Устройство автоматического наведения на стык и фокусировки луча при электронно-лучевой сварке

Автор: Браверман В.Я., Богданов В.В., Платонов О.А.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 3 т.22, 2021 года.
Бесплатный доступ
Физико-технологические и энергетические особенности электронно-лучевой сварки (ЭЛС) определяют рациональность ее применения в условиях повышенных требований к свойствам и качеству сварных соединений и получения улучшенных весовых и эксплуатационных характеристик отдельных узлов и изделий в целом. В то же время, эти особенности определяют ЭЛС как сложный процесс, являющийся результатом совместного действия множества факторов. На качество сварного соединения влияют точность совмещения луча с плоскостью стыка, положение минимального сечения (фокуса) пучка электронов в канале проплавления. Это существенно влияет на глубину проплавления, форму шва и образование в нем дефектов. Вопросы обеспечения точного позиционирования луча по стыку свариваемых деталей остаются актуальными, особенно при сварке протяженных стыков крупногабаритных конструкций. Такая точность обусловливает необходимость применения устройств автоматического наведения луча на стык. Рассеяние и переотражение электронов в пучке приводит к расфокусировке луча при стабильном токе фокусирующей системы. Для получения информации о положении луча относительно стыка и положении фокуса луча относительно свариваемых поверхностей используются такие сопутствующие ЭЛС явления, как вторичная электронная эмиссия и рентгеновское излучение из зоны сварки. Рассмотрена функциональная схема устройства автоматического позиционирования и фокусировки электронного луча.
Электронно-лучевая сварка, вторично-электронная эмиссия, рентгеновское излучение, отклонение луча от стыка, расфокусировка луча, частотная селекция сигнала датчика
Короткий адрес: https://sciup.org/148323917
IDR: 148323917 | УДК: 621.791.72 | DOI: 10.31772/2712-8970-2021-22-3-517-525
The device of automatic directing to joint and focusing of the beam in electron-beam welding
Physical, technological and power characteristics of the Electron Beam Welding (EBW) support its application in those circumstances that require greater focus on features and quality of the welding joints and overall improved weight and robustness aspects for individual joints of an object. At the same time, those characteristics of the EBW establish it as a complicated process that results from multiple factors interacting with one another. The quality of a welding joint depends on the precision of the beam alignment with the joint plane and the positioning of the minimum section (focus) of the electron beam in the welding channel. These factors have a significant impact on the welding depth, the shape of the seam and presence of defects in it. The challenge of providing precise positioning of the beam along the joint of the welded parts is especially critical during the welding of long joints of large construction parts. This level of precision requires reliance on equipment for automatic beam alignment with the seam. Dispersion and re-reflection of the electrons in the beam leads to the loss of focus for the beam during the stable current of the focusing system. To obtain the data for the beam’s position at the seam and the position of the beam’s focus at the welding surface, we use a phenomena closely associated with the EBW, such as the secondary electron emission and the X-ray radiation in the welding area. We are presenting a functional diagram of a device for the automatic positioning and focusing of the electron beam.
Текст научной статьи Устройство автоматического наведения на стык и фокусировки луча при электронно-лучевой сварке
Физико-технологические и энергетические особенности электронно-лучевой сварки (ЭЛС) определяют рациональность ее применения в условиях повышенных требований к свойствам и качеству сварных соединений и получения улучшенных весовых и эксплуатационных характеристик отдельных узлов и изделий в целом. В частности, ЭЛС широко применяется для получения неразъемных соединений в агрегатном и корпусном производствах изделий аэрокосмической отрасли (рис. 1). Сложность и многофакторность процесса ЭЛС приводит к проблеме воспроизводимости качества сварных швов и необходимости управления процессом. Вопросы обеспечения точного позиционирования луча по стыку свариваемых деталей остаются актуальными, особенно при сварке протяженных стыков крупногабаритных конструкций. Допустимая погрешность совмещения луча со стыком обычно не превышает 0,2 мм. Такая точность обусловливает необходимость применения устройств автоматического наведения луча на стык.
Рис. 1. Пример оболочковой конструкции крупногабаритного изделия
Fig. 1. An example of a shell structure for a large-sized product
Рассеяние и переотражение электронов в пучке приводит к расфокусировке луча при стабильном токе фокусирующей системы. При этом становится нестабильной глубина проплавления, что отрицательно сказывается на качестве соединения, особенно на заключительных этапах сборки. Эта ситуация обусловливает необходимость стабилизации положения фокуса луча относительно поверхности свариваемых деталей.
В качестве источника информации о положении луча относительно стыка и положении фокуса луча относительно поверхности свариваемых деталей можно использовать тормозное рентгеновское излучение (РИ) и вторично-электронную эмиссию, сопутствующие процессу ЭЛС [1-8].
Формализация задачи
Известны соотношения, определяющие зависимости вторично-эмиссионного тока I (е) и интенсивности J (е) РИ от положения е луча относительно стыка при ЭЛС [9]
I вэ ( е ) = K вэ Ф ( x ) IF ; J ( е ) = K p CZU 2 IF ,
где I - ток луча; I ю(е) - вторично-эмиссионный ток; J (е) - интенсивность РИ; ф - коэффициент вторичной эмиссии; K вэ - коэффициент, учитывающий долю вторичных электронов, пришедших на датчик [9]; K р- коэффициент, учитывающий долю РИ, прошедшего через площадь кристалла датчика [10]; C - коэффициент пропорциональности; U - ускоряющее напряжение; Z - атомный номер мишени (свариваемых деталей); е - математическое ожидание (положение луча относительно стыка свариваемых деталей); F - функция распределения тока луча
F = 1 -
о V2 n
J
д
( х —х) !
2о2 , J dx
где о - среднеквадратическое отклонение электронов от оси пучка; А - зазор в стыке.
Анализ выражений (1) и (2) свидетельствует о том, что зависимости I вэ(е) и J (е) идентичны и определяются функцией распределения. Минимум этих зависимостей оказывается при е = 0, т. е. при совпадении координат луча и стыка (рис. 2) [11; 12].
Экстремальный характер зависимостей I аэ(е) и J (е) свидетельствует о возможности определения положения луча относительно стыка известными способами поиска экстремума: [13]. Эти способы могут быть сведены к интегральной операции вида
T
I = J G ( t ) ф ( t ) dt , (3)
о где G(t) = ft) + n(t) - сумма сигнала и помехи, соответственно; ф(t) - весовая функция, определяющая способ приема; T - период.
Так, например, имеем:
-
- метод накопления - ф( t ) = 1;
-
- автокорреляционный прием - ф( t) = G ( t - т);
-
- когерентный прием - ф( t ) = ft );
-
- фильтрация - ф( t ) = g ( T - 1 ), где g ( t ) - импульсная функция фильтра.
Методы, описываемые формулой (3), дают результаты, близкие к предельному соотношению сигнал / помеха [13]. Это означает, что вопрос о выборе метода приема перемещается в область технических и технико-экономических условий.
В процессе ЭЛС из-за рассеяния и переотражения электронов в канале проплавления возможна расфокусировка луча (увеличение о). Это приводит к изменению плотности мощности луча и, как следствие, к отклонению параметров сварного шва от требуемых значений.
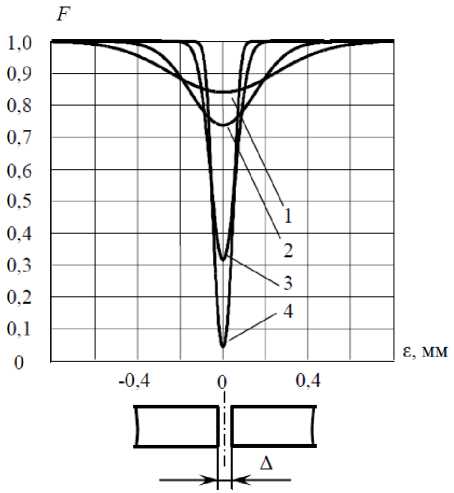
Рис. 2. Расчетные зависимости F от положения луча относительно стыка:
Δ = const = 0,1 мм, σ = var ; 1 – σ = 0,25 мм; 2 – σ = 0,15 мм; 3 – σ = 0,1 мм; 4 – σ = 0,05 мм
-
Fig. 2. Calculated dependences of F on the position of the beam relative to the joint:
Δ = const = 0,1 mm, σ = var ; 1 – σ = 0,25 mm; 2 – σ = 0,15 mm; 3 – σ = 0,1 mm; 4 – σ = 0,05 mm
Из выражения (2) и графиков (рис. 2) видно, что увеличение σ приводит к уменьшению динамического диапазона изменения F -функции распределения тока луча. Это явление может быть использовано для измерения степени расфокусировки и управления положением фокуса луча с помощью фокусирующей системы.
В процессе ЭЛС текущее значение σ можно представить следующим образом [11]:
σ = σ0+ Δσ,(4)
где σ 0 – минимальное σ для данной электронно-лучевой пушки; Δσ – приращение σ, вызванное особенностями процесса ЭЛС.
Отсюда очевиден алгоритм стабилизации σ на уровне, близком к σ 0 :
σ0 = σ – Δσ.(5)
При ЭЛС управление σ осуществляется фокусирующей системой ЭЛП. При этом изменение тока I ф фокусирующей системы (ФС) относительно тока I ф0 , соответствующего σ 0 , приводит к увеличению σ независимо от знака приращения Δ I ф . В этом случае
° = °о +|Ао(а/ф )|,(6)
где Δσ(Δ I ф ) – приращение σ от приращения тока Δ I ф .
Зависимость Δσ(Δ I ф ) можно представить следующим образом [14]:
MAIф ) =
R
где R – параметр фокусирующей системы (мм); I ф0 – ток ФС, соответствующий σ 0 .
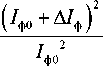
Подстановка (4), (7) в выражение (2) позволяет определить зависимость функции распределения F 0 от изменения I ф относительно I ф 0 при нулевом смещении луча относительно стыка (ε = 0):
д
F 0
= 1 -

( I ф0 + д 1 ф ) 2
2 I ф0
* dx.
На рис. 3 представлен график, построенный в соответствии с этой формулой. Расчет произведен для электронно-лучевой пушки КЭП-2М ( R = 10 мм; I ф0 = 50 мА; σ 0 = 0,1 мм; зазор в стыке Δ = 0,1 мм).
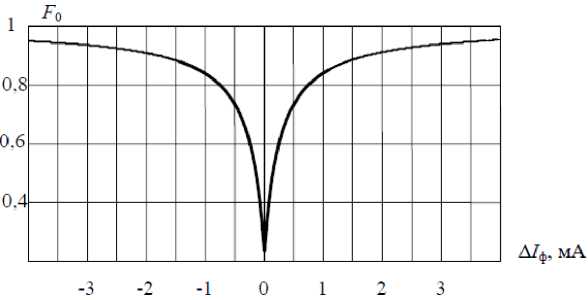
Рис. 3. Зависимость функции распределения F 0 от степени расфокусировки луча
-
Fig. 3. Dependence of the distribution function F 0 on the degree of defocusing of the beam
Из графика видно, что изменение тока фокусировки относительно тока I ф0 приводит к уменьшению диапазона изменения функции распределения. К такому же эффекту приводит увеличение σ.
С учетом (6), (7), выражение (5) примет вид
^ 0
( I ф0 + д ф ) 2
т -
I ф0
Таким образом, измеряя F (текущее значение σ) и сравнивая его с F 0 (σ 0 ), можно сформировать управляющий сигнал Δ I ф для коррекции размеров пятна нагрева
Д 1 ф
( I ф0 + д ф ) 2 .
I ф0
Функциональная схема
Устройство автоматического слежения за стыком и фокусировки электронного луча реализовано на базе микроконтроллера STM 32 F 405 RGT 6 в соответствии с функциональной схемой, представленной на рис. 4.
Управление осуществляется по двум каналам: каналу управления положением луча относительно стыка и каналу стабилизации σ путем управления током ФС.
Первый канал (более быстродействующий) обеспечивает совмещение луча со стыком при сварке (максимальное значение F ). Применение микроконтроллера STM 32 F 405 RGT 6 позволяет реализовать любой из названных выше способов приема сигнала датчика в соответствии с (3)
для определения положения луча относительно стыка. При этом выбор способа приема осуществляется программным путем.
В статье канал слежения за стыком представлен экстремальным регулятором на основе когерентного приема сигнала датчика (Д) – вторично-эмиссионного или рентгеновского [15]. Генератором поискового сигнала (ГПС) осуществляется сканирование стыка свариваемых деталей электронным лучом и формирование опорного сигнала φ ( t ) для синхронного детектора СД. Сигнал датчика преобразуется синхронным детектором в напряжение, пропорциональное отклонению ε луча от стыка и через усилитель (У) подается в отклоняющую систему (ОС) электронно-лучевой пушки, устраняя рассогласование положений луча и стыка.
Канал стабилизации положения фокуса луча представлен экстремальным регулятором на основе поиска экстремума по чувствительности [16]. Сигнал с выхода датчика через выпрямитель (В) поступает на вход устройства сравнения (УС). На выходе выпрямителя формируется аналог текущего значения F . Источником фокусирующего тока (ИФТ) устанавливается требуемое значение тока I ф0 в фокусирующей системе (ФС). Ток вводится до получения максимального значения напряжения на выходе выпрямителя. Это значение напряжения (аналог F 0 ) запоминается в задающем устройстве (ЗУ) и подается на второй вход УС.
Сигнал управления током ФС генерируется формирователем поискового сигнала ФПС в случае неравенства значений F и F 0 . При выполнении условия F < F 0 ФПС формирует сигнал Δ I ф . Если разность F – F 0 увеличилась (по абсолютной величине), то ФПС изменяет знак Δ I ф . При этом уменьшается значение Δ I ф . Процесс продолжается до выполнения условия F = F 0 .
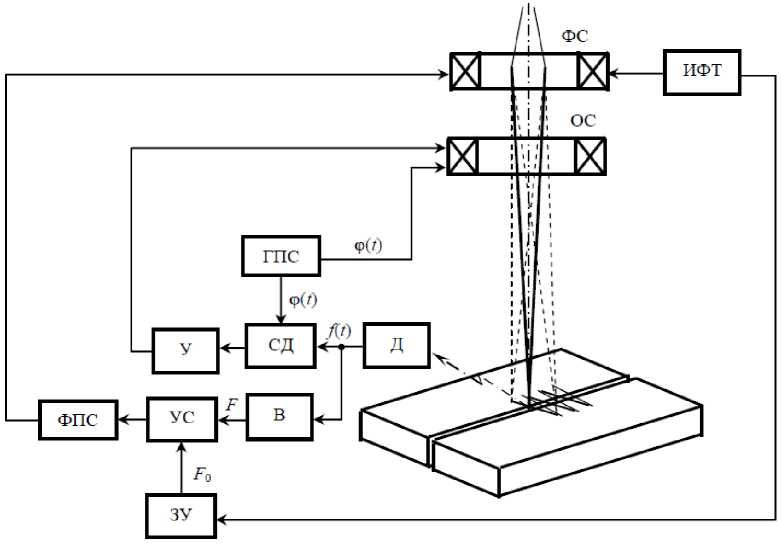
Рис. 4. Функциональная схема устройства автоматического слежения за стыком и фокусировки луча
-
Fig. 4. Functional diagram of the device for automatic tracking of the joint and focusing the beam
Заключение
Устройство испытано в лабораторных условиях СибГУ имени М. Ф. Решетнева на электронно-лучевой установке ЭЛУ-8. Сваривались кольцевые образцы толщиной 20 мм и диаметром 500 мм из материалов АМГ-6 и Х18Н10Т.
Погрешность совмещения луча со стыком не превышает 0,15 мм.
Стабилизация положения пятна нагрева повышает воспроизводимость геометрических параметров сварных швов и уменьшает количество корневых дефектов.
Список литературы Устройство автоматического наведения на стык и фокусировки луча при электронно-лучевой сварке
- Reichmann A., Leffler D., Bartel R. State of the art of a FEP control unit of beam scanning for electron beam equipment. // 6th International Conference on Beam Technology, Halle (Saale). 2014. P.102-107.
- Спыну Г. А., Пастушенко Ю. И. Современные вторично-эмиссионные системы автоматического направления пучка электронов по стыку при сварке // Автомат. сварка. 1978. № 10. С.18-28.
- Браверман В. Я., Белозерцев В. С. Вопросы управления формированием сварного шва при электронно-лучевой сварке // Вестник СибГАУ. 2008. № 2 (19). С. 148-152.
- Braverman V. Ya., Bogdanov V. V., Oborin L. A. Analysis of the secondary emission current and X-ray radiation dependency on the beam's position along the joint during electron beam welding // IOP Conf. Series: Materials Science and Engineering 822 (2020) 012032 IOP Publishing. Doi:10.1088/1757-899X/822/1/012032.
- Браверман В. Я. Анализ зависимости вторично-эмиссионного тока и рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке // Известия Самарского научного центра РАН. 2016. Т. 18, № 2 (3). С. 853-857.
- Браверман В. Я. Тормозное рентгеновское излучение при электронно-лучевой сварке и его взаимосвязь с параметрами процесса // Вестник СибГАУ. 2008. № 3 (20). С. 117-121.
- Браверман В. Я., Белозерцев В. С. Экспериментальные исследования зависимости рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке // Вестник СибГАУ. 2009. № 1 (22). С. 100-103.
- Браверман В. Я, Белозерцев В. С. Анализ зависимости рентгеновского излучения от положения канала проплавления относительно стыка при электронно-лучевой сварке // Вестник СибГАУ. 2010. № 1 (27) С. 131-134.
- Бронштейн И. М., Фрайман Б. С. Вторичная электронная эмиссия : монография. М. : Наука, 1969. 408 с.
- Хараджа Ф. Н. Общий курс рентгенотехники. М. : Энергия, 1966. 568 с.
- Математические модели процессов изменения рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке / В. Я. Браверман, В. С. Белозерцев, Н. Н. Горяшин и др. // Вестник СибГАУ. 2009. № 2 (22). С. 247-251.
- Браверман В. Я, Белозерцев В. С. Зависимость рентгеновского излучения от положения луча относительно стыка при различной степени фокусировки в процессе электронно-лучевой сварки // Вестник СибГАУ. 2010. № 2 (28) С. 121-125.
- Харкевич А. А. Борьба с помехами. М. : Наука, 1965. 384 с.
- Башенко В. В. Электронно-лучевые установки. Л. : Машиностроение, 1975. 168 с.
- Braverman V., Bogdanov V. Tracking on the joint during the electron beam welding [Электронный ресурс] IOP Conference Series: Materials Science and Engineering. 2016, Vol. 155. Available at: http://iopscience.iop.org/article/10.1088/1757-899X/155/1/012023.
- Бессекерский В. А., Попов Е. П. Теория систем автоматического регулирования. М. : Наука, 1966. 992 с.
