Упруго-пластическое самоупрочнение (автофретирование) толстостенных контейнеров давлением эластичной среды
 толстостенных контейнеров давлением эластичной среды")
Автор: Барвинок В.А., Федотов Ю.В., Родин Н.П., Кирилин А.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Металлофизика и технология авиационных материалов
Статья в выпуске: 1 т.1, 1999 года.
Бесплатный доступ
Исследованы технологические возможности упрочнения цилиндрических контейнеров автофретированием с использованием давления эластичной среды. Разработана методика расчетов основных параметров процесса упрочнения автофретированием с учетом особенностей деформирования и сжимаемости эластичной среды (полиуретана). Получено выражение для определения модуля объемного сжатия различных марок и твердостей полиуретана.
Короткий адрес: https://sciup.org/148197511
IDR: 148197511
Elasto-plastic self-reinforcement (autofretting) of thick-walled containers by pressure of elastic agent
Technological opportunities of cylinder containers reinforcement by autofretting of pressure of elastic agent were researched. Procedure for calculation of main parameters of reinforcement process by autofretting was developed. The procedure takes into account deforming and compressibility peculiarities of the elastic agent (polyurethane). An expression for determining of volume deforming module was obtained for different polyurethane types of diverse hardness.
Текст научной статьи Упруго-пластическое самоупрочнение (автофретирование) толстостенных контейнеров давлением эластичной среды
-
1 Самарский государственный аэрокосмический университет
-
2 Государственный научно-производственный ракетно-космический центр «ЦСКБ-Прогресс», г. Самара
Исследованы технологические возможности упрочнения цилиндрических контейнеров автофретированием с использованием давления эластичной среды. Разработана методика расчетов основных параметров процесса упрочнения автофретированием с учетом особенностей деформирования и сжимаемости эластичной среды (полиуретана). Получено выражение для определения модуля объемного сжатия различных марок и твердостей полиуретана.
Авторами разработан способ упрочнения круглых контейнеров автофретированием с применением высокого давления полиуретана [1] взамен традиционных методов (дорнование, гидростатирование и др.). Полиуретан, являясь рабочим телом в контейнерах ддя штамповки, также может быть эффективно использован в качестве рабочего тела при автофретировании.
Для исследования технологических возможностей автофретирования контейнеров давлением эластичной среды проведен теоретический анализ данного эффективного процесса упрочнения.
За основу в теоретическом анализе процесса автофретирования контейнеров принят метод Девидсона-Кендалла [2]. Метод базируется на следующих допущениях:
-
1. Так как упругие и пластические деформации являются величинами одного порядка, принимается модель упругого идеально-пластического материала, т.е. материал контейнера сжимаем упруго во всей области и сохраняет объемные изменения, вызванные упругими напряжениями. Кроме того, в области малых пластических деформаций материал контейнера обладает низким деформационным упрочнением.
-
2. Распределение продольных напряжений и деформаций по толщине стенки контейнера принимается постоянным.
-
3. Применяется условие текучести Треска (условие постоянства максимальных напряжений сдвига)
O - O r = O s . (1)
Известно [3], что зависимость упругих напря
жений в толстостенном цилиндре от внутреннего давления определяется уравнениями Ляме
Ot
Or
qt к2 -1
(
1 +
V
rl 1
qt k2 -1
(
1 -
V
r 1
Для упруго-пластичного цилиндра (при автофретировании) напряжения в упругой зоне можно получить из уравнений (2) и (3) с учетом того обстоятельства, что радиальное напряжение на границе упругой и пластичной зон (при r =р ) равно давлению начала пластического течения
q y = о
k 2
-
2 k 2
Отсюда следует ор 2
O re = j
2 r 2
(
V
-
r l
,
O
te
O s P 2 2 r 2 2
( 1
V
+ r 1 7
.
Напряжения в пластической зоне определяются из совместного решения условия текучести (1) и уравнения равновесия
O t - O - r ,' = 0 . dr
Интегрируя полученное в результате дифференцированное уравнение
J dO r = O J 1 dr (8)
и используя граничные условия:
при
r = ro = - qi r = pO = o
p — 2 k 2 In p = 2 — k' r 12 r 1 .
получим выражения для радиальных o r p
и тангенциальных O t p напряжений в ческой зоне
пласти-
(
P
O = —O , lg r +
\
O = O lp s
lg P + r
2 _ 2 \
^
2 r J'
2 . „2\ r2 + p
2r 2
2r2 J
,
•
Следовательно, внутреннее давление, которое вызывает пластическое течение материала контейнера до радиуса р , равно
(1 p r^г qi=—O , ^lg 7 + -
-
p 2 1
1г
2r2 7
•
Контейнер может быть автофретирован так, что величина остаточных напряжений вызывает на его внутренней поверхности вторичные пластические деформации обратного знака (Эффект Баушингера). Во избежание этого явления необходимо ограничивать автофре-тирующее давление до значения, обеспечивающего остаточное напряжение не более величины предела текучести (100% автофретирование). При этом условии контейнер разгружается упруго. Тогда величина остаточных напряжений равна разности между напряжениями от давления автофретирования для упруго-пластического случая и напряжениями от того же давления, вычисляемыми по формулам Ляме (2), (3). Это условие для тангенциальных напряжений можно записать как:
Ot — O, = — о , l p l e s 7
после подстановки получим
'
O
V
1 P г2 lg-+~ r1
p 2 1
2 r 2
2 7
O s lg p + ~
—
L2L k 2
p 2 4
2 r 22
( г2 1
J- 1+ = os
s
I r J
Уравнение (14) можно преобразовать к более удобному выражению для определения значения р , характеризующего границу раздела пластической и упругой областей автофрети-рованного на 100% контейнера
Таким образом, зная величину р , по уравнению (12) вычисляется необходимое давление для 100% автофретирования контейнера.
Для того, чтобы определить допустимое давление q A при повторных нагружениях контейнера, необходимо исходить из условия его работы в упругом режиме. В этом случае напряженное состояние на внутренней поверхности описывается как:
о t = о + о tOCT , (16)
о = — q A . (17)
где o q - тангенциальное напряжение на внутренней поверхности контейнера, вычисленное по формуле Ляме (2) от приложения
давления q A ; о tOC T - тангенциальные остаточные напряжения при 100% автофретировании,
т.е. о, = —о,. lOCT
Используя условие текучести Трески (1), уравнение (16) можно записать в виде:
k 2 +1
qA г—о = — qA+ о,(18)
k — 1
k 2 —1
qA=os k- ■
Нетрудно показать, что выражения (12) с подстановкой условия (15) 100% автофретирования и (19) равнозначны. Выражение в круглых скобках в формуле (12) можно преобразовать к виду:
25 (
\
2 k 2 lg p — Z + k2 r 1 r 12
или с учетом условия (15)
2^ [ — ( 2 — k 2) + k 2 ] = ,
т.е. допустимым давлением повторного нагружения контейнера, при котором последний будет работать упруго, является автофре-тирующее давление.
Применяя аналогичный подход, можно получить выражения для определения р и q. при любом случае автофретирования (90%, 80% и т.д.). Для этого условие (13) записывается как
O p — O t e =— B O S , (22)
где В - коэффициент, отражающий долю остаточного напряжения от 100% автофретирования.
В этом случае радиус границы раздела пластической и упругой областей может быть определен по формуле:
7- k ln^T = B (1 — k )+1 , (23) r 1 r 1
автофретирующее давление, соответ ственно, выражается уравнением q, = о
( B +*2 -1 1
2 k 2
Формулы (19) и (24) определяют автофретирующее и максимальное рабочее давление при условии воздействия нагрузки по всей высоте контейнера. В реальных условиях высота полиуретанового блока заведомо меньше высоты контейнера, что обусловлено необходимостью захода сжимающего инструмента. Кроме того, известно [4], что в замкнутом объеме при высоком давлении происходит сжатие полиуретана. Для уточнения формул (19) и (24)
предположим, что давление сжатия q1^ полиуретана при осуществлении процесса автофретирования (или при рабочем нагружении) превосходит расчетное q A (или qt ) в величину отношения высоты контейнера Нк к высоте полиуретановой подушки H ny в момент сжатия, т.е.
qa
1 сж
qi
H k
H n / у ’
или выражая через начальную высоту полиуретанового блока Hny и относительную деформацию полиуретана по высоте £„ / у , можно написать qa с^ж
qiH K
^ п / у ) Н п / у 0
С другой стороны, пренебрегая сжатием полиуретана за счет изменения внутреннего диаметра контейнера, еп / у
qa
1 сж
E v ’
где E v - модуль объемного сжатия полиуретана.
Подставив выражение (27) в формулу (26), получим
E v -
a q сж
I Г
E v E v - 4 q , k
H ) н, n / У о )
.
Поскольку для расчета силовых параметров процесса автофретирования контейнеров необходимо знание модуля объемного сжатия полиуретана Ev , данные о котором отсутствуют в справочной литературе, были проведены дополнительные эксперименты по определению сжимаемости полиуретана различных марок и твердостей в замкнутом объеме [5]. Сжатие полиуретановых блоков производилось с обоих сторон пуансонами, входящими в контейнер по скользящей посадке. Испытание полиуретана на сжимаемость осуществлялось на разрывной машине марки ГСМ-50 с записью диаграммы “усилие-перемещение”. В экспериментах применялся полиуретан марок СКУ7Л твердостью от 80 до 98 ед. по Шору А, получаемый с предприятия-изготовителя за последние 5 лет. Изготавливалось по 5 образцов каждой марки и группы твердости в пределах отклонения не более 2 ед. Шора А, т.е. 80-82,83-85,8688 ед. Шора А. Следует также отметить, что во избежание влияния гистерезисных потерь на показатели сжимаемости производилось пятикратное нагружение образцов до максимального давления 500 МПа без записи диаграммы и трехкратное нагружение до данного давления с записью диаграммы “усилие-перемещение”. После расшифровки диаграмм была произведена их перестройка в координатах £ v и q, Ev и q , т.е. относительной сжимаемости и модуля объемного сжатия полиуретана от приложенного давления. Полученные зависимости представлены на рис.1 и 2.
С целью определения аналитического выражения модуля объемного сжатия E v была произведена аппроксимация представленных зависимостей.
В результате обработки экспериментальных данных выражение модуля объемного сжатия полиуретана представляется зависимостью
Е, = a - e b^ [ ( с + d - q „ T - 1 ] , (33)
где a, b, c и d - постоянные коэффициенты выражения Ev, T v - твердость полиуретана.
После проведения расчета параметров процесса 100% автофретирования ( q . , q сж , р, Ev ) текущих и остаточных тангенциальных дефор-
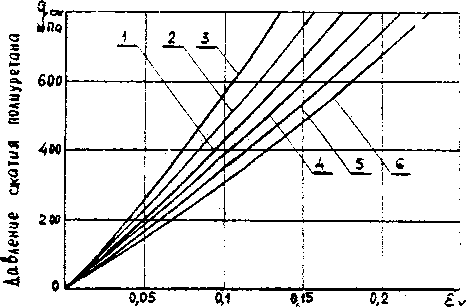
Относительное изменение объема
Рис.1. Диаграммы сжимаемости полиуретана: 1, 2, 3 - твердость 88-86, 85-83, 82-80 ед. Шора А, марка СКУ7Л; 4, 5, 6 - твердость 98-96, 95-93, 92-90 ед Шора А, марка СКУПФЛ и L-1000.
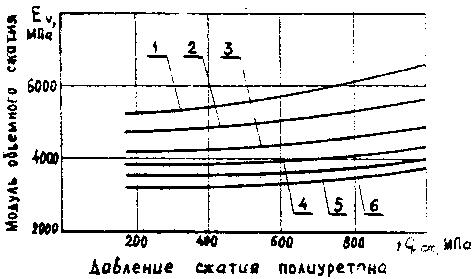
Рис.2. Изменение модуля объемного сжатия полиуретана в зависимости от величины гидростатического давления: 1, 2, 3 - твердость 88-86, 85-83, 82-80 ед. Шора А, марка СКУ7Л; 4, 5, 6 - твердость 98-96, 95-93, 92-90 ед. Шора А, марка СКУПФЛ и L-1000.
маций автофретирования контейнеров с заданным относительным размером k = r 2 / r 1 был реализован реальный процесс автофретирования с экспериментальным замером текущих и остаточных тангенциальных деформаций. Сравнение результатов по значениям тангенциальных деформаций показало удовлетворительную сходимость расчетных и экспериментальных данных.
С целью проверки работоспособности ав-тофретированных на 100 % контейнеров в упругом режиме производилось многократное их нагружение рабочим давлением, равным авто-фретирующему. Остаточные деформации в контейнерах при этом не изменились.
На основании положительных результатов проведенных исследований можно отметить пригодность разработанного способы упрочнения и принятого метода расчета в определении основных параметров процесса автофретирования контейнеров полиуретаном.
Способ упрочнения автофретированием контейнеров для штамповки деталей полиуре- таном внедрен в заготовительно-штамповочном производстве ряда предприятий аэрокосмической отрасли.
