константы, входящие в модель, определяются при моделировании варок отдельных древесных пород.
По результатам расчетов построены кинетические кривые для совместной и раздельной варок сосны и лиственницы при температуре 445 °К (рис. 1, 2). Для сосны при совместной варке степень превращения компонентов выше, чем при раздельной. Для лиственницы - наоборот Для натронно-антрахинонных варок характер кинетических кривых аналогичен. Изменение разности ДИ степени конверсии лигнина и углеводов совместной и раздельной варок (рис. 3) протекает в следующей динамике:
Аб = 6 разд —6 =о ВМ . (21)
Для лигнина эта разница достигает наибольшего по абсолютной величине значения спустя 1 000.1 500 с после начала варки, когда 0 = 0,5.. .0,6.
В дальнейшем различия нивелируются, так как степень конверсии приближается к единице. Для углеводов кривая А0 - Т монотонна. Характер ее изменения у разных пород практически одинаков.
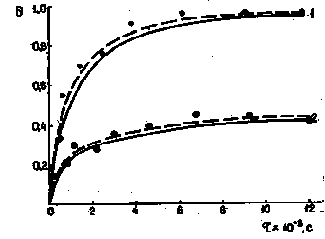
Рис. 1. Зависимость степени конверсии от времени. Сосна: пунктир - совместная варка; сплошная - раздельная; точки - эксперимент: 1 - лигнин, 2 - углеводы
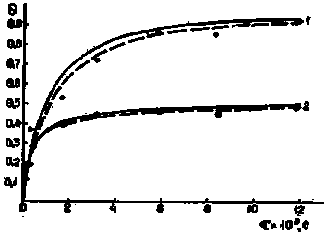
Рис. 2. Зависимость степени конверсии от времени. Лиственница: пунктир - совместная варка; сплошная - раздельная; точки - эксперимент.
1 - лигнин, 2 - углеводы
Таким образом, можно констатировать, что традиционно применяемый H-фактор не позволяет эффективно управлять процессом делигнификации смешанного древесного сырья. В то же время использование объединенной математической модели процесса с вычислением 0 обеспечивает надежное управление варкой и получение волокнистых полуфабрикатов с требуемыми параметрами.
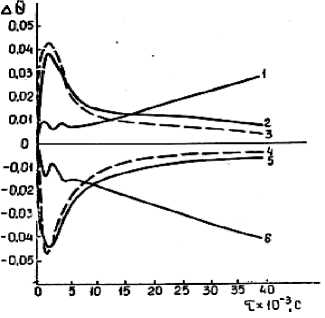
Рис. 3. Изменение AQ во времени: 1 - углеводы лиственницы для натронной и натронно-антрахинонной варок; 2 - лигнин лиственницы при натроннолй варке;
3 - лигнин лиственницы при натронно-антрахинонной варке; 4 - лигнин сосны при натронно-антрахинонной варке;
5 - лигнин сосны при натронной варке; 6 - углеводы сосны при натронной и натронно-антрахинонной варке
