Условия получения качественного пеноалюминия

Автор: Аксенов А.А., Иванов Д.О., Мансуров Ю.Н., Шуваткин Р.К., Ким Е.Д., Рева В.П., Кадырова Д.С.
Журнал: Juvenis scientia @jscientia
Рубрика: Технические науки
Статья в выпуске: 3, 2016 года.
Бесплатный доступ
В статье рассматривается попытка установить закономерности изменения структуры и свойств пенных металлических материалов на примере пеноалюминия, полученного из стандартных деформируемых и литейных сплавов. Материалы на основе металлов и сплавов в форме пены находят все большее применение в различных отраслях экономики - в строительстве, машиностроении, судоремонте и судостроении, медицине. В последнее десятилетие опубликовано много работ по выбору состава, разработке технологии, улучшению структуры и свойств. Вместе с тем, нет работ с результатами исследования структуры и свойств пеноалюминия на различных стадиях его получения. В ведущих зарубежных научных центрах разработаны технологии, обеспечивающие промышленное производство пеноматериалов. Однако, при том, что уже получены промышленные образцы (например, в научных центрах Южной Кореи, Германии), вопросы обеспечения качества пенных металлических материалов недостаточно изучены
Алюминий, структура, свойства, сплавы алюминия, пеноалюминий, качество, технологии
Короткий адрес: https://sciup.org/14110220
IDR: 14110220 | УДК: 629.047
Conditions of quality foam aluminum
The article deals with an attempt to establish patterns of change in the structure and properties of metallic foam materials on the example of aluminum foam prepared from standard wrought and cast alloys. Materials on the basis of metals and alloys in the form of foam are increasingly being used in various sectors of the economy - in construction, engineering, ship repair and shipbuilding, medicine. In the last decade it has published extensively on the choice of composition, technology development, improve the structure and properties. However, no work with the results of investigating the structure and properties of the aluminum foam at various stages of its preparation. The leading foreign research centers have developed technologies that ensure industrial production of foams. However, that has obtained industrial designs (for example, at research centers in South Korea, Germany), to ensure the quality of the foam metal materials issues insufficiently studied
Текст научной статьи Условия получения качественного пеноалюминия
Механическое легирование (МЛ) является, на данный момент, наиболее перспективным направлением в производстве композитных материалов (КМ) [1-8]. Это один из самых современных методов получения дисперсно-упрочненных керамическими частицами композиционных материалов на основе различных цветных металлов. Пено-алюминий тоже можно рассматривать, как КМ, где вместо керамических частиц – порофор. Поэтому МЛ тоже может стать перспективным методом для его получения. Этот метод заключается в обработке порошкообразных компонентов и их смесей различного состава в высокоэнергетических мельницах и последующей консолидации, вновь сформировавшейся активированной смеси, для получения полуфабриката или готовой детали. Как показали исследования [9-12], еще одним преимуществом МЛ является возможность использования отходов производства и лом алюминиевых сплавов, что значительно удешевляет производство (сырьевая составляющая в стоимости производства снижается от 45-65%).
Цель работы: исследовать возможность получения пе-ноалюминия из вторичного сырья методом МЛ. На основе проведенных исследований оптимизировать состав и структуру, а также предложить новую экономичную технологию получения пеноалюминия.
Для достижения поставленной цели в работе решали следующие задачи:
-
1. Исследовать структуру и свойства пеноалюминия на разных стадиях получения.
-
2. Сформулировать основные принципы выбора матричных сплавов.
-
3. Разработать экономичную технологию получения пеноалюминия.
Материалы и методы исследования. Для приготовления матричных сплавов использовали: алюминий марки А99, медь марки М0, магний марки Мг90, кремний (99,99), а также лигатуры: Al – 20% Si, Al – 50% Cu, Al – 10% Mn и Al – 5% Ti – 1% B.
Плавку сплавов проводили в электрической печи сопро- тивления в графитошамотном тигле при температуре 680-740ºC. Сплавы отливали в стальные изложницы со скоростью охлаждения ~ 10 К/с. Полученные заготовки обтачивали на токарном или фрезерном станке для получения стружки, которую в дальнейшем использовали в качестве исходного материала для получения КМ. Применение стружки позволяет моделировать возможность использования вторичного сырья для получения (КМ).
Для получения пеноалюминия в качестве порофора использовали промышленный и полученный в лабораторных условиях TiH2. Содержание водорода в этой фазе по объему больше 60% (~ 4 масс. %), а температура интенсивного разложения (дегидрирования) находится в интервале 650-700ºС.
Лабораторный TiH2 получали путем высокотемпературной выдержки порошка титана марки ПТС (ТУ 14-1-3086) или стружки сплава ВТ1-0 в атмосфере водорода. Выдержку, при которой проходил процесс гидрирования титана, проводили в водородной электропечи, на базе СУОЛ – 044-12М2-У42, по режиму: нагрев лодочек с титаном в зоне нагрева при температуре 510–565ºС в течение 30 мин и последующее ее охлаждение в холодильной зоне в течение 30 мин.
Степень прохождения процесса гидрирования оценивали по фазовому и химическому составу полученных продуктов. Фазовый анализ проводили с помощью дифрактометра ДРОН-2 при характеристическом излучении железа ( λ = 1,93597 нм).
МЛ смесей матричного сплава и порофора проводили в планетарной (ПМ) и в вибрационной мельнице. Отношение массы мелющих тел к массе смеси составляло 7:1 и 25:1, соответственно. Время обработки в ПМ варьировали 0,5-2 ч, а в вибрационной мельнице – 5 и 10 ч с частотой вибрации 60 и 30 Гц, соответственно. В качестве альтернативного метода получения пеноалюминия использовали перемешивание порошковой смеси в потоке газа (метод «вихревого» перемешивания) в течение 5-10 мин.
Структуру пеноалюминия на разных стадиях получения изучали на световых микроскопах "Leica DM6", "BX41M", а также на электронном сканирующем микроскопе JSM-35СF фирмы "Jeol" при ускоряющем напряжении 15 кВ. Микрорентгеноспектральный анализ проводили на четырехкристальном спектрометре микроскопа JSM-35CF.
Измерение размера пор пеноалюминия, частиц фаз на основе алюминия и TiH2 осуществляли при помощи метода секущих по фотографиям, полученным на световом и электронном сканирующем микроскопе.
Ситовый анализ порошка TiH2 проводили на механическом встряхивателе типа IHVR-2 с комплектом круглых сит диаметром 200 мм, глубиной 25 мм, высотой обечайки 40 мм с величиной отверстий 1,4; 1; 0,8; 0,355; 0,315; 0,2; 0,16; 0,09; 0,08 мм.
Завершающую стадию получения пеноалюминия – вспенивание прекурсора проводили при следующих скорости нагрева: 140ºС/мин, 200-220ºС/мин, 800ºС/мин, 2500ºС/мин.
Плотность прекурсоров и пеноалюминия определяли методом гидростатического взвешивания в двух средах на воздухе и в воде. Взвешивание проводили на одноплечных аналитических весах с минимальной погрешностью 0,1 мг.
Микротвердость гранул оценивали по ГОСТ 9450-76 на приборе ПМТ-3 и 401/402 MVD фирмы Wilson Walpert с алмазным индентором и нагрузкой 20 г.
Испытания пеноалюминия на сжатие проводили на универсальной испытательной машине фирмы Zwick Z250, оснащенной ЭВМ. Скорость перемещения захвата при испы- таниях составила 4 мм/мин. Образцы для испытаний имели форму цилиндра диаметром 25 мм и высотой 15-20 мм.
Результаты и их обсуждение. Так как имитационная модель не учитывает многие технологические параметры (например, обработка в мельницах, параметры консолидации и другие), а дает только представления о прохождении процесса вспенивания, то в настоящей главе ставилась задача исследовать структуру и свойства материала на разных стадиях его получения, построить соответствующие закономерности и на их основе, разработать технологию получения пеноалюминия.
Первоначально исследовали структуру гранул после обработки материала в ПМ, в вибрационной мельнице и методом «вихревого» перемешивания.
В результате исследований было установлено, что процессы, проходящие в сплавах АМг6, Д16 и АК12М2 практически идентичны. При этом фазовый состав последних двух сплавов довольно сложный, поэтому для упрощения исследований все основные закономерности и выводы выстраивали при изучении пеноалюминия на основе матричного сплава АМг6.
Во время обработки в ПМ или в вибрационной мельнице частицы матричного сплава и порофора подвергаются измельчению, перемешиванию и внедрению последних в вязкую алюминиевую матрицу, при этом испытывая значительные деформации. В результате чередования этих процессов в течение 0,5 до 2 ч в ПМ гранулы измельчились с 500 до 40 мкм. В свою очередь, после обработки в вибрационной мельнице размер гранул достигает такого же размера только к 5-10 ч, а в установке «вихревого» перемешивания измельчения и взаимного проникновения частиц в матричный сплав вообще не происходит, поэтому после окончания процесса размер гранул матричного сплава и частицы TiH2 имеют исходный размер (500 мкм и 100 мкм, соответственно) и не соединены между собой по межфазным границам.
По структуре гранул трудно оценить равномерность распределения фаз, в том числе TiH2, поэтому основные выводы делали по структуре консолидированных образцов – прекурсоров (рис. 1). Она состоит из алюминиевого твердого раствора серого цвета, частиц TiH2 и железосодержащей фазы (скорее всего FeAl3), которые на фоне алюминиевого твердого раствора выглядят светлыми. Исследовав образцы в характеристическом излучении Fe и Ti, определили, что отличия в размерах этих фаз можно заметить после небольшой обработки в ПМ (0,5 ч). Разрушение частиц TiH2 при МЛ происходит быстрее частиц железосодержащих фаз. После обработки в течение 0,5 ч размер частиц TiH2 достигает 3 мкм, а частицы железосодержащих фаз в этот промежуток времени измельчаются незначительно и выглядят крупнее (около 3-5 мкм). С увеличением времени обработки различия в размерах частиц фаз исчезают, и отличить их в сканирующем микроскопе практически невозможно.
После 0,5 ч обработки в ПМ в структуре присутствуют области, в которых почти полностью отсутствуют частицы TiH2. Такая структура неблагоприятна, поскольку приводит к неравномерности вспенивания. После 1 ч обработки таких областей в структуре уже не наблюдали, а дальнейшее увеличение времени обработки до 2 ч не вносило существенных изменений в структуру образцов.
Прекурсоры, полученные из гранул, подвергнутых обработке в вибрационной мельнице и методом «вихревого» перемешивания, имеют сходный фазовый состав, но размер частиц TiH2 больше (5 и 100 мкм, соответственно).
Завершающей операцией получения готового продукта является процесс вспенивания. Предварительные результаты по вспениванию показали, что для управления конечной структурой и плотностью пеноалюминия, необходима оптимизация технологических параметров вспенивания.
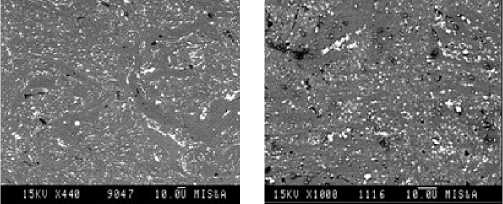
а) б)
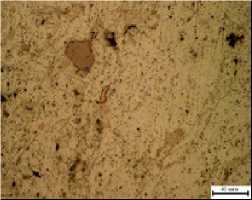
в)
Рис. 1. Микроструктура прекурсоров материала АМг6 + 1,5% TiH2, полученного: а) обработкой в ПМ 1ч; б) в вибрационной мельнице 5 ч; в) и в установке «вихревого» перемешивания 10 мин.
Оптимизировали такие важнейшие технологические параметры, как: состав матричного сплава и, соответственно, его агрегатное состояние при температуре дегидрирования; время выдержки при высокой температуре; содержание TiH2; время обработки в аппаратах; температура консолидации.
Процесс вспенивания, как правило, проводят в широком интервале температур. Чтобы оценить оптимальный температурный интервал вспенивания, проводили эксперименты, в которых, в качестве матричных использовали сплавы АМг6, Д16, АК20 и АК12М2. По отношению к температуре самого интенсивного разложения TiH2 по данным ДТА (~650ºС) эти сплавы находятся в жидком (АМг6, АК12М2) и жидко-твердом (АК20) состояниях. Для сплава Д16 температура дегидрирования расположена в районе температуры его ликвидуса. Эксперимент показал, что при всех равных условиях пористая структура получилась у образцов, матрицами в которых являлись сплавы АМг6, АК12М2, находившихся полностью в жидком состоянии и Д16, находящийся на границе жидко-твердого и жидкого состояний. В то время как пеноа-люминий из сплава АК20, находящийся в жидко-твердом состоянии практически не имеет пор, и размер образца остался без изменения. Следовательно, вспенивание в жидком состоянии обеспечивает получение пористой структуры, в то время как в жидко-твердом (ниже ликвидуса) вспенивание затруднено из-за высокой вязкости матричного расплава. Проведенные исследования позволили определить эффективную температуру вспенивания для матричных сплавов, которая должна находиться выше Тлик.
Признано [11], что еще одним важным параметром является ширина интервала кристаллизации матричного сплава. Сокращение его позволяет уменьшить процессы объединения и всплытия пор при последующей кристаллизации. Оценку влияния ширины интервала кристаллизации проводили на сплавах Д16 и АМг6, интервалы кри- сталлизации у которых ~ 142 и ~ 75°С, соответственно. У пеноалюминия из сплава Д16 поры оказались больше, чем у АМг6, что говорит об интенсивном прохождении процесса объединения пор. Следовательно, для получения мелкой пористости необходимо выбирать сплав с как можно меньшим интервалом кристаллизации. Сплав АК12М2, имеющий интервал кристаллизации ~ 55ºС, имеет схожие морфологические особенности пористости, что и у сплава АМг6.
Признано [12], что время выдержки прекурсора в печи – очень важный параметр, поскольку непосредственно влияет на структуру и свойства пеноалюминия. Прекурсоры состава АМг6 + 1 масс. % TiH2, полученные «вихревым» перемешиванием и консолидацией при 350ºС, нагревали со скоростью 140ºС/мин и выдерживали 5-9 мин, после чего образцы закаливали во избежание изменений в структуре. Эксперименты показали, что процесс дегидрирования TiH2 начинается через 5 мин выдержки в печи, с появлением пор в форме «линзочек». При увеличении времени выдержки до 7-7,5 мин давление в них возрастает, и поры приобретают форму, близкую к сферической. Дальнейшее увеличение времени выдержки приводит к постепенному всплытию пузырьков газа на поверхность, следствием чего является оседание образца.
Следующий важнейший технологический параметр – содержание TiH2. Из литературных данных и имитационной модели следует, что для получения пеноалюминия с изолированными порами необходимо вводить около 0,6 масс. % порофора. Для выбора оптимального содержания порофора, в порошковые смеси вводили 0,5; 1 и 1,5 масс. % TiH2. Для данного исследования использовали прекурсоры, полученные обработкой в ПМ и «вихревым» перемешиванием, консолидированные при 350ºС. Нагрев прекурсора во время вспенивания проводили со скоростью 140ºС/мин и выдержкой в печи в течение 7 мин.
Эксперимент показал, что плотность пеноалюминия, полученного методом «вихревого» перемешивания при содержании TiH2 около 1 масс. % примерно на 1 г/см3 ниже, чем после обработки в ПМ (1,7 г/см3).
Высокая плотность пеноалюминия, полученного в ПМ, связана с неспособностью сильно измельченных частиц TiH2 при скорости нагрева 140ºС/мин создать достаточно высокое давление для образования сферической поры.
Исследование технологического процесса получения пеноалюминия начали с рассмотрения влияния обработки смесей в аппаратах для перемешивания на его конечную плотность. Несмотря на масштабируемость и непрерывность процесса обработки в вибрационной мельнице, этот метод обработки смесей достаточно длительный и требует высоких затрат. Поэтому построение зависимостей проводили при использовании ПМ и установки «вихревого» перемешивания.
На рис. 2 представлены результаты вспенивания образцов, полученных обработкой в ПМ различное время, скоростью нагрева 140ºС/мин после консолидации при 400ºС и выдержкой во время вспенивания 7 мин. Исходное состояние на графике соответствует обработке смеси в установке «вихревого» перемешивания. Из графика видно, что с увеличением времени обработки в ПМ наблюдается некоторое падение плотности (1 ч), что связано (как отмечалось выше) с более равномерным распределением частиц TiH2 в прекурсоре. Дальнейшая обработка в ПМ настолько сильно измельчает порофор, что, вероятно, выделяющийся водород не успевает сформировать сферическую пору, а растворяется в жидком алюминии с последующей его диффузией из образца.
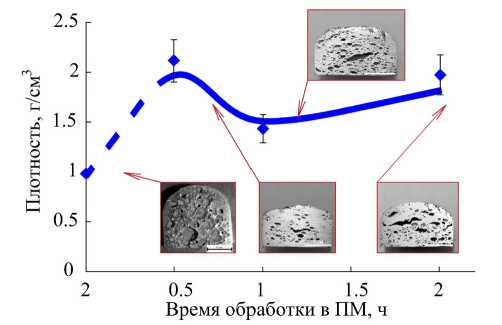
Рис. 2. Зависимость плотности пеноалюминия АМг6 + 1 масс. % TiH2 от времени обработки в ПМ (консолидация при 400 ºС, скорость нагрева 140 ºС/мин, 7 мин)
Низкая плотность пеноалюминия, полученного методом «вихревого» перемешивания объясняется наличием больших частиц TiH2, из которых моментально образуется большое количество газа. При этом выделяющийся водород не успевает весь раствориться в матрице, и в результате поры получаются большими и сферическими. Следовательно, для получения пеноалюминия при скоростях нагрева под вспенивание менее 200ºС/мин необходимо использовать либо этот метод, либо обрабатывать в ПМ 1 ч.
Следующим важным параметром в технологическом цикле признана температура консолидации (получение прекурсора). Для оценки влияния этого параметра обработанные смеси порошков подвергали холодному (при 25ºС) и горячему (при 300, 350, 400 и 450ºС) прессованию. После чего, полученные прекурсоры вспенивали. Выбранные температуры консолидации входят в интервал наиболее часто используемых температур горячей деформации алюминиевых сплавов.
Исследование показало, что в выбранном интервале температур консолидации пеноалюминий имеет практически одинаковую плотность. Однако, при снижении температуры консолидации до 200ºС плотность пеноалюминия возрастала. Таким образом, для экономии электроэнергии была рекомендована температура консолидации в интервале 300-350ºС.
Поскольку в работе ставилась задача – создать конструкционный пеноалюминий, провели оценку механических свойств при испытании на сжатие на образцах, полученных различными способами:
-
1) с различной массовой долей TiH2 (0,1; 0,3 и 0,6% TiH2), полученные методом «вихревого» перемешивания;
-
2) с разным размером частиц TiH2 (57 и 82 мкм), но одинаковой массовой долей (0,6%), полученные методом «вихревого» перемешивания;
-
3) с одинаковой плотностью образцов, но разным размером пор (0,9; 1,2 и 1,7 мм), полученных в ПМ (рис. 3).
Вид диаграмм напряжение – деформация сжатия всех серий образцов полностью соответствует нашим представлениям о деформации пеноалюминия. Из диаграмм следует, что с увеличением объемной доли TiH2 и увеличением его размера частиц (пор) пористость в образце увеличивается, что приводит к уменьшению толщины стенок между порами. В результате снижается величина напряжения, при котором начинается разрушение. В отличие от пеноалюминия, полученного «вихревым» перемешиванием, деформация пено-алюминия, полученного МЛ, идет равномерно, что связано с более однородной структурой. При этом, прочность таких материалов на 10-20 МПа выше.
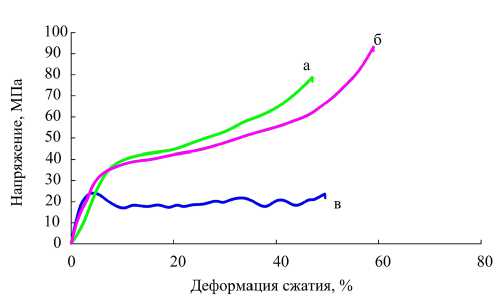
Рис. 3. Диаграмма сжатия пеноалюминия с составом АМг6 + 1,5 масс. % TiH2 и плотностью 0,7 – 0,8 г/см3 с различным диаметром пор, обработанных в ПМ: а) (0,9 ± 0,1) мм; б) (1,2 ± 0,2) мм; в) (1,7 ± 0,2) мм.
Выводы. Из проведенных исследований следует, что для получения качественного пеноалюминия необходимо использовать матричные сплавы с минимальным интервалом кристаллизации. При этом сплавы должны находиться в жидком состоянии при температуре 650ºС. Гидрид титана должен иметь размеры около 1-2 мкм при максимальном содержании водорода в частицах. При скорости нагрева менее 200 °С/мин следует получать прекурсоры, при 300-350ºС после обработки смесей по методу «вихревого» перемешивания, т. к. именно в этом случае получается однородная по размеру и равномерно распределенная крупная пористость. Для получения мелкой пористости (менее 1 мм) следует использовать МЛ в планетарной или вибрационной мельнице.
Работа выполнена в соответствии с заданием проектов TEMPUS-MMATENG и TEMPUS-NETCENG, направленных на унификацию и совершенствование подготовки инженерных кадров трех уровней в рамках Болонского процесса, развитие результатов проектов с бизнес сообществом.
Список литературы Условия получения качественного пеноалюминия
- Иванов Д. О. Исследование и разработка пеноалюминия, получаемого методом механического легирования из вторичного сырья//Автореф. дис. на соискание ученой степени канд. техн. наук. М.: МИСИС, 2008. 24 с
- Богданова А. Металл будущего станет пористым. URL: http://www.equipnet.ru/articles/other/other_556.html
- Ковтунов А.И., Хохлов Ю.Ю., Мямин С.В. Технология формирования слоистых композиционных материалов системы титан - пеноалюминий//Металлург. 2015. № 4. С. 60-61.
- Шестаков Н. А. Исследование уплотнения при деформации пористых материалов//Известия ТулГУ «Технические науки». 2011. №1. С. 440-448
- Weaire D. Methods and modeling of metallic foam fabrication//Composites Engng. 2001. №8. P. 977-978
- Shiomi M. Fabrication of aluminum foams from powder by hot extrusion and foaming//Journal of Materials Processing Technology. 2010. № 210. P. 1203-1208
- Бутарович А. А. Пеноалюминий как энергопоглащающий материал и его механические свойства//Машиностроение. 2011. № 7. С. 53-58
- Banhart J. Manufacture, characterization and application of cellular and metal foams//Progr. Mat. Sci. 2011. № 46. P. 559-632
- Veale P. J. Investigation of the Behavior of Open Cell Aluminum foam//ScholarWorks@Umass Amherst. № 1911. 2014. P. 125
- Altenbach H. Modeling of packaging behavior in closed aluminum foam//PAMM. № 14. 2014. P. 241-242
- Черномас В. В. Влияние геометрического фактора на силовые деформирования и эволюцию фронта уплотнения пористых материалов//Обработка металлов. 2014. № 2. С. 31-38
- Сарафанов М. А. Новая технология и оборудование для получения конструкционных материалов на основе пеноалюминия//Тяжелое машиностроение. 2011. № 2. С. 34-38
- Lefebre L. Porous Metals and Metallic Foams//Advanced Engineers Materials. 2008. № 10. P. 775-787
