Усовершенствование процесса региз для производства бензина соответствующего нормам Евростандарта-5

Автор: Махмудов М.Ж.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 3 (45), 2019 года.
Бесплатный доступ
На сегодняшний день перед многими странами мира остро стоит проблема получения высококачественных автомобильных бензинов, по содержанию ароматических углеводородов соответствующих экологическим требованиям Европейских стандартов качества. В работе предлагается технология совместного использования процессов изомеризации лёгкой фракции прямогонного бензина и выделения из риформата бензолсодержащей фракции (н.к.-120оС), с дальнейшим проведением процесса гидроизомеризации, позволяющей производить высокооктановый бензин с пониженным содержанием ароматических углеводородов и бензола.
Бензин, риформат, ароматические углеводороды, бензол, риформинг, гидроизомеризация
Короткий адрес: https://sciup.org/140274353
IDR: 140274353 | УДК: 665.5
Improvement of the process of regions for the production of petrol compositors of the relevant European standard-5
Today many countries of the world are faced with the problem of obtaining high-quality motor gasolines that meet the environmental requirements of European quality standards for the content of aromatic hydrocarbons. The paper proposes the technology of joint use of light isomerization processes of straight-run gasoline and separation of the benzene-containing fraction (beginning of boiling- to 120oC) from reformate, with further hydroisomerization process, which allows to produce high-octane gasoline with a low content of aromatic hydrocarbons and benzene.
Текст научной статьи Усовершенствование процесса региз для производства бензина соответствующего нормам Евростандарта-5
Конъюнктура современного рынка автомобильных бензинов во многом определяется введением новых стандартов качества на товарные автобензины. Постоянное ужесточение экологических требований по содержанию ароматических углеводородов в неэтилированных бензинах стандартов (Евро-4, Евро-5) заставляет производителей бензинов непрерывно совершенствовать производство, все больше отказываясь от технологических процессов, дающих компоненты автобензинов с высокой концентрацией аренов, в пользу технологий получения высокооктановых продуктов неароматического типа или с пониженным содержанием ароматических углеводородов [1].
Предложены различные методы снижения содержания бензола в автомобильных бензинах [2]:
-
1. Предфракционирование сырья процесса каталитического риформинга – предварительное удаление из прямогонной бензиновой фракции ректификацией фракции н.к.-90°С (или даже н.к.-110°С [3]), в которой концентрируются бензолобразующие насыщенные углеводороды – циклогексан, метилциклопентан, гексан.
-
2. Предфракционирование сырья в сочетании со снижением жесткости процесса каталитического риформинга [6]. При этом снижается содержание бензола и суммы аренов, а также уменьшается октановое число, что требует повышения доли других высокооктановых компонентов в составе бензинов.
-
3. Постфракционирование риформата бензиновой фракции с последующей переработкой бензольной фракции по различным вариантам:
При риформинге широкой бензиновой фракции, без предфракционирования, содержание бензола в риформате составляет 2-8% масс., а при ужесточении режима процесса может достигать 10% масс. [4]. Предфракционирование позволяет снизить содержание бензола в риформате обычно лишь на 60-70%, что недостаточно для удовлетворения экологических требований к качеству автомобильных бензинов [5]. Это обусловлено частично недостаточной ректификацией при предфракционировании, налеганием фракций, а также протеканием побочных реакций гидродеалкилирования аренов и диспропорционирования метильных групп при риформинге.
-
а) гидрирование бензольных фракций риформата и нафты процесса ККФ [7]. Однако октановое число образующегося при гидрировании циклогексана существенно ниже, чем бензола: по исследовательскому методу (И.М.) 83 и 106, по моторному методу (М.М.) - 77 и 88 [8]. Особенно неэффективно гидрирование бензольной фракции нафты процесса ККФ: кроме бензола дополнительно гидрируются олефины и происходит значительное снижение октанового числа;
-
б) гидроизомеризация фракции н.к.-85°С риформата [9,10]. Образующийся при гидроизомеризации бензола метилциклопентан характеризуется более высокими значениями октановых чисел по сравнению с циклогексаном (И.М. - 91, М.М. - 81), хотя и уступает бензолу.
Однако за счет изомеризации н-алканов снижения октанового числа гидроизомеризата по сравнению с сырьем не происходит. Так НПФ «ОЛКАТ» разработан цеолитсодержащий катализатор К-150Б с металлом платиновой группы и промоторами [11,12]. При проведении процесса в оптимальных условиях с использованием этого катализатора при 250-270°С, давлении 2-3 МПа с рециркуляцией водорода выход гидрогенизата составил 98% масс., октановое число по исследовательскому методу повысилось на 2-3 пункта [13];
-
в) алкилирование бензола, содержащегося в бензольной фракции риформата, легкими олефинами. Однако в результате возрастает массовое содержание суммы аренов в риформате [14-15];
-
г) неполное риформирование широкой бензиновой фракции (в двух из трех реакторов), ректификация реакционной смеси с выделением головной бензольной фракции и ее гидрированием, заключительный риформинг кубового остатка ректификации в третьем реакторе и смешение риформата, содержащего арены С7-С9, с гидрогенизатом [16];
-
д) сочетание предфракционирования прямогонной бензиновой фракции, гидроизомеризации бензола фракции н.к.-90°С в метилциклопентан, риформирования фракции 100-120°С на установке Л-35-11/300, фракции 120-180°С на установке Л-35-11/1000 и постфракционирования. Использование этой комплексной технологии на Московском НПЗ позволяет получать объединенный риформат, содержащий 0,75% об. бензола [17];
-
е) выделение бензола методами экстрактивной ректификации или экстракции из бензольной фракции риформата. Это направление снижения содержания бензола в автомобильных бензинах признается наиболее экономичным для нефтеперерабатывающих заводов с ресурсами риформатов более 1,5 млн. т/год [3] или при использовании выделенного бензола непосредственно на заводе. Например, в ООО «ПО «Киришинефтеоргсинтез» бензол находит применение на комплексе ЛАБ-ЛАБС для производства моющих средств. В Японии рекомендовалось снижать содержание бензола в автомобильных бензинах методами экстрактивной ректификации с N-формилморфолином [18] или экстракцией сульфоланом [19].
Нами предлагается решить данную проблему в рамках предлагаемой технологии, совместного использования процессов изомеризации лёгкой фракции прямогонного бензина и выделения из риформата бензолсодержащей фракции, с дальнейшим проведением процесса гидроизомеризации (рис. 1).
VI
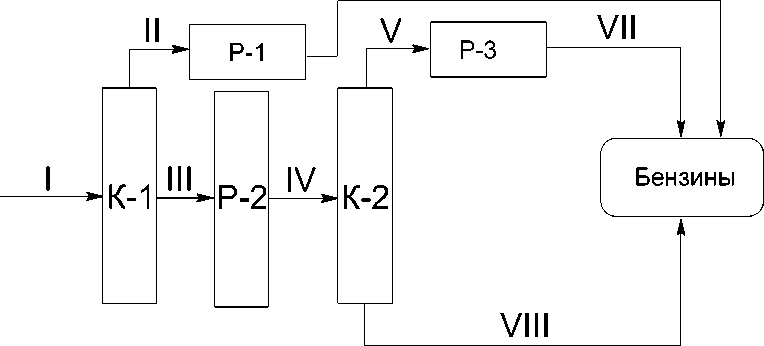
Рис.1. Блок-схема производства автомобильных бензинов по предлагаемой технологии: К-1 и К-2 – колонны фракционирования; Р-1 – реактор изомеризации; Р-2 – реактор риформинга; Р-3 – реактор гидроизомеризации; I – прямогонный бензин; II – фракция н.к.-90оС; III – фракция 90оС-к.к.; IV – риформат; V – фракция н.к.-120оС; VI – изомеризат; VII – гидроизомеризат; VIII – риформат (120оС-к.к.)
Согласно схеме, при поступлении в колонну фракционирования (К1) гидроочищенной фракции бензина, она разделяется на две фракции с температурами кипения н.к.-90оС и 90оС-к.к.
Лёгкая фракция прямогонного бензина (н.к.-90оС), состоящая в основном из бензолобразующих углеводородов, в связи с чем, подвергается процессу изомеризации в реакторе (Р-1). Тяжёлая фракция (90оС-к.к.) подвергается процессу каталитического риформинга в реакторе
Р-3. Катализат каталитического риформинга в колонне фракционирования К-2, разделяется на две фракции с температурами кипения н.к.-120оС и 120оС-к.к. Головная бензол-толуолсодержащая фракция (н.к.-120оС) направляется в реактор гидроизомеризации (Р-3), в котором на катализаторе гидроизомеризации под давлением водорода бензол гидрируется до циклогексана с дальнейшей изомеризацией полученного циклогексана в метилциклопентан, обладающий более высоким октановым числом смешения по сравнению с исходным бензолом, а толуол гидроизомеризуется до метилциклогексана.
В итоге, после компаундирования продуктов изомеризации и гидроизомеризации с другими компонентами товарного автобензина содержание бензола и суммарной ароматики понижается, а октановое число бензина не уменьшается, что дает возможность получить высокооктановые бензины с улучшенными экологическими свойствами.
С помощью этой технологической схемы, можно снизить в составе автомобильного бензина содержание бензола и суммы ароматических углеводородов до норм Евро-5.
Проведенные исследования позволяют нам рекомендовать предлагаемую технологию усовершенствованной РЕГИЗ к промышленному внедрению на нефтеперерабатывающих заводах.
Список литературы Усовершенствование процесса региз для производства бензина соответствующего нормам Евростандарта-5
- Кондрашев Д.О., Ахметов А.Ф. Использование процесса РЕГИЗ с блоком межступенчатой ректификации риформата для получения бензинов с улучшенными экологическими свойствами // Башкирский химический журнал. 2006. Том 13. №5 - С. 68-71.
- Гайле А.А. Современное состояние и экологические проблемы российской нефтедобычи, нефтепереработки и нефтехимии: учеб. пособие. СПб: СПбГТИ (ТУ), 2012. 94 с.
- Андонов Г.Н., Пехливанов Д.Д., Милина Р.С., [и др.] // Нефтепереработка и нефтехимия. 2003. №3. С. 7-12.
- Левощенко А.С., Абдульминев К.Г., Ахметов А.Ф. [и др.] // Нефтепереработка и нефтехимия. 2009. №5. С. 8-9.
- Мириманян А.А., Вихман А.Г., Марышев И.Б. [и др.] // Мир нефтепродуктов. 2006. № 5. С. 26-27.
- Абросимов А.А. // Нефтепереработка и нефтехимия. 1999. №3. С. 36-41.
- Герзелиев И.М., Цодиков М.В., Хаджиев С.Н. // Нефтехимия. 2009. Т. 49. № 1. С. 3-8.
- Meister J., Crowe T., Keesom W., [et al.] // Oil and Gas Journal. 2006. V. 104. № 34. P. 38-45.
- Кореляков Л.В. Анализ существующих технологических процессов получения моторных топлив с целью выбора и обоснования технологий реконструкции и развития ООО «КИНЕФ» для повышения глубины переработки нефти, расширения номенклатуры и улучшения качества товарной продукции. М.: ОАО ЦНИИТЭнефтехим, 2001. 168 с.
- Марышев В.Б., Можайко В.Н., Сорокин И.И. // Нефтепереработка и нефтехимия. 2005. № 9. С. 9-10.
- Марышев В.Б., Можайко В.Н., Сорокин И.И. // «ТЭК России». 6-й междунар. форум. Санкт-Петербург, 11-13 апреля 2006. Сб. материалов. СПб.: 2006. С. 142-144.
- Ганцев А.В., Яковлев А.А., Ахметов А.Ф. [и др.] // Нефтепереработка и нефтехимия. Междунар. научно-практ. конф. Уфа, 22 мая 2007 г. Матер. конф. Уфа: Изд-во ГУП ИНХП РБ, 2007. С. 90-91.
- Laredo G.C., Castillo J., Marroquin J.O. [et al.] //Appl. Catal. A. 2009. V. 363. № 1-2. P.11-18.
- Laredo G.C., Marroquin J.O., Castillo J. [et al.] // Ibid. P. 19-26.
- Павлов О.С., Карсаков С.А., Павлов С.Ю. // Хим. технология. 2009. Т. 10. № 10. С. 582-586.
- Ахметов А.Ф., Касьянов А.А. // Экологические технологии в нефтепереработке и нефтехимии. Материалы научно-практ. конф., Уфа, 8 октября 2003 г. и Доклады отраслевого совещания по экологии, Москва, 5 июня 2003 г. Уфа: Изд-во ИНХП, 2003. С. 46.
- Зубер В.И., Сизов Д.Ю., Сюткин С.И. [и др.] // «ТЭК России». 7-й Междунар. форум Санкт- Петербург, 10-12 апреля 2007. СПб.: 2007. С. 189-191.
- Ranke U., Ennenbauch F. // Petrotekku - Petrotech. 1999. V. 22. №5. P. 406-411.
- Tawa K. // Petrotekku - Petrotech. 1999. V. 22. № 15. P. 402-405.
