Уточнение термокинетических диаграмм распада аустенита стали марок 70–80

Автор: Моллер А.Б., Назаров Д.А., Баранов Н.А., Савва А.Д.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
В 2019 году была проведена модернизация линии воздушного охлаждения стана 170 ПАО «ММК». Она была направлена на получение сорбитизированной катанки непосредственно на стане. Применение такой продукции позволяет отказаться от одной промежуточной операции термической обработки в процессе производства проволоки, а также повысить стабильность механических свойств готовой проволоки, производимой из такой катанки. В рамках научных исследований по освоению технологии производства катанки на линии воздушного охлаждения были проведены исследования по определению и уточнению кривых охлаждения стали марок 70–80. Использование полученных кривых позволило предложить математическую модель режимов прокатки и охлаждения, адекватность которой была доказана на практике, а сами режимы внесены в технологическую инструкцию стана.
Сортовой прокат, катанка, сорбитизация, перлит, микроструктура
Короткий адрес: https://sciup.org/147253306
IDR: 147253306 | УДК: 621.789 | DOI: 10.14529/met260104
Refinement of thermokinetic diagrams decomposition of austenite steel grades 70–80
In 2019, the air cooling line of Mill 170 of MMK PJSC was upgraded. It was aimed at obtaining sorbitized wire rod directly at the mill. The use of such products makes it possible to eliminate one intermediate heat treatment operation in the wire production process, as well as to increase the stability of the mechanical properties of the finished wire produced from such a wire rod. As part of scientific research on the development of wire rod production technology on the air cooling line, studies were conducted to determine and refine the cooling curves of steel grades 70–80. The use of the obtained curves made it possible to propose a mathematical model of rolling and cooling modes, the adequacy of which was proven in practice, and the modes themselves were included in the technological instructions for the mill.
Текст научной статьи Уточнение термокинетических диаграмм распада аустенита стали марок 70–80
На сегодняшний день поставка качественного исходного материала (горячекатаного круглого проката и катанки) на метизные предприятия РФ и ближнего зарубежья осуществляется по ТУ 14-101-582-2009, однако заложенное в требованиях данного ТУ содержание пластинчатого перлита 1–2 балла оказывается недостаточным для обеспечения стабильных и надежных эксплуатационных характеристик готовой проволоки и широкого круга изделий, изготовленных из нее, а также вынуждает использовать высокозатратные обязательные промежуточные операции волочения и патентирования в технологическом процессе изготовления проволоки, что существенно удорожает продукцию, снижая ее конкурентоспособность на внутреннем и внешнем рынках [1].
Инновационная стратегия предприятия должна быть нацелена не только на создание новых продуктов, но и на разработку новых технологий, обеспечивающих выпуск высококачественной продукции [2]. Получение требуемого уровня качества проволоки, метизов, автокомпонентов при одновременном снижении потребляемых ресурсов и удешевлении технологии их производства возможно только за счет инновационных свойств исходного круглого проката и катанки, полученных на сортовых станах горячей прокатки. Такой инновационный вид проката, позволяющий при его углубленной переработке за счет уникального комплекса свойств исключить промежуточные операции волочения и термообработки, а следовательно, существенно сэкономить энергетические, временные и финансовые ресурсы при производстве проволоки и метизов, можно определить как ресурсосберегающий круглый прокат (ресурсосберегающая катанка) [3].
Реальные процессы формирования структуры высокоуглеродистой катанки и бунтового проката из стали марок 70–80 на современных линиях двустадийного охлаждения Стел-мор являются непрерывными и имеют определенные скорости охлаждения [4]. В связи с тем, что в литературе отсутствуют термокинетические диаграммы (ТКД) непосредственно для стали данных марок [4–7], для исследования процессов превращения на линиях воздушного охлаждения возникает необходимость в их построении [8]. В связи с этим в процессе исследований были построены диаграммы распада переохлажденного аустенита для стали данных марок.
Большие возможности для определения критических точек открывает использование исследовательского комплекса GLEEBLE 3500 НИИ Наносталей МГТУ им. Г.И. Носова (рис. 1, 2). Этот комплекс по сути представляет собой высокоскоростной пластометр с возможностью программирования практически неограниченного числа стадий обработки металлов с постоянной или переменной по ходу обработки температурой или скоростью охлаждения.
Для моделирования металлургических процессов в комплексе GLEEBLE 3500 предусмотрено и было применено следующее:
-
• нагрев образца осуществляется прямым пропусканием тока;
-
• контроль температуры осуществляется контактными термопарами, при этом имеется возможность контроля температуры по четырём каналам;
-
• обработка образцов осуществляется в вакууме (до 10–5 torr), в защитном газе или на воздухе;
-
• все параметры работы установки и обработки материала фиксируются в промышленном компьютере с частотой до 50 000 Гц.

Рис. 1. Исследовательский комплекс GLEEBLE 3500
Fig. 1. GLEEBLE 3500 Research Complex

Рис. 2. Исследовательский комплекс GLEEBLE 3500 в работе
Fig. 2. GLEEBLE 3500 research complex in operation
Методика построения ТКД
При выполнении и с с ле дов а ни й э к с п ери ме н ты п ро в од и л и с ь н а об ра зц а х из ст а ли ма рок 70, 75 и 80, и зго то в ле нн ых и з п р о б ра с к а та д ей с тву ю щ е го с ор тового с та н а 170 П АО « ММК» . Отбор п роизв од и лся п ос л е п ятой к ле ти че р н ов ой гру п п ы и п е ре д чи стов ым б л ок ом.
Нагре в об ра зц ов ос у щ ес тв ля ли в вакууме со скоростью до 50 ° С /с ( к отор а я ре к ом е н до в ана и нструк ц и е й п о э к сп лу а та ц и и к омп ле кса GLEEB LE 3500) д о тем п ера тур 850 –950 °С. При т ак ой в ыс ок ой ск о рос ти н а гре в а мо гли с ме с титьс я т очк и фа зо в ых п ре в ра щ е ний . В с в я зи с эти м н а ча л ьн ая темп ера т у ра б ыла выбрана в ыш е к ритиче с к ой то чк и Ас 1, а в ре м я в ыд е р жки был о о пр едел ено сер ией экспер им ент ов.

Рис. 3. Образец с приваренной термопарой Fig. 3. Sample with welded thermocouple
Охлаждение образцов проводили с различными скоростями. В процессе нагрева и охлаждения фиксировалась температура об- разца, для чего к нему приваривалась хро-мель-алюмелевая термопара (рис. 3).
Критические точки для построения ТКД определяли дилатометрическим методом, основанным на измерении изменения удельного веса (плотности) или удельного объёма металлов и сплавов. Его суть заключается в определении изменений линейных размеров образцов при нагреве и при охлаждении (диаметр образцов на GLEEBLE 3500 от 10 до 16 мм). Определение критических точек осуществляется по перегибам на дилатометрических кривых. Переход α-Fe в γ-Fe или перлита в аустенит сопровождается заметным сокращением объема и длины образца, поскольку γ-Fe и твёрдый раствор углерода на его основе (аустенит) обладают наименьшим удельным объёмом.
Обратное течение этих превращений при охлаждении сопровождается увеличением линейных размеров. Этим превращениям на дилатометрических кривых соответствуют резкие перегибы. Первая точка перегиба на кривой соответствует температуре начала превращения, вторая – концу превращения. Происходит отрыв касательной, проведённой к участку, на котором превращения ещё нет или имеет место обычное расширение (сжатие) образца, если превращение уже закончилось (рис. 4). Такой способ определения точек фазовых превращений позволяет установить моменты самого начала превращения и моменты, отвечающие его полному прекращению.
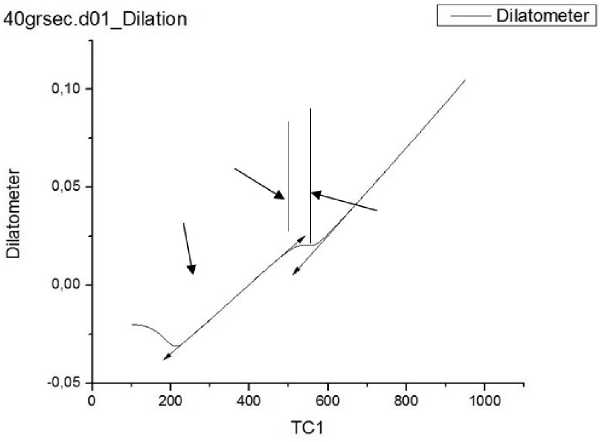
Рис. 4. Пример определения критических точек при непрерывном охлаждении стали марки 80 на комплексе GLEEBLE 3500
Fig. 4. Example of determining critical points during continuous cooling of grade 80 steel using the GLEEBLE 3500 complex
Программа проведения эксперимента задавалась при помощи программного обеспечения QuikSim2® (рис. 5).
Эта программа имеет форму сводной таблицы с полями для заполнения и позволяет описывать каждое действие в процессе испытания, их порядок и длительность. Полученные данные были проанализированы при помощи стандартного программного пакета Origin®, встроенного в систему Gleeble 3500. Программа Origin® обладает математическими функциями для анализа данных и может быть настроена таким образом, чтобы загружать данные каждого испытания и мгновенно отображать любое количество диаграмм, обеспечивая тем самым быстрый и удобный анализ каждого проведенного испытания.
Специально разработанная надстройка к программе Origin® позволяет выполнять построение дилатометрических кривых (рис. 6) в автоматическом режиме по результатам соответствующих экспериментов. По полученным дилатометрическим кривым, построенным в координатах «удлинение образца – температура», определяли критические точки, фиксируя температуру начала и конца фазовых превращений, а также время, за которое превращение произошло.
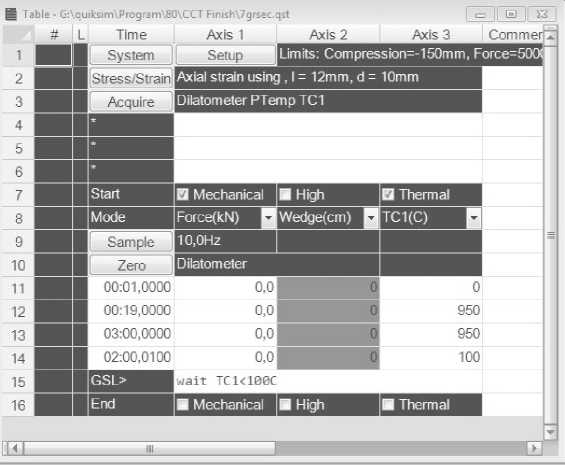
Рис. 5. Программа проведения эксперимента в QuikSim2 Fig. 5. Experiment program in QuikSim2
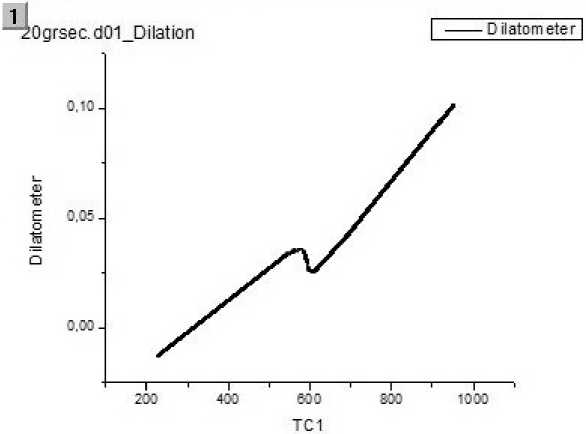
Рис. 6. Пример дилатометрической кривой Fig. 6. Example of a dilatometric curve
Результаты исследования
По ре зул ьта та м д и ла т о ме три че с к и х ис сле д ов а н и й были п ос троен ы к ри в ые охлаждения, которые приведены на рис. 7–9.
Пол ученн ы е к ри в ые б ы л и и с п ользов а н ы при корре к ц и и ма те м а т и че с к ой мод ели д ля р а с че та с к ор ос те й о хлаж д е н и я с ортов о го п р о ка та н а к он в е й е ре в озду ш н ого охлажд е н и я . Эт о по з во л ил о р аз р або т ат ь новы е р еж им ы р а б от ы о бо р удо вания , о беспеч ив ающие со держание перлита 1– 2 бал л а на ур овне 7 5–80 %.
При моделировании учитывался комплекс основных управляющих параметров. К ним были отнесены параметры из числа измеряемых, контролируемых и хранящихся в архивных данных системы автоматизированного учета. Это температура катанки при выхо- де из виткообразователя, степень загрузки двигателя вентилятора, угол открытия заслонок дутьевой системы и скорость транспортера линии охлаждения. Исходными данными при моделировании являлись основные технологические параметры режима прокатки, такие как марка стали, температура нагрева заготовок, скорость прокатки, степень обжатия, предварительное охлаждение в водяных коробах, термокинетическая диаграмма охлаждения и т. п.
Установлено, что достижение более высокого содержания перлита в прокате требует внесения ряда изменений в оборудование и технологию управления на линии конвейерного охлаждения стана. Такие изменения целесообразны для увеличения интенсивности
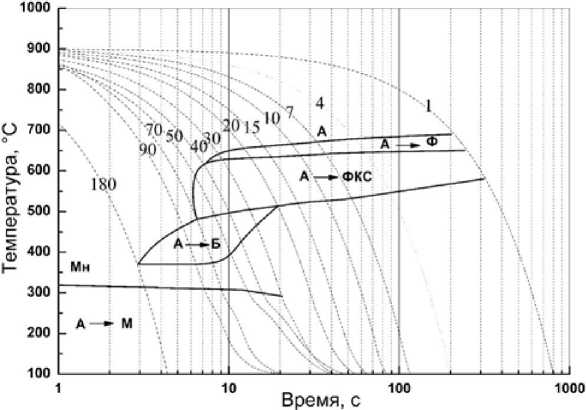
Рис. 7. Термокинетическа диаграмма распада аустенита стали 70
Fig. 7. Thermokinetic diagram of austenite decomposition of steel 70
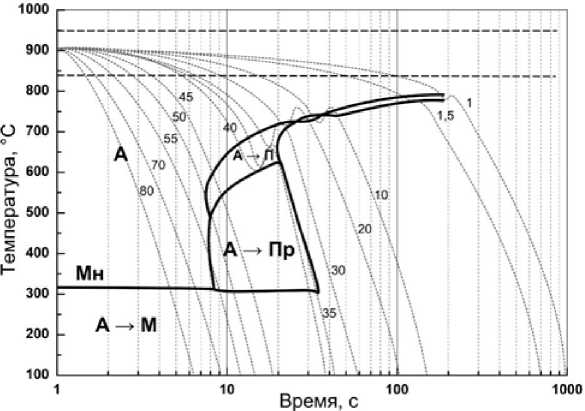
Рис. 8. Термокинетическа диаграмма распада аустенита стали 75
Fig. 8. Thermokinetic diagram of austenite decomposition of steel 75
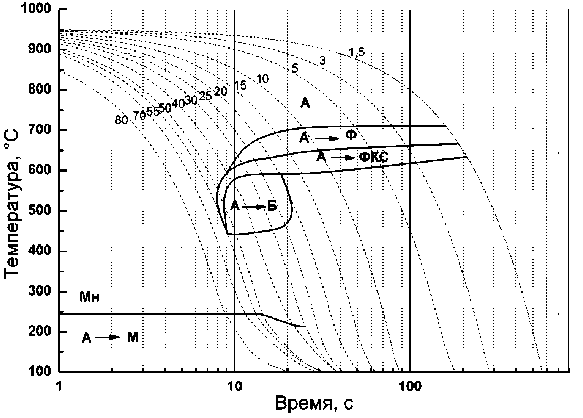
Рис. 9. Термокинетическа диаграмма распада аустенита стали 80
Fig. 9. Thermokinetic diagram of austenite decomposition of steel 80
охлаждения проката диаметром более 9 мм. Также требуется проведение определенных организационных мероприятий, направленных на возможность практического использования полученной модели управления микроструктурой сортового проката не в качестве советчика, а в режиме реального времени на действующем мелкосортно-проволочном про- катном стане. Следует отметить, что структура построения математической модели имеет потенциал её адаптации к персональным конструктивным особенностям производства, что позволяет рассчитывать на постепенное масштабирование результатов применения модели с конкретного стана на другие, родственные по технологии станы [4].
