Установка электрообработки с линейным электродинамическим двигателем

Автор: Стрюк А.И., Шестаков И.Я.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 (10), 2006 года.
Бесплатный доступ
Представлен вывод зависимости между электрическими, геометрическими параметрами и динамическими характеристиками линейного электродинамического двигателя. Рассмотрена конструкция двигателя и описаны технологические операции, которые могут быть осуществлены на установке электрообработки.
Короткий адрес: https://sciup.org/148175243
IDR: 148175243 | УДК: 621.7
The installation of electroprocessing with the linear electrodynamic engine
The conclusion of dependence between electric, geometrical parameters and dynamic characteristics of the linear electrodynamic engine is submitted. The design of the engine is considered and technological operations which may be carried out on installation of electroprocessing are described.
Текст научной статьи Установка электрообработки с линейным электродинамическим двигателем
В производстве ракетно-космической техники применяются электрохимические и электрофизические методы обработки. Однако широкому использованию этих методов препятствуют значительные энергозатраты, громоздкость оборудования, недостаточная точность формообразования.
Погрешность обработки этими методами при копировально-прошивочных операциях прямо пропорциональна величине зазора между электродом-инструментом и обрабатываемой деталью. Чем меньше зазор, тем труднее получить стабильность процессов анодного растворения и эрозионного разрушения. Возникает необходимость увеличивать давление рабочей жидкости, возрастают требования к жесткости и точности механической части оборудования, к системе управления станком, требуется повышать скорость перемещения электрода-инструмента и точность позиционирования при возросших инерционных силах. Поэтому электрохимическую и электроэрозионную обработку при зазорах менее 0,20 мм практически не производят.
Функционально-физический анализ существующего оборудования размерной электрической обработки показал, что между системой управления станком и электродом-инструментом имеются передаточные механизмы, которые в значительной степени снижают точность формообразования.
Благодаря разработанному электродинамическому приводу подачи, непосредственно связанному с электродом-инструментом, удалось получить высокие скорости движения рабочего органа установки.
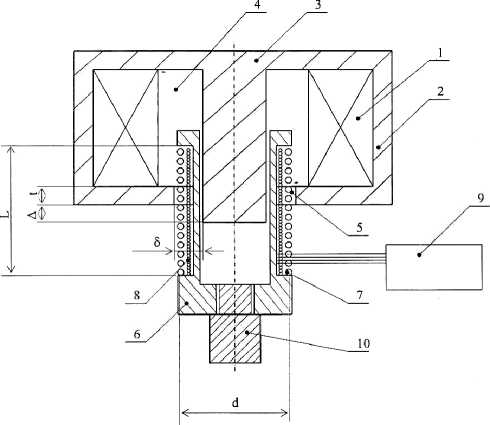
Основным элементом установки является линейный электродинамический двигатель с блоком управления (см. рисунок). Двигатель состоит из неподвижной катушки 1, установленной в полости магнитопровода 2, осевого выступа 3. Между выступом 3 и катушкой 1 образован зазор 4, а между магнитопроводом 2 и выступом 3 - рабочий зазор 5, величиной 8 и шириной t. Полый ползун б, установленный коаксиально выступу 3, имеет возможность перемещения вдоль выступа 3 в зазорах 4 и 5. На наружной поверхности ползуна расположена подвижная катушка 7 и дополнительная катушка обратной связи 8, которые соединены с блоком управления 9. Длина подвижной катушки 7-L,ее средний диаметр d. Ползун б жестко соединен с инструментом 10. Вылет выступа 3 относительно торцевой поверхности магнитопровода 2 - А.
На обмотку возбуждения подают постоянное напряжение от источника питания, расположенного в блоке управления, а на катушку якоря - переменное напряжение. Возникает электромагнитная сила, величину которой определяют по формуле Ампера
F = IBl, (1)
где F - электромагнитная сила; I - ток в катушке якоря (подвижная катушка); B - магнитная индукция электромагнита в магнитном зазоре; / - длина проводника подвижной катушки.
Линейный электродинамический двигатель
Для данной конструкции электромагнитная сила определяется следующим образом:
F = IBk, (2)
где k- конструктивный параметр двигателя, k-ndNt/L, здесь d - средний диаметр подвижной катушки, А- число витков подвижной катушки, L - длина подвижной катушки, t - ширина магнитного зазора.
По формуле (2) следует, что при постоянной величине В электромагнитную силу можно менять путем регулирования тока в подвижной катушке. При этом быстродействие привода определяется скоростью изменения тока в подвижной катушке. При отсутствии магнитопровода в подвижной части двигателя на рабочих частотах (10...200 Гц) активное сопротивление подвижной катушки значительно больше реактивного.
Наибольшее распространение в технике получил переменный синусоидальный ток. При подаче на подвижную катушку такого напряжения ток будет изменяться по закону
Т^Т^шСщсХ (3)
где i - мгновенное значение тока в катушке; Im - амплитудное значение тока в катушке; to - угловая частота, to = 2nX здесь/- частота переменного тока.
Изменением тока при разгоне вследствие наводимой в подвижной катушке ЭДС самоиндукции пренебрегаем, так как у данного устройства скорость идеального холостого хода на порядок превосходит реальные скорости перемещения. При этом электромагнитная сила
F-7msin(toт)5k. (4)
Подвижная часть двигателя под действием этой силы будет перемещаться согласно уравнению mx "+Р x ' = F, (5)
где т - масса подвижной части двигателя с инструментом; в - коэффициент трения, зависящий от скорости; x' - скорость подвижных частей установки; x ‘ - ускорение подвижных частей. Силами тяжести пренебрегаем, так как электромагнитная сила на порядок и более превосходит силу тяжести подвижной части.
Перемещение якоря с инструментом в соответствии с выражением (4) будет происходить по закону х = И sin (ют),(6)
гдеИ - амплитуда перемещения ползуна. По выражению (6) определим скорость x’ и ускорение x ':
x' = Aю cos (ют),(7)
x" = -Aю2 sin (ют).(8)
Подставив (7), (8) в уравнение (5), получим
- mA to 2 sin (ют) + в A юcos (ют) = I m sin (ют) Bk . (9) Развиваемое двигателем усилие расходуется на преодоление сил трения и ускорение подвижных частей. Рабочие частоты двигателя лежат в пределах 10...400 Гц, поэтому силы, затрачиваемые на ускорение, на два порядка и более превосходят амплитуду сил трения:
mA ю 2 DD в A ю . (10)
Последнее условие позволяет упростить выражение (9):
-
- mA ю2 sin (ют) = I m sin (ют) Bk . (11)
Для практической оценки динамических характеристик двигателя достаточно знать зависимость рабочих характеристик (массы подвижных частей, амплитуды и частоты перемещения) от электрических и геометрических параметров установки. Для этого перепишем уравнение (11) для амплитудного значения перемещения:
mA ю 2 = ImBk . (12)
Подставив в выражение (12) значения к, ю, определим ширину рабочего зазора:
t = LmAf 2/0,08 I m BdN . (13)
Формула (13) связывает электрические и геометрические параметры устройства с динамическими характеристиками двигателя. В соответствии с этим выражением была изготовлена и испытана опытная партия линейных электродинамических двигателей. При испытании значения статической электромагнитной силы отличались от расчетных величин не более чем на 8 %, что говорит о правильности выражения (13).
Керн магнитопровода выполняет функции направляющей скольжения для якоря. Геометрическая ось двигателя расположена вертикально. Якорь напрямую соединен с электродом-инструментом, что позволяет сократить число подвижных частей и тем самым уменьшить инерционные силы. Разработанный двигатель совершает возвратно-поступательное перемещение с частотой 10...400 Гц, что позволяет согласовать скорость электрохимических реакций, массопереноса продуктов этих реакций с движением электрода-инструмента. В результате повышаются технологические показатели электрохимической обработки.
Линейный электродвигатель закреплен на консоли, выполненной из алюминиевого сплава. Консоль установлена на двух вертикальных стойках. Стойки соединены с текстолитовым основанием, укрепленным нержавеющей пластиной. На основание устанавливается ванна из нержавеющих пластин. В ванне имеется гнездо для установки обрабатываемых деталей. На боковой стенке ванны находится штуцер для слива рабочей жидкости. В качестве рабочей жидкости используются вода и водные растворы нейтральных солей.
Установка электрообработки позволяет производить электроконтактную точечную сварку тонколистовых металлов (до 0,3 мм). Для этого ванну снимают, в основание устанавливают медный широкий электрод, якорь соединяют с цилиндрическим электродом с конусным медным наконечником. Изготовленный источник питания позволяет получить при сварке ток до 160 А.
На данной установке можно также производить процесс электроискрового легирования. Для этого электрод-инструмент выполняют из того материала, элементами которого необходимо насытить поверхность заданной детали. При этом детали задают такое движение, чтобы электрод-инструмент коснулся поверхности, которую необходимо легировать. Деталь при электроискровом легировании подключают к минусу источника питания.
Установка позволяет производить копировально-прошивочные операции с глубиной получаемых полостей до 20 мм. При этом, меняя рабочие жидкости, величину и форму напряжения, подаваемого на обрабатываемую деталь, можно осуществлять следующие виды обработки: электрохимическую, электроэрозионную, электроконтактную и их комбинации.
При исследовании воды в качестве рабочей жидкости и постоянного напряжения были получены осциллограммы [1], анализ которых показал, что при амплитуде колебаний электрода-инструмента 0,25 мм и средней скорости потока жидкости в межэлектродном зазоре 1 м / с и менее наблюдается процесс размерной обработки дугой [2]. При амплитуде колебаний электрода-инструмента более 0,25 мм происходят процессы, характерные для электроконтактной и электрохимической обработок. Расчет по осциллограммам тока и напряжения показал, что при контакте электродов расходуется 50 % энергии, а на электрохимическую обработку тратится около 30 % электрической энергии.
При растворении в воде нейтральных солей (2...10 г/л) доля энергии, затрачиваемой на электрохимическую обработку. возрастает. За счет анодного растворения металла улучшается качество обработанной поверхности (Ra 0,2 мкм).
При обработке в воде с добавлением 2,5 г / л азотнокислого натрия наблюдается минимальное отклонение формы полостей от размеров электрода-инструмента (±0,005 мм).
Таким образом, основным отличием представленной установки является то, что она позволяет производить процессы электрообработки в гармонически изменяющемся межэлектродном зазоре при прохождении его нулевого значения в каждом периоде колебаний. Это дает возможность контролировать положение обрабатываемой поверхности в течение всего времени проведения процесса. Среднее значение межэлектродного зазора, при котором происходит обработка, уменьшается, следовательно повышается точность обработки, снижаются энергозатраты.
Отсутствие передаточных механизмов уменьшает материалоемкость и габариты установки, что позволяет разработать настольный вариант конструкции, транспор табельный и легко перестраиваемый на разные виды электрообработки.
