Установка для обработки волноводов свободным абразивом

Автор: Литвиненко Д.С., Зверинцева Л.В.
Журнал: Форум молодых ученых @forum-nauka
Статья в выпуске: 1-2 (29), 2019 года.
Бесплатный доступ
В данной работе рассмотрены проблемы, возникающие при обработке волноводных каналов. После анализа данных проблем была предложена конструкция установки для обработки каналов волновода абразивом, движущимся за счет действия на него потока сжатого воздуха. Били поставлены задачи. Которые необходимо решить для работы данной установки.
Абразивная обработка, обработка воздухом, волновод установка для обработки волноводов
Короткий адрес: https://sciup.org/140284780
IDR: 140284780
Unit for machining a waveguide canals with free abrasive particles
This paper discusses the problems that arise when processing waveguide channels. After analyzing these problems, a setup was proposed for processing the waveguide channels with an abrasive moving due to the action of a stream of compressed air on it. Beat tasks. Which need to be solved for the operation of this installation.
Текст научной статьи Установка для обработки волноводов свободным абразивом
Развитие ракетно-космической техники и летательных аппаратов ставит перед машиностроением как по разработке энергоэффективных конструкций, так и задачи по разработке технологий производства усовершенствованных деталей и конструкций. Одним из развивающихся направлений в сфере космической техники, а именно в сфере антеннофидерных устройств является разработка технологий производства волноводов и волноводных трактов, основной сложностью изготовления которых является получение высокого качества внутренних поверхностей. Шероховатость токопроводящей поверхности оказывает большое влияние на качество передаваемого сигнала, потери, нагрев волноводов.
На сегодняшний день для решения данной задачи проводится большое количество исследований, ведутся разработки режимов обработки, механизмов, позволяющих эффективно обрабатывать внутренние поверхности волноводных каналов. Одним из перспективных методов является метод абразивно-экструзионной обработки, при котором обработка внутренних поверхностей производится густой абразивной средой, продавливаемой через полости образованных обрабатываемыми поверхностями. В данном методе абразивная среда имеет высокую вязкость. Давление, с которым цилиндры продавливают данную смесь через волноводы, может достигать предельных допустимых значений, что часто приводит к разрушению волноводов.
Для того, чтобы решить проблемы, связанные с обработкой волноводов методом абразивно-экструзионой обработки, был рассмотрен вариант разработки метода, сочетающего в себе свойства абразивноэкструзионную и пескоструйную обработки. Для нового метода разработана установка, представленная на рисунке 1.
Принцип работы установки следующий: в загрузочный бункер 1 помещается абразивная сыпучая смесь 4, которой в последующем будет производиться обработка внутренних поверхностей заготовки 5. Загрузочный бункер перед обработкой герметично закрывается. Внутри загрузочного бункера расположена жестко закрепленная со стенками бункера посредством опор 8 форсунка 2. В полость форсунки 2 подводится сжатый воздух оказывающий давление на сыпучую абразивную смесь 4 и приводящий её в движение. Заготовка 5 закреплена посредством фланцев. Проходя через полость заготовки 5 абразивная смесь 4 обрабатывает внутренние поверхности заготовки и собирается в приемном бункере 6. Так как сжатый воздух поступая в систему повышает давление внутри нее, конструкция установки должна предусматривать места стравливания избыточного давления. В данном случае избыточное давление уходит через крышки с фильтром 7. Фильтр задерживает абразивные частицы взвешенные в выходящем воздухе.
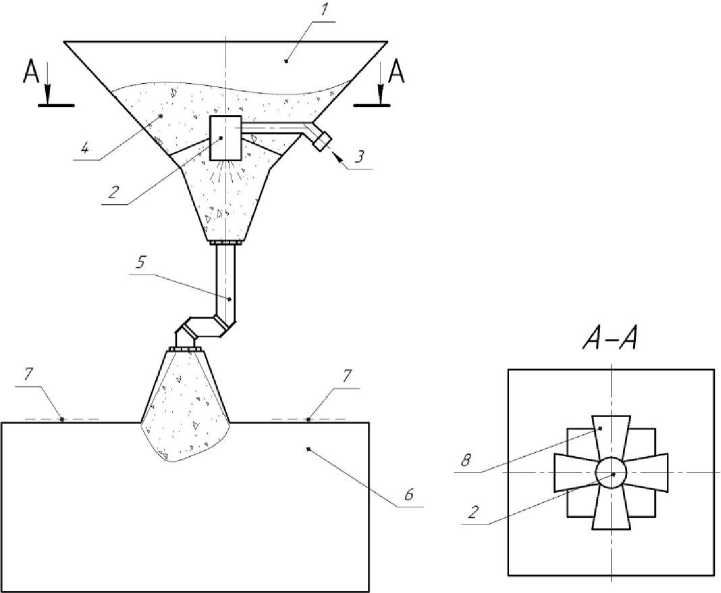
Рисунок 1 –Установка для обработки абразивным порошком
-
1- бункер загрузочный; 2-форсунка распыляющая; 3-подвод сжатого воздуха; 4.- абразивный порошок; 5-волновод; 6.-бункер приемный; 7-крышка выпускная с фильтром; 8-опора форсунки
Для конструирования данной установки необходимо решить задачи:
-
1. Расчет скорости течения сыпучей смеси в область повышеного давления за счет силы тяжести с этим учетом угла наклона стенок бункера.
-
2. Расчет размеров канала течения абразивной смеси. После прохождения области повышенного давления должно соблюдаться условие сплошности потока в полости заготовки. Данное условие гарантирует обработку внутренних поверхностей волноводов, в том числе радиусов.
-
3. Расчет расхода потока воздуха через фильтры на крышках приемного бункера и полость волновода, с условием постоянства давления в системе.
-
4. Расчет расхода сжатого воздух в области повышенного
-
5. Расчет необходимого количества абразива
-
6. Расчет времени обработки
давления необходимого для поддержания скорости потока абразивной смеси достаточной для обработки полостей заготовки.
После конструкторской проработки данной установки и расчета режимов ее работы, появистся возможность получить новый вид обработки каналов волноводов. Основным преимуществом обработки на данной установке является низкое давление на стенки волновода, что позволяет избежать их разрушения.
Список литературы Установка для обработки волноводов свободным абразивом
- Зверинцева Л. В., Сысоев С. К. Абразивное полирование заготовок волноводов эластичным инструментом: монография; Сиб. гос. аэрокосмич. ун-т. Красноярск, 2913.180с.
- Abrahamson EP II, Jahanmir S, Suh NP (1975) The effect of surface finish on the wear of sliding surfaces. Ann CIRP 24 (1):513-514
- Sakamoto T, Tsukizoe T (1977) Friction and prow formation in a scratch process of copper by a diamond cone. Wear 44:393- 403
- Kar KK, Ravikumar NL, Tailor PB, Ramkumar J and Sathiyamoorthy D. Preferential Media for Abrasive Flow Machining. Journal of Manufacturing Science and Engineering 2009; 131(1): 011009.
