Установка и методика проведения экспериментальных исследований электроимпульсной обработки монтажных заготовок под сборку трубопроводных систем летательных аппаратов

Автор: Марьин С.Б.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.13, 2011 года.
Бесплатный доступ
Приведено описание установки электроимпульсного воздействия (ЭИВ) и методики выполнения экспериментальных исследований по введению импульсов электрического тока (ИЭТ) в заготовку.
Оборудование, электрическое воздействие, трубчатые заготовки, повышение пластичности и прочности изделий
Короткий адрес: https://sciup.org/148200149
IDR: 148200149 | УДК: 621.774.7
Installation and method of leadthrough of experimental researches of electro impulsive treatment of assembling purveyances under assembling of pipeline systems of aircrafts
The description of the installation of electric pulse exposure (EPE) and methods of wild performance of experimental studies on the introduction of pulses of electric current (PEC) in the blank
Текст научной статьи Установка и методика проведения экспериментальных исследований электроимпульсной обработки монтажных заготовок под сборку трубопроводных систем летательных аппаратов
Перспективным направлением интенсификации процессов деформирования трубчатых заготовок является использование эффекта воздействия импульсов электрического тока (ИЭТ), в значительной степени уменьшающего сопротивление металла пластической деформации, повышение пластичности и позволяющего повысить эксплуатационные характеристики деталей путем направленного изменения их структуры и свойств. Важнейшим преимуществом электро-импульсного воздействия (ЭИВ) перед другими способами является кратковременность воздействия импульса тока, за счет чего материал заготовки не успевает разогреться до температур, при которых активизируются процессы диффузии и газонасыщения поверхностных слоев.
Промышленная установка для проведения исследования была создана на ОАО “КнААПО” на базе традиционно применяемого электротехнического и гидравлического оборудования и включила в себя:
-
- пресс, предназначенный для фиксации заготовки;
-
- силовой трансформатор ТОЭСЗ 250/40, обеспечивающий возможность регулирования мощности в широких пределах в зависимости от материала и размерных характеристик заготовки;
-
- прерыватель РКС-601, обеспечивающий управление параметрами импульса тока - амплитудой и напряжением тока, длительностью импульса, паузой между импульсами;
-
- токоподводящие кабели первичной и вторичной сети трансформатора;
-
- электроконтакты, специально спроектированные и изготовленные для обеспечения подвода ИЭТ к трубным заготовкам заданного диаметра;
-
- регистрирующие приборы: ПК с платой АЦП, предназначенный для определения действительного значения полной электрической
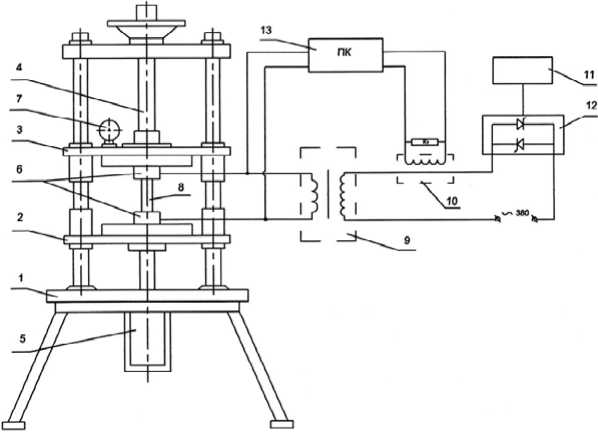
Рис. 1. Схема опытно-промышленной установки для обработки ИЭТ трубчатых заготовок:
1 – пресс; 2 – нижняя плита; 3 – верхняя плита; 4 – винтовая пара; 5 – гидравлический нагружатель; 6 – электроконтакты; 7 – динамометр; 8 – трубчатая заготовка; 9 – силовой трансформатор ТОЭСЗ 250/40; 10 – трансформатор тока; 11 – регулятор контактной сварки; 12 – тиристорный контактор; 13 – ПК с платой АЦП
энергий в одном периоде сети переменного тока, и трансформатор тока, который подбирался по максимальной величине тока, коммутируемого в первичной цепи.
На рис. 1 показана принципиальная схема экспериментальной установки для обработки ИЭТ заготовок, а на рис. 2 – её общий вид.
При проведении экспериментальных исследований использовался метод математического планирования экспериментов. В случаях решения оптимизационных задач применялось крутое восхождение по поверхности отклика. К значимым факторам относились:
-
- технологические (степень предварительной относительной деформации, степень восстановления ресурса пластичности).
-
- энергетические (уровень УЭЭ, число импульсов тока, паузы между импульсами тока).
Результаты экспериментов обрабатывались с помощью пакета прикладных программ

Рис. 2. Общий вид эксперименталь ной установки
“STATISTICA”, предназначенного для статистической обработки экспериментальных данных на персональном компьютере.
В качестве исследуемых материалов были выбраны титановые сплавы ОТ4-1 и ПТ7М. Влияние электроимпульсной обработки (ЭИО) на пластические и прочностные свойства титановых сплавов оценивалось при различных условиях введения импульсов тока:
-
- до деформации в целях повышения пластичности заготовки;
-
- после определенных степеней деформации в целях восстановления ресурса пластичности;
-
- в процессе деформации в целях периодического снятия деформационного упрочнения;
-
- после заключительной операции процесса деформирования для снятия остаточных напряжений, повышения циклической долговечности деталей.
Оценка влияния предварительной обработки ИЭТ па физико-механические свойства титановых сплавов ОТ4-1 и ПТ7М производилась по результатам испытаний на одноосное растяжение. Трубчатая заготовка закреплялась в специально спроектированном токоподводяшем устройстве и подвергалась электроимпульсной обработке. Импульсный электрический ток вводился в трубчатую заготовку одним импульсом до нагружения. Производилось варьирование уровнем удельной электрической энергии (УЭЭ). Затем из трубчатой заготовки в соответствии с действующими ГОСТами вырезались образцы для испытаний на растяжение, которые выполнялись на универсальной испытательной машине ZD10/10 фирмы “FRITZ HECKERT”.
Для одноосного растяжения определялись величины предела прочности sв, условного предела текучести σ 0,2, относительного удлинения δ .
В результате выполнения экспериментов был выявлен диапазон УЭЭ от 0,5 до 3 Дж/мм3, в котором наблюдалось повышение пластических свойств до 25% по отношению к исходной величине относительного удлинения d и повышение величины предела прочности σ в на 9-10% во всем диапазоне УЭЭ, соответствующем диапазону повышения пластичности.
На рис. 3 показано изменение величины относительного удлинения δ , выраженное по отношению к исходному значению δ и необработанного материала, в зависимости от количества вводимой удельной электрической энергии q :
δ~=δ-δИ δИ .
При дальнейшем увеличении количества вводимой удельной электрической энергии имело место постепенное снижение σ в до уровня исходного материала. Наблюдалось незначительное снижение величины условного предела текучести σ 0,2 – на 4-5 % по отношению к величине σ 0,2 исходных материалов.
Оптимальное значение УЭЭ, при котором штампуемость титановых сплавов повышалась на 25%, по совокупности всех технологических показателей составило 2,5 Дж/мм3.
При значении УЭЭ выше 3 Дж/мм3 наблюдалось резкое снижение прочности и пластичности обоих сплавов, что обусловлено перегревом образцов в процессе ЭИО.
Определение изменения величин напряжений и деформаций производилось при испытаниях образцов на растяжение с применением
ЭИО в процессе деформирования. Для обеспечения подвода тока непосредственно в зону деформирования захваты испытательной машины изолировались от массы. Образец нагружался до определенного усилия растяжения, после чего подвижная траверса испытательной машины останавливалась и выполнялась ее жесткая фиксация в данном положении. Далее снималось давление с рабочих цилиндров испытательной машины.
На основании данных полученных в результате проведения экспериментов были предложены принципиальные схемы деформирования трубных заготовок с использованием ЭИВ: одноразовая ЭИО трубчатой заготовки до начала деформирования, одноразовая ЭИО между переходами деформирования; введение ИЭТ в трубчатую заготовку непосредственно в процессе деформирования.
Трубчатые заготовки предварительно обрабатывались ИЭТ, после чего заготовки из необработанной и обработанной партий подвергались деформированию до разрушения - появления разрывов, гофров. Определялось значение предельного диаметра средней части трубчатой заготовки.
По результатам замеров был сделан вывод об увеличении диаметров для заготовок, обработанных ИЭТ, по сравнению с необработанными в среднем на 12-14%.
Экспериментально бала опробована раздача трубчатых заготовок из титанового сплава ОТ4-1 с применением ЭИВ в качестве промежуточной обработки между двумя переходами деформирования. Заготовки предварительно деформировались до критических степеней формоизменения, затем подвергались воздействию ИЭТ с целью восстановления ресурса пластичности, и выполнялся
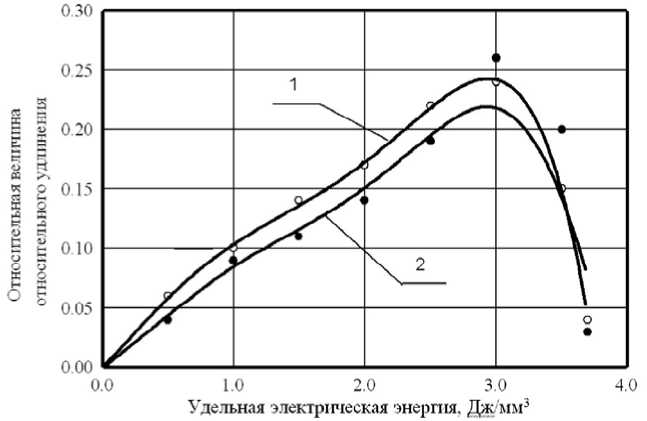
Рис. 3. Зависимость относительной величины относительного удлинения от уровня УЭЭ: 1 – ОТ4-1; 2 – ПТ7М
второй переход деформирования. В результате проведения экспериментов наблюдалось увеличение предельного диаметра средней части трубчатой заготовки на 18-20% по сравнению с раздачей в холодном состоянии. Основным недостатком предложенной схемы являлось то, что для обработки ИЭТ заготовку приходилось снимать с инструмента и перемещать к месту обработки ИЭТ.
Был сделан вывод о том, что целесообразнее и эффективнее с точки зрения производительности исключить, стадию снятия заготовки с инструмента и осуществлять непосредственное введение в заготовку ИЭТ в процессе деформирования. Для реализации этой схемы предложена конструкция штампа для формовки-раздачи трубчатых заготовок из труднодеформируемых сплавов, которая показана на рис. 4.
В результате проведения экспериментальных исследований было оценено температурное влияние ЭИО. Сделан вывод об отсутствии длительного высокотемпературного нагрева при ЭИО и выявлены факторы, влияющие на величину разогрева: количество вводимой УЭЭ, состояние поверхности заготовки.
Известно, что при изготовлении деталей на производстве любое предложение по внедрению новых способов их получения оценивется не только с точки зрения экономичности нового технологического процесса, но и с позиции качества получаемых изделий.
Микроструктурный анализ, проведенный в рамках данной работы, не выявил существенных изменений в структуре исследуемых титановых сплавов, подвергшихся, обработке ИЭТ. Структура соответствует I типу шкалы макроструктур псевдо- α -сплавов и α -сплавов. Она представляет собой мелкие равноосные зерна α -фазы, имеется также переходная зона с корзиночной α -фазы, которая получается при быстром охлаждении из β -раствора после выдержки в промежуточной б + β -области. При “жестких” режимах ЭИО, при увеличении количества вводимой УЭЭ до температур начала рекристаллизации материал приобретает грубую корзи-
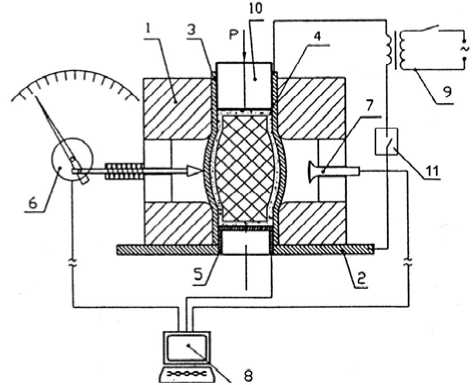
Рис. 4. Схема устройства для деформирования трубчатых заготовок при ЭИВ:
1 – матрица; 2 – основание; 3 – образец трубчатой заготовки, 4 – эластичная и сыпучая среда; 5 – тензодатчики для измерения усилия; 6 – датчик для определения величины деформации; 7 – камера тепловизора; 8 – ПК; 9 – трансформатор; 10 – пуансон; 11 – прерыватель тока ночную структуру с крупными равноосными элементами α -фазы и сильно выросшими зернами β-фазы. При дальнейшем увеличении уровня УЭЭ начинается оплавление по границам зерен, возникает литая структура с игольчатыми и пластинчатыми α -кристаллами.
Результаты металлографических исследований показали также, что существенного изменения микротвердости и хрупкости поверхностного слоя сплавов не наблюдается, отсутствует газонасыще-ние, химический состав в поверхностной зоне в пределах нормы.
Список литературы Установка и методика проведения экспериментальных исследований электроимпульсной обработки монтажных заготовок под сборку трубопроводных систем летательных аппаратов
- Исследование влияния электроимпульсного (термического) воздействия на заготовку/Марьин С.Б., Евстигнеев А.И., Серафимов М.А., Шпорт В.И. и др.//Кузнечно штамповочное производство. Обработка материалов давлением. 2009. № 7. С.25-30.
