Устройство для определения показателей фрикционных свойств пряжи и нитей, применяемых в трикотажном производстве

Автор: Науменко Александр Александрович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (17), 2009 года.
Бесплатный доступ
Статья посвящена количественной оценке фрикционных свойств пряжи и нитей, применяемых в легкой промышленности. В ней представлено трехканальное устройство для определения коэффициента тангенциального сопротивления и коэффициента трения и их статистических характеристик. В работе отмечено, что устройство используется в условиях предприятий, и стоимость его значительно ниже зарубежных аналогов.
Свойства материалов, текстильные материалы, фрикционные свойства пряжи, измерительные устройства, оценка свойств, показатели свойств, пряжи, нити, приборы для оценки, фрикционные свойства, коэффициенты трения, коэффициенты тангенциального сопротивления, количественная оценка
Короткий адрес: https://sciup.org/142184606
IDR: 142184606
Текст научной статьи Устройство для определения показателей фрикционных свойств пряжи и нитей, применяемых в трикотажном производстве
К настоящему времени исследованиями, проведенными у нас и за рубежом, доказано, что учет фрикционных свойств пряжи и нитей обеспечивает более уверенное прогнозирование их технологической надежности в производствах многих видов, включая трикотажное [1]. Известными зарубежными фирмами разработан и освоен выпуск приборов для оценки показателей этих свойств на стадии входного контроля пряжи и нитей. Среди них фирмы «Лоусон Хэмфил» (США), «Ротшильд» (Швейцария), «Реутлинген» и «Текстехно» (Германия) и др.
Общепринятыми показателями фрикционных свойств (ПФС) являются коэффициент трения (КТ) и коэффициент тангенциального сопротивления (КТС), определяемые при взаимодействии нитей с телами трения [2]. В качестве таких тел в большинстве известных приборов используются цилиндрические стержни различного диаметра. Показатели КТ и КТС определяются через соотношение натяжений движущейся нити до тела трения и после него. Эти показатели дополняют друг друга и в целом способны дать достаточно полное представление о натяжении, возникающем в жесткой на изгиб нити, как за счет силы трения, так и вследствие изгиба ее при контакте с телом трения.
Однако в проведенных нами исследованиях было установлено, что значения ПФС сильно зависят от геометрических, кинематических и динамических условий взаимодействия нити с телами трения. Например, если оценивать ПФС нити, протягиваемой лишь через крючок иглы, применяемой на вязальной машине, то полученное значение ПФС будет заметно отличаться от того, которое возникают в зоне петлеобразования в процессе вязания, в котором движущаяся нить поочередно взаимодействует с платинами и иглами. Сближения этих значений можно добиться путем моделирования геометрии этой зоны, а также скорости движения нити и ее натяжения, т.е. моделирования условий переработки нити на вязальной машине. Это является принципиальной особенностью измерительного устройства, представленного в данной работе.
Устройство для определения ПФС пряжи и нитей (КТ и КТС) содержит измерительный блок и устройство для протягивания нитей по иглам и платинам. Измерительный блок представляет собой электронно-механическую систему, включающую тензометрическую головку, схема одной секции которой представлена на рис. 1, и интерфейс связи ее с персональной ЭВМ – рис. 2.
От бобины
На крону мотовила
Рисунок 1 – Схема заправки нити в секцию измерительной головки устройства для определения ПФС нити при использовании в качестве тел трения платин и игл вязальных машин: 1–тензопреобразователи с вращающимися нитенаправителями, 2–вращающиеся нитенаправители, 3–нитенатяжитель, 4–платины, установленные на неподвижной платформе, 5–игла, 6–подвижная платформа с закрепленной на ней иглой, 7–направляющий пруток
Тензометрическая головка состоит из трех связанных в жесткий конструктив независимых секций, каждая из которых включает два тензопреобразователя (рис.1) с вращающимися напавляющими роликами, установленными на торцах воспринимающих элементов преобразователей, вращающиеся нитенаправители, неподвижную и подвижную в вертикальном направлении платформы для установки тел трения. Тензометрическая головка закреплена на жестком штативе и устанавливается на отдельном столике для предотвращения влияния на нее внешних механических воздействий. На рис. 1 представлена схема заправки нити в секцию измерительной головки.
Взаимное расположение пары платин 4 и иглы 5 выбирается таким же, какое они занимают в зоне петлеобразования на вязальных машинах, используемых для переработки испытуемой нити. При этом расстояние между парой платин устанавливается равным игольному шагу, определяемому классом применяемой вязальной машины, а величина смещения вниз нижней точки загибки крючка иглы относительно отбойных кромок платин – равной глубине кулирования.
Движение нитей, заправленных в измерительную головку, осуществляется путем наматывания их на крону мотовила. Модернизированный привод кроны мотовила, управляемый ПЭВМ, позволяет протягивать нить с той скоростью, с какой она перерабатывается на конкретном технологическом объекте. Режим испытаний нитей, сматываемых с паковок, выборочный. Он задается путем ввода соответствующих данных в ПЭВМ.
Канал 1
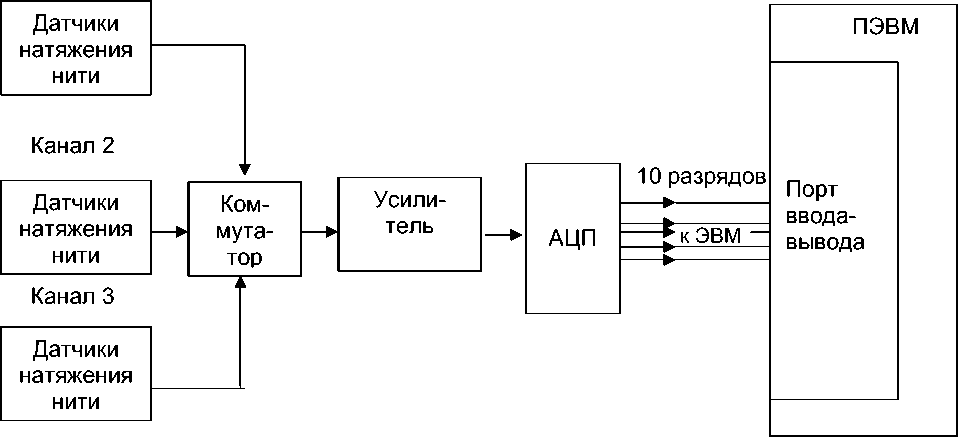
Рисунок 2 – Блок-схема трехканального интерфейса связи с ПЭВМ измерительной головки устройства для определения ПФС пряжи и нитей
Принцип работы устройства состоит в следующем. Испытуемые нити (от одной до трех) заправляются в измерительную головку. По сигналу от ПЭВМ нити (после плавного разгона кроны мотовила) начинают двигаться с заданной скоростью, вступая во фрикционное взаимодействие с огибаемыми ими парой платин и иглой. Возникающее при этом фрикционное сопротивление движению нити создает разность натяжений набегающей и сбегающей ветвей нитей. Тензопреобразователи, воспринимающие натяжение нити до зоны огибания ею тел трения и после нее, формируют пропорциональные им электрические аналоги, поступающие на входы коммутатора, последовательно направляющего сигналы из каналов 1, 2 и 3 на усилитель (рис. 2). С выхода усилителя сигнал поступает на вход аналого-цифрового преобразователя АЦП. После преобразования на АЦП сигнал в цифровой форме через порт ввода-вывода ПЭВМ поступает в ПЭВМ. Выбор соответствующей скорости опроса шести тензопреобразователей позволяет с необходимой точностью вести автоматическую регистрацию значений натяжений нитей до зон взаимодействия их с телами трения и после этих зон, а также производить запись текущих значений натяжений в соответствующий файл в памяти ПЭВМ.
В качестве основного показателя фрикционных свойств нити принимается КТС, определяемый отношением натяжений нити до и после зоны фрикционного взаимодействия ее с телом трения. Дополнительным показателем, вычисляемым
ПЭВМ по запросу оператора, является коэффициент трения, вычисляемый по общеизвестной формуле Эйлера.
До начала испытаний и после них на дисплей автоматически выводятся данные в форме таблицы. В представленную ниже таблицу для большей наглядности введена реальная информация, относящаяся к нити, испытанной на описанном устройстве, на Витебском ОАО “КИМ”.
Таблица – Информационная таблица, выводимая на дисплей ПЭВМ и сопровождающая цикл испытаний нитей на устройстве
|
Программа испытаний Дата испытаний 01.01.2009 Температура окр. среды, (град) 20.0 Относительная влажность, (%) 65 Регистрац. номер партии 016 Вид нити х/б ГОСТ, ТУ 2092.98 Поставщик К. Поляна Номер партии 292 Линейная плотность (текс) 15.4*2 Контрольный участок (м) 60 Пропускаемый участок (м) 20 Скорость движения нити (м/с) 2.0 Мин. кол-во испытуемых бобин 30 Кол-во контр. участков в бобине 5 Тип/класс оборудования Глубина кулирования нити (мм) 10 Использованные места испытаний 1 2 3 |
Номер испытания и число испытанных бобин Испытание 5 Испытано бобин, всего 3 в том числе полностью 3 Условия и основные результаты испытаний Заправка номер 1 Места испытаний 1 2 3 Номера бобин 1 2 3 Испытано участков 3 3 3 Осталось испытать 0 0 0 Коэфф. сопротивл. 5.12 4.95 5.35 Отн. ошибка, % 1.3 1.1 1.2 К-во обрывов 0 1 2 |
F1 - ввод F2 – регулир F10 – пуск F3 – тарировка F4 – печать + – ↑↓ - поиск F7 – график
Esc – выход
Левая половина этой таблицы – запросы ПЭВМ перед началом испытаний и соответствующие ответы оператора, правая – информация, выводимая на дисплей по завершении испытаний и обработки их результатов. При этом указывается длина участка нити, при протягивании которого показатели фрикционных свойств оцениваются, и длина участка нити пропускаемого без такой оценки. Указывается также число контролируемых и пропускаемых участков нити. Это позволяет практически не ограничивать длину нити, протягиваемой через измерительную головку в процессе контроля, и обеспечивать тем самым высокую статистическую точность и достоверность получаемых результатов.
Дополнительно по запросу оператора ПЭВМ может вывести на дисплей или на печать протокол испытаний, содержащий статистические характеристики натяжений нити до и после тел трения как по каждому из испытываемых участков нити, так и усредненные по всем участкам и по всем нитям.
Таким образом, предлагаемое устройство обеспечивает автоматизированную оценку показателей фрикционных свойств нитей в условиях, приближенных к конкретным условиям их переработки. Оно является технически простым, надежным, содержит элементы лишь отечественного производства, а в сравнении с зарубежными аналогами обладает стоимостью на порядок меньшей. Устройство используется в течение ряда лет на Витебском ОАО “КИМ” (Республика Беларусь).
Список литературы Устройство для определения показателей фрикционных свойств пряжи и нитей, применяемых в трикотажном производстве
- Науменко, А. А. Технологическая надежность нити и ее оценка/А. А. Науменко, И. С. Карпушенко//Вестник УО «ВГТУ». -2005. -Вып. 7. -С. 73-76.
- Цитович, И. Г. Технологическое обеспечение качества и эффективности процессов вязания поперечновязаного трикотажа/И. Г. Цитович. -Москва: Легпромбытиздат. -1992. -240 с.
