Управление рисками заказного мелкосерийного производства

Автор: Колеганова Е.А., Хаймович А.И., Kovaleva А.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4 т.25, 2023 года.
Бесплатный доступ
В статье предложена методика анализа рисков производства с использованием имитационного моделирования. Разработана модель загрузки мелкосерийного производства с учетом его особенностей. Проведена оценка рисков, выявлена их взаимосвязь и влияние на время производственных процессов.
Оптимизация производства, оценка рисков, имитационное моделирование
Короткий адрес: https://sciup.org/148327955
IDR: 148327955 | УДК: 05.02.22 | DOI: 10.37313/1990-5378-2023-25-4-29-35
Risk management of custom small-scale production
The article discusses the method for assessing production risks using simulation modeling. A loading model for small-scale production has been developed, taking into account its features. The risks were assessed, their interrelation and influence on the time of production processes were revealed.
Текст научной статьи Управление рисками заказного мелкосерийного производства
Цифровизация, дезинтеграция и глоба-лиза- ция экономики, высокие темпы техно-логическо- го роста и изменений, как следствие нарастание информационных потоков, ведут к постоянному усложнению и повышению неопределенности социально-экономических условий функ- ционирования хозяйствующих субъектов. [1] Эффективное управление производством требует полной достоверной информации в режиме реального времени как о ситуации в данный момент, так и в обозримом будущем. Это необходимо для грамотного планирования мощностей и времени выполнения заказов, исключения простоя оборудования. Принятие любого управленческого решения сопровождается неопределенностью, порожденной множеством внутренних и внешних факторов. Для мелкосерийного заказного производства тема неопределенности особенно актуальна. В связи с неравномерностью распределения заказов в течение года на единичном и мелкосерийном заказном производстве усложняется как планирование процессов связанное с получением достоверной информации. Причем информация меняется с каждым новым набором заказов или добавлением к предыдущему набору нового заказа. Поэтому частыми ситуациями на таком производстве является простой оборудования и срыв сроков заказов, в том числе горящих.
ЦЕЛЬ И ЗАДАЧИ ИССЛЕДОВАНИЯ
Цель исследования – разработка системы поддержки принятия решений в позаказном производстве, включающей имитационную модель сценариев загрузки оборудования и обеспечивающую моделирование влияния рисков на производство.
Задачами исследования являются:
. Перевести управление решениями на производстве из условий неопределенности в условия проанализированных рисков.
. Провести анализ и оценку рисков производства.
. Разработать и опробовать сценарии управления идентифицированными рисками.
. Разработать и тестировать систему управления рисками заказного производства с использованием средств имитационного моделирования, включающую инструменты мониторинга возможных ситуаций на производстве в режиме виртуального времени.
Для выполнения поставленных задач необходимо разграничить понятия неопределенности и риска. Неопределенность есть неоднозначность достижения ожидаемого результата. Авторы [2-6] выделили следующие причины неопределенности:
. Полное или частичное отсутствие информации;
. Множество объектов, элементов, имеющие значительное число параметров, имеющих влияние на последствия управленческого решения;
. Воздействие социальных, экономических систем, обусловленное в том числе противоположными интересами;
. Реакция внешних факторов, внешней среды на решение;
. Ограничения при принятии решений;
. Низкая квалификация принимающего решение сотрудника.
Для принятия решений руководящим со- ставом в условиях полной неопределенности используют критерии крайнего оптимизма, крайнего пессимизма, минимаксного риска Сэвиджа, оптимизма-пессимизма Гурвица, критерий безразличия [7]. Однако во многом последствия выбора в таких условиях будут определены случайностью ввиду отсутствия достоверной информации.
К. Э. Шеннон, основоположник теории информации, считал прирост информации и снятие неопределенности равноценными, так как появление новой информации ведет к упрощению выбора наилучшего варианта из всех возможных [8]. Прирост информации происходит через управление данным феноменом. К управлению неопределенностью, как и к управлению любыми системой или процессом, относятся планирование, мотивация, организация, реализация, контроль операций, направленных на использование фактора неопределенности для более эффективной работы предприятия, на среднесрочном и стратегическом уровнях. Для исследования факторов и переменных, используемых при принятии управленческих решений, необходим процесс анализа неопределенности. Эта процедура направлена на внесение технического вклада путем количественной оценки неопределенности [9].
Как только неопределенность оценивается количественно или качественно, она превращается в риск. ГОСТ Р ИСО 31000-2019 [10] определяет риск как следствие влияния неопределенности на достижение поставленных целей.
Управление риском является важной частью управления предприятием и способствует его совершенствованию. Принятие решений на предприятии с учетом анализа рисков – это процесс оценки и управления возможными неблагоприятными последствиями принимаемых решений. Принятые решения и меры обычно приводят в действие запутанную систему множества причинно-следственных связей. Это часто влечет за собой задержки, мешающие осуществлению проекта [11].
В условиях риска для принятия лучшего решения оценивается ожидаемая стоимостная оценка ЕМV для каждого сценария по формуле 1. m
EMV ( A ) = E a j P j ; (1)
j = 1
где aij — выигрыш при выборе альтернативы i и реализации состояния j, j =1,..., m;
р j — вероятность наступления состояния среды j.
В процессе анализа рассматриваются не только потенциальные риски и их вероятность, но и возможные последствия, стоимость и доступ- ность ресурсов для их управления. Существуют следующие принципы управления рисками:
. Целостность
. Структурированность
. Эффективность
. Регламентация
. Согласованность
. Непрерывность
Подробный инструментарий риск- менеджмента представлен в работе [12]. В стандарте [13] приведены необходимые действия для анализа отказов, применимые и для анализа рисков на производстве:
-
. деление объекта или процесса на элементы или блоки;
-
. определение характеристик и функций элементов или блоков;
-
. идентификация рисков по элементам или блокам;
-
. идентификация методов обнаружения рисков, а также средств контроля;
-
. идентификация возможных последствий рисков;
-
. идентификация причин возникновения рисков;
-
. оценка значимости рисков;
-
. идентификация действий для управления рисками;
-
. документирование проведенного анализа.
В [14] представлен анализ существующих стандартов по риск-менеджменту и методам анализа рисков. Ключевые процессы риск-менеджмента, согласно стандартам [15-17]:
-
1) Идентификация рисков.
-
2) Количественная и качественная оценка рисков.
-
3) Планирование мероприятий по воздействию на выявленные риски.
-
4) Реализация запланированных мер воздействия.
ОБЪЕКТ ИССЛЕДОВАНИЯ
Исследование осуществляется на базе производственной площадки Самарского университета, оборудование которой составляет 8 станков: токарный, электроэрозионный проволочновырезной, электроэрозионный прошивочный станки, токарно-фрезерный и фрезерный обрабатывающие центры, 5-ти координатный фрезерный обрабатывающий центр, 3-х координатный фрезерный станок с ЧПУ, шлифовально-заточный центр с ЧПУ.
Проведение анкетирования для идентификации рисков и их количественной оценки [18]. Выявлено, что наиболее значимые риски – срыв сроков заказов, скопление заказов с горящими сроками и отсутствие планирования на производстве.
Следующий этап – количественная оценка. Как правило, количественную оценку рисков на современных предприятиях производит эксперт. Помимо очевидного влияния человеческого фактора на качество принятых решений и сильной зависимости от квалификации эксперта, в экспертном методе не учитывается влияние совокупности рисков. Каждый риск рассматривается по отдельности, сценарии, в которых проявлены больше двух рисков одновременно, не рассматриваются, хотя их синергетическое действие может критично усилиться и привести к большим потерям. Поэтому для того, чтобы учесть сценарии как отдельных рисков, так и их совокупности, используется технология имитационного моделирования.
При выборе метода работы также учитывается ожидаемая стоимость полной информации» или EVPI (expected value of perfect information) - затраты на проведение исследований с целью получения дополнительной информации о состояниях предметной области. Это разность между ожидаемой прибылью в условиях неопределенности или EVUC (expected value under certainty) и максимальной ожидаемой прибылью в условия риска или EVUR (expected value under risk) (формула 2).
EVPI = EVUC - EVUR. (2)
Ожидаемая прибыль в условиях неопределенности рассчитывается как сумма произведений максимальной прибыли для каждого состояния и вероятности этого состояния (формула 3).
EVUC = £ S , * P ( S , ) ; (3)
Точный расчет стоимости информации производится после её получения, имитационное моделирование может упростить этот процесс.
ЦИФРОВАЯ МОДЕЛЬ ПРОИЗВОДСТВА
Моделирование произведено в среде разработки AnyLogic [19]. Разработана имитационная модель (ИМ) загрузки оборудования при производстве партии изделий в количестве 20 штук, изделие состоит из 4 деталей – втулка, завихритель, корпус, форсунка. Каждая деталь обрабатывается независимо от других, затем производится контроль и сборка.
Начинается процесс производства с отгрузки заготовок со склада. Отгрузка задается бло- ком ИМ source. Деталь в ИМ задается как агент, типоразмер детали указывается параметром «vid». Параметр «vid» для каждой из 4-х деталей принимает значение соответственно от 1 до 4.
Перемещение деталей от склада к станку и между станками производится свободным в данный момент оператором. Станки и операторы заданы как ресурсы (рис. 1). Расшифровка названий ресурсов представлена в табл. 1.
Перемещение деталей от склада к станку и между станками производится свободным в данный момент оператором (рабочим). Станки и операторы в ИМ определены как ресурсы (рис. 1). Расшифровка названий ресурсов представлена в табл. 1.
Перемещение партии деталей задано с помощью вложенного блока перемещения (рис. 2), в котором блок ИМ batch отвечает за сборку деталей в партию перед перемещением всей партии, блок seize – за захват ресурса, в случае операции перемещения – это рабочий. Блок moveTo перемещает партию деталей и рабочего к следующему станку. Блок release освобождает рабочего. Блок queue отвечает за организацию очереди деталей перед станком.
Далее в ИМ происходит обработка деталей по операциям тех. процесса. В рассматриваемом примере для 4-х деталей первая операция производится на электроэрозионном проволочно-вырезном станке Agie Charmilles Agiecut Classic V2. Соответственно, первой обрабатывается первая партия из всех поступивших партий деталей. Названия операций имеют уникальную структуру: Оп№_станок_деталь (рис 3). Например, для операции №15 на токарно-фрезерном обрабатывающем центре Traub TNA 300 для завихрителя операция будет называться Op15_ Traub_zav.
Разработанная модель учитывает наладку, переналадку, установку и контроль за выполнением операции, а также дальнейшую обработку детали на станке без участия оператора. Это реализовано следующим образом (рис. 3).
Блок ИМ hold отвечает за перекрытие потока деталей. Блок selectoutput определяет в зависимости от условия путь дальнейшего перемещения детали. Блоки service, seize, delay, release отвечают за выполнение операции на станках. Первая деталь из партии поступает в блок seize (sNal_ VtOp05), при этом блокируют-
Classic Spirit Vizas s500l Duro Traub T1 Alzmetal
6Я6Я6$1611<Я4Я6Я6Я
operatori operator2 operators
tQ 6Я 6Я
Рис. 1. Станки и операторы
Таблица 1. Расшифровка названий ресурсов
|
Название ресурса |
Расшифровка |
|
Classic |
Электроэрозионный проволочно-вырезной станок Agie Charmilles Agiecut Classic V2 |
|
Spirit |
Электроэрозионный прошивочный станок Agie Charmilles Agietron Spririt II |
|
Vizas |
Шлифовально-заточный центр с ЧПУ ВИЗАС ВЗ-630Ф4 |
|
S500l |
5-ти координатный фрезерный обрабатывающий центр S500L |
|
Duro |
Фрезерный обрабатывающий центр Agie Charmilles UCP 800 Duro |
|
Traub |
Токарно-фрезерный обрабатывающий центр Traub TNA300 |
|
T1 |
Токарный станок 16Б16Т-1 |
|
Alzmetal |
Фрезерный 3 х координатный станок с ЧПУ ALZMETALL BAZ 15 CNC |
|
Operatori |
Рабочий 1 |
|
Operator2 |
Рабочий 2 |
|
Operators |
Рабочий 3 |
Значок
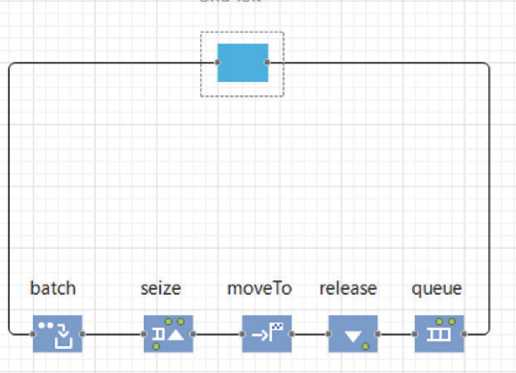
Рис. 2. Блок перемещения
|
ся блоки hold1, hold2 на данной операции и все блоки hold1, на последующих операциях с тем же ресурсом станке. Происходит захват ресурсов - станка и оператора, затем выполняется настройка оборудования и инструмента на деталь, далее и впоследствии операция выполняется уже без участия рабочего. За конкретным станком, как и на реальной производственной площадке, закреплен конкретный рабочий. Рабочий может обслуживать несколько станков, |
если есть возможность обработки детали без его участия. После прохождения всех блоков переналадки (нижние блоки на рисунке 4) первой деталью партии, происходит разблокировка hold2 и оставшиеся детали этой партии поступают на обработку. Сначала (блок Op5_Classic_vt0) происходит установка детали и контроль выполнения операции. В данном блоке задается подготовительно-заключительное время, при этом |
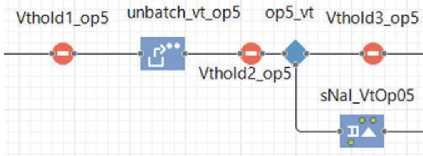
NaLVtOpOS гма| vtOpOS Op5_Classic_i
Рис. 3. Первая операция обработки втулки на станке Agie Charmilles Agiecut Classic V2
Op5 Classic vtO OpS Classic vt butchAndMove vt.c
Vth< блокируется hold3, затем (блок Op5_Classic_vt) происходит обработка детали на станке без участия оператора. Как только обрабатывается вся партия, происходит разблокировка всех блоков hold1 и на станок поступает следующая партия деталей, если имеется. Описанные действия заданы соответствующими java-кодами. Подсчет количества обработанных деталей производится с помощью параметра kolvo посредством сравнения с размером партии в конце каждой операции. Для выполнения нескольких операций обработки одной детали на одном и том же станке используется изменение значения параметра агента детали vid в конце каждой операции.
Время обработки операций задается с помощью таблицы, сформированной в программе Microsoft Excel, что позволяет использовать данные, выгруженные с реальной производственной системы. Влияние рисков учитывается в виде вероятностного фактора (множителя), изменяющего переменные времени внутри блоков. Наличие работающей системы управления рисками производства и собранная статистика позволяют учесть эти вероятностные факторы. Риски смены технического задания заказчиком и отсутствия оперативного планирования влияют на все перечисленные ниже риски. Через значения переменной времени в блоке Nal_VtOp5, который отвечает за задержку на время наладки, и переменной подготовительно-заключительного времени в блоке Op5_ Classic_vt0, учитываются следующие риски:
-
. проблема закупки инструментов;
-
. нехватка инструментов;
-
. нехватка материалов;
-
. нехватка персонала;
-
. отсутствие мотивации у персонала;
-
. некачественная заготовка;
-
. повышение уровня стресса работников;
-
. увеличение ошибок по невнимательности;
-
. срыв сроков заказов. При наличии этого риска предыдущие два риска значительно увеличивают свои значения.
В блоке Op5_Classic_vt1 содержится оперативное время первой детали партии, в блоке блок Op5_Classic_vt – остальных деталей. На значения этих переменных оказывают влияние такие риски, как нехватка персонала, отсутствие у него мотивации и поступление некачественной заготовки под операцию.
Риск поломки оборудования учитывается через блок Downtime, который содержит время на техническое обслуживание по расписанию, а также время ремонта.
Проблемы логистики при поставке заготовок, срыв срока поставщиком, некачественная заготовка под операцию, проблемы согласования текущих работ с подрядчиками, экономия времени на детальной разработке технологии, проблемы при поиске поставщика материалов отражаются на значении переменной времени прибытия в блоке ИМ source.
При этом важно отметить, что риски отсутствия системы приоритетов заказов и отсутствия прозрачности в сроках и очередности их выполнения также способствуют риску увеличения простоя оборудования. В совокупности эти риски повышают уровень стресса работников и приводят к увеличению ошибок по невнимательности. Все перечисленные выше риски увеличивают вероятность срыва сроков заказов. Описанная взаимосвязь рисков показана на рис. 4.
Время каждой детали, проведенное внутри системы, оценивается в ИМ с помощью параметра TimeInSystem. ИМ рассчитывает время выполнения каждого заказа и процент выполнения всех заказов за указанный срок. Также оценивается загрузка станков, персонала и средняя загрузка оборудования.
Полученная имитационная модель обеспечивает расчет итоговых результатов по заданному сценарию в идеальных условиях. Для приближения к реальным производственным результатам учитывается влияние на процессы предприятия внешних и внутренних стохастических факторов через учет рисков. Учет рисков в имитационной модели будет реализован через коэффициенты влияния на время производства деталей в последующих исследованиях по описанному принципу. Имитационная модель была протестирована в условиях равновероятного распределения всех рисков. Следующими шагами будут уточнение значений рисков на основании статистики, собранной на производственной площадке, для получения с помощью цифрового моделирования результатов, макси-

Рис. 4. Взаимосвязь рисков производства
мально приближенных к реальным, выявление приоритетных рисков.
Список литературы Управление рисками заказного мелкосерийного производства
- Федоров, А.В. Управление развитием угледобывающего производственного объединения в условиях возрастания неопределенности рыночной среды/ А.В. Федоров, А.В. Великосельский, А.М. Макаров, Т.А. Коркина // Уголь. - 2023. - № 3(1165).
- Рымкевич, В.В. Неопределенность в экономике и формы ее проявления / В.В. Рымкевич // Вестник Белорусского государственного экономического университета. - 1999. - № 4. - С. 46-52.
- Корабейников, И.Н. Риск-менеджмент / И.Н. Кора-бейников, О.С. Смотрина, Л.Ю. Бережная // Оренбург: Оренбург. гос. ун-т, 2019. - 172 с.
- Drozdov, N.A. The system approach to making management decisions under uncertainty / N.A. Drozdov, E.L. Kuzina, M.A. Vasilenko et al. // European Proceedings of Social and Behavioural Sciences. - 2020. - Vol. 107. - P. 2630-2639.
- Милосердов А.А. Анализ рисков инвестиционно-финансовой деятельности: принципы классификации и построения моделей / А.А. Милосердов, Е.Б. Герасимова // Тамбов: Изд-во Тамб. гос. техн. ун-та, 2006. - 80 с.
- Херимян, Г.С. Сущность понятий «риск» и «неопределенность» / Г.С. Херимян // Экономика и социум. - 2019. - № 7(62)
- Горский, М.А. Экономические приложения «игр с природой» / М.А. Горский, Л.Г. Лабскер // Научные междисциплинарные исследования. - 2020. - № 4.
- Shannon, C.E. A mathematical theory of communication / C.E. Shannon // The Bell System technical journal. 1948. - Vol. 27, N 3.
- Бобков, И.А. Моделирование неопределенности при помощи нейронных сетей / И.А. Бобков, А.А. Бурдина, А.А. Нехрест-Бобкова // Ars Administrandi. - 2023. - № 1.
- ГОСТ Р ИСО 31000-2019 Национальный стандарт Российской Федерации Менеджмент риска. Принципы и руководство. Risk management. Principles and guidelines. - Дата введения 2020-03-01.
- Суслов, С. Применение имитационного моделирования при управлении комплексными проектами / С. Суслов, Д. Каталевский // Anylogic Company. - 2019.
- Жигунова, А.В. Инструментарий риск-менеджмента в системе обеспечения экономической безопасности предприятия / А.В. Жигунова, И.В. Логвинова // Журнал прикладных исследований. - 2022. - № 7.
- ГОСТР 27.303-2021 (МЭК 60812:2018) Национальный стандарт Российской Федерации Надежность в технике. Анализ видов и последствий отказов (IEC 60812:2018, Failure modes and effects analysis (FMEA and FMECA), MOD). - М., 2021.
- Джалилов, Д.А. Применение менеджмента в оценке рисков инвестиционных проектов / Д.А. Джалилов, Б.С. Мирзаев // Проблемы науки. -2019. - № 11(47).
- ISO 31000:2018 Risk management - Guidelines. - 2th edition. - International Organization for Standardization, 2018. - 22 p.
- A guide to the project management body of knowledge (PMBOK guide). - Sixth Edition. - Project Management Institute, Pennsylvania, 2017. - 579 p.
- TSO Managing Successful Projects with PRINCE2. -6th edition. - Norwich: TSO (The Stationary Office), 2017. - 413 p.
- Колеганова, Е.А. Управление рисками производственной площадки CAM-центр Самарский университет. Обзор и первые шаги / Е.А. Колеганова, А.И. Хаймович // Известия Самарского научного центра РАН. - 2022. № 2(106).
- AnyLogic. - URL: https://www.anylogic.ru/ (дата обращения 03.06.2023).
