Верхняя оценка силовых и деформационных параметров равноканального углового прессования в параллельных каналах

Автор: Сосенушкин Евгений Николаевич, Яновская Елена Александровна, Сосенушкин Александр Евгеньевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
Статья посвящена определению силовых и деформационных параметров равноканального углового прессования в параллельных каналах с учетом произвольно назначенного радиуса сопряжения каналов. Методом верхней оценки установлены зависимости и характер изменения удельных нагрузок от технологических параметров и условий трения. Проведена оценка деформационных параметров.
Равноканальное угловое прессование в параллельных каналах, жесткопластическая схема деформации, годограф скоростей перемещений, радиус сопряжения каналов матрицы, сдвиговые деформации
Короткий адрес: https://sciup.org/148201381
IDR: 148201381 | УДК: 621.777
Upper rate of power and deformation parameters of equal channel angular pressing in parallel channels
Article is devoted to determination the power and deformation parameters of equal channel angular pressing in parallel channels taking into account any way appointed radius of channels conjugation. By the method of upper rate it was established dependences and nature of change the specific loadings from technological parameters and friction conditions. The assessment of deformation parameters is carried out.
Текст научной статьи Верхняя оценка силовых и деформационных параметров равноканального углового прессования в параллельных каналах
Рис. 1. Схема углового прессования в параллельных каналах: а - ширина канала; S - смещение каналов; 2 9 - угол пересечения каналов
Согласно схеме, изображенной на рис. 2, один из очагов деформации, расположенный вблизи линии пересечения каналов матрицы, представляется в виде жестких блоков 1, 2, 3, 4, скользящих относительно друг друга и по границам с жесткой зоной 5. Вдоль границ блоков (треугольных по В. Джонсону) компоненты скоростей перемещений претерпевают разрывы. Внутри каждого блока поле скоростей перемещений однородно с одинаковым вектором скорости для всех точек блока. На этом основании определяют поле скоростей, которое при правильном построении всегда является кинематически возможным. Число и размеры блоков выбирают произвольно. Вдоль границ блоков касательные напряжения максимальны тк=к, на свободных поверхностях τk=0, а на контактных
подчиняется закону Зибеля [6]
Т = 2 mk =
2 mcs

где m – фактор трения (0≤ m ≤0,5).
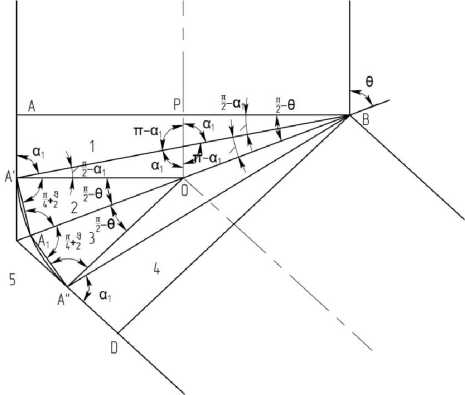
Рис. 2. Схема разбиения очага деформации на жесткие блоки
Для установления влияния радиуса сопряжения каналов на силовые параметры введем его величину
R=a/n; (1≤n≤a) (6)
Следует отметить, что попытки учета радиуса сопряжения каналов предпринимались. Работы [8, 9] посвящены компьютерному моделированию силовых и температурных параметров. В большинстве случаев теоретического анализа радиус назначался либо равным ширине канала [3, 10], либо половине ширины [11]. Из геометрических параметров найдем длины границ блоков. Построив годограф скоростей (рис. 3), определим скорости относительных перемещений жестких блоков через известную скорость деформирования v 1 и угол пересечения каналов 2 θ . Кроме того, определим нормальные составляющие скоростей перемещений vn ij . Результаты сведены в табл. 1.
Согласно (2) и (3) запишем уравнение баланса мощностей внутренних и внешних сил с учетом сил трения [12].
Pav 1 = k ( 1 12 v 12 + 1 23 v 23 + 1 34 v 34 + 1 25 v 25 + 1 35 v 35 ) + 4 mkA ' A • v 1
Поскольку блоки жесткие, мгновенная мощность внутренних сил, включая контактное трение, выражается уравнением [7]:
Проведем необходимые преобразования:
Pav
2 k
, 1 a ( n - 1)
l 12 v 12 + - 1 23 v 23 + 1 25 v 25 + 2 m---ctg 9 ' v 1
2 n
____ •
W = ^ TkU j l j b j
В окончательном виде получим удельную силу
прессования:
где u - скорость относительного скольжения i и j блоков; l ij – длина границы i и j блоков при плоской деформации; b ij – длина проекции площадки контакта в направлении оси y.
Активная мощность, развиваемая деформирующей силой P:
ntg 9 . ntg 9
cos arctg----+ sin arctg-- n -1 n -1
p
2 k
2 n - 1
n
( n - 1) 2 n 2 sin2 9
•
k
•
k k
1 - -___2___— tgff - arctg ntg^) +1
k 2 n - 1 J ) )
+
•
W A = Pu 0
,

2sin 9
(n 9
cos —I— \ 4 2
1 k . ntg 9
• sin arctg •
2 n sin 9 ) n - 1
где ’ - скорость деформирования.
u 0
Из равенства мощностей внутренних (2) и внешних (3) сил находим необходимую для прессования силу:
ntg9 k - arctg n -1)

n 9 1 22
, V 2 ntg 9
+ a/1 + sin 9 • sin arctg n n - 1
(n 9 ntg 9 k
• cos — +--- arctg I +
\ 4 2 n - 1 )
• р= T/Uy lb
n - 1
+ 2 m---ctg 9
n
• u0
.
Для случая плоской деформации, обозначив ширину канала матрицы через a , можно выразить удельную силу:
P =
•
^ки«1у
Варьируя параметрами, входящими в зависимость (8), такими, как n , влияющий на значение радиуса споряжения каналов, m- фактор трения, и θ – половина угла пересечения каналов, были получены результаты, представленные на рис. 4.
• u0 a
.
Таблица 1. Параметры линий разрыва и скоростей перемещений
|
Гра ницы H |
l ij |
v ij |
n vij |
||||
|
1-2 |
a • V(2 n - 1)sin 2 0 + ( n - 1) 2 n sin 0 |
v 1 |
ntg 0 . ntg 0 ) cos arctg --+ sin arctg n - 1 n - 1 f 0 ntg 0 ) _ tg--arctg ----- -1 s V 2 5 n - 1 J • f 0 ntg 0 ) . tg \ - - arctg ----7 | + 1 V V 2 n - 1 J J |
v 1 sin |
f n Z>) 1 arctg \---- -tg 0 _ V n -1 J |
||
|
1-5 |
a ( n - 1) „ actg a =-- ctg 0 n |
v 1 |
0 |
||||
|
2-3 |
a (sin 0 + n - 1) n sin 0 |
. ntg 0 v 1 sin arctg n - 1 f n 0 ntg 0 ) • cos \ —1--- arctg -----| • V 4 2 n - 1 J 1 f П 0 ) cos \ —1I V 4 2 J |
v 1 sin • sin \ f • cos V |
f n i arctg \----- T tg 0 | • _ V n - 1 JJ П 0 i + • 4 2 J П 0 л — + — 42 f n „) - arctg \ — -g^9 1 _V n - 1 JJj |
|||
|
2-5 |
a • V2 • V1 + sin 0 n |
. f ntg O ) v 1 sin arctg \------| • V n - 1 J f n 9 ntg 0 ) • cos \ —1--- arctg -----| \ 4 2 n - 1 J |
0 |
||||
|
3-4 |
“ • V(2 n - 1)sin2 0 + ( n - 1)2 n sin 0 |
v 1 |
' ntg 0 . ntg 0 cos arctg --+ sin arctg-- n - 1 n - 1 f 0 ntg 0 ) tg\ - - arctg ----7 | - 1 V 2 n - 1 J • f 0 ntg 0 ) tg \ - - arctg ----7 | + 1 V V 2 n - 1 J j |
0 |
|||
|
3-5 |
a • V2 • V1 + sin 0 n |
. f ntg 0 ) v 1 sin arctg \------| • V n - 1 J f n 0 ntg 0 ) • cos \ —1--- arctg -----| \ 4 2 n - 1 J |
0 |
||||
|
4-5 |
a ( n - 1) „ actg a =-- ctg 0 n |
v 1 |
v 1 sin |
f n n) arctg 1 —- tg 0 1 L V n -1 Jj |
|||
При ширине канала матрицы а=10 мм, одинаковом радиусе сопряжения каналов (R=2) увеличение фактора трения приводит к росту относительной силы прессования p/2k; при одинаковом факторе трения (m=0,15) увеличение радиуса сопряжения каналов способствует уменьшению удельной силы. Оценим деформированное состояние металла заготовки. Суммарная деформация сдвига складывается из сдвиговых деформаций на линиях разрыва скоростей:
Y 12 =
n - 1 + ntg 0
f 0 ntg 0 )
g - - arctg —- |
V 2 n - 1 J
f 0 ntg 0
tg l -- arctg —7
V 2 n - 1
- 1
Y 23 =
+ 1
;
0 cos
Итак, суммарная деформация сдвига с учетом
двух очагов деформации:
Y = 2
Y = Y 12 + Y 23 + Y 34 • ;
Y ij
ij
v
n ij
n - 1 + 1 ntg 0
f 0 ntg0) , tg\ ~-arctg----7 | +1
V 2 n - 1 J
+ 0
cos
Интенсивность пластических деформаций найдем из соотношения:

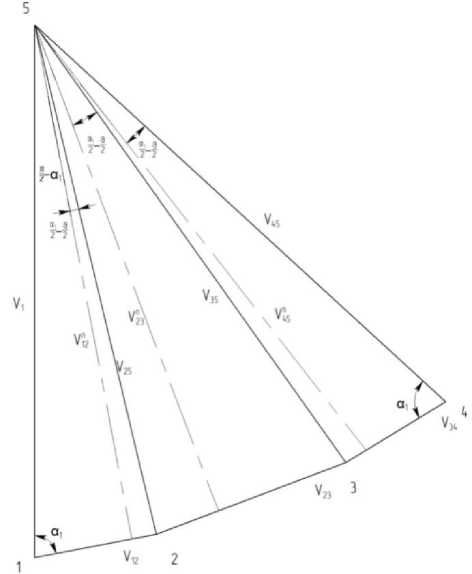
Рис. 3. Годограф скоростей
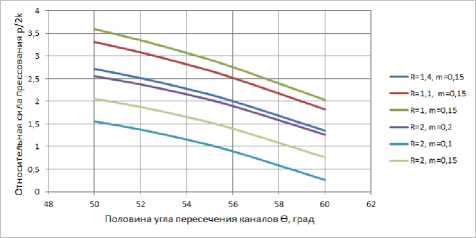
Рис. 4. Изменение относительной силы прессования от основных технологических параметров
Рис. 5 иллюстрирует изменение суммарной сдвиговой деформации (а) и интенсивности накопленной деформации (б) за цикл обработки. Из графика видно, что с увеличением радиуса сопряжения каналов матрицы, суммарные сдвиговые деформации уменьшаются. Это объясняется изменением характера деформации в сторону изгиба заготовки при увеличенных радиусах сопряжения. Обратная картина наблюдается в изменении интенсивности накопленных деформаций, здесь при увеличении радиуса сопряжения каналов этот показатель деформированного состояния уменьшается.
Выводы: установлена взаимосвязь и теоретически обоснована зависимость между значениями таких геометрических параметров, как радиус сопряжения и угол пересечения каналов матрицы, и энергосиловыми параметрами технологического процесса равноканального углового прессования, также выявлено влияние перечисленных параметров на характеристики деформированного состояния прессуемой заготовки.
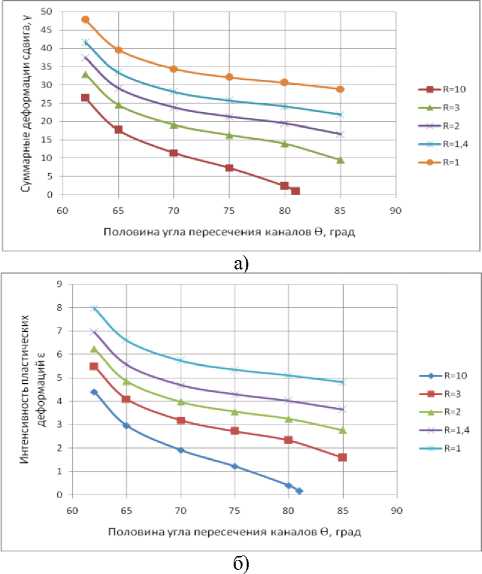
Рис. 5. Изменение суммарной сдвиговой деформации (а) и интенсивности накопленной деформации (б) за цикл прессования
Список литературы Верхняя оценка силовых и деформационных параметров равноканального углового прессования в параллельных каналах
- Сегал, В.М. Процессы пластического структурообразования металлов/В.М. Сегал, В.И. Резников, В.И. Копылов и др. -Минск: Навука и тэхника, 1994. 232 с.
- Патент 218314 РФ. Устройство для обработки металлов давлением/Г.И. Рааб, Г.В. Кулясов, В.А. Полозовский, Р.З. Валиев. Опубликовано 20.04.2002.
- Боткин, А.В. Интенсивная пластическая деформация цилиндрической заготовки из сплава 6061 равноканальным угловым прессованием в параллельных каналах/А.В. Боткин, М.Ю. Мурашкин, Г.И. Рааб, Р.З. Валиев//Кузнечно-штамповочное производство. Обработка металлов давлением. 2009. №4. С. 33-38.
- Сосенушкин, Е.Н. Экспериментальная проверка адекватности компьютерного моделирования процесса равноканального углового прессования/Е.Н. Сосенушкин, Л.М. Овечкин, А.Е. Сосенушкин//Состояние, проблемы и перспективы развития кузнечно-прессового машиностроения и кузнечно-штамповочных производств. -Рязань: ОАО «Тяжпрессмаш», 2009. С. 169-174.
- Сосенушкин, А.Е. Математическое моделирование равноканального углового прессования/А.Е. Сосенушкин, А.Э. Артес, Е.Н. Сосенушкин//Технология машиностроения. 2011. №12. С. 53-56.
- Перiг, О.В. Застосування методу верхьої оцинкi методу кiнцевих елементiв для аналiзу процессу рiоканального кутового прессування через матрицю iз закругленую зовнiшньою стiнкою кута сполучення каналiв/О.В. Перiг, С.О. Короткий, О.М. Лаптєв, С.В. Подлєсний//Совершенствование процессов и оборудования обработки давлением в металлургии и машиностроении: Тематич. сб. научн. трудов. -Краматорск: ДГМА, 2008. С. 94-98.
- Сторожев, М.В. Теория обработки металлов давлением. Учебник для вузов/М.В. Сторожев, Е.А. Попов. -М.: Машиностроение, 1977. 423 с.
- Сосенушкин, Е.Н. Совершенствование процессов интенсивной пластической деформации/Е.Н. Сосенушкин, Л.М. Овечкин, А.Е. Сосенушкин//Вестник МГТУ «СТАНКИН». 2012. №1 (18). С. 22-25.
- Сосенушкин, Е.Н. Температурная интенсификация процесса равноканального углового прессования в параллельных каналах/Е.Н. Сосенушкин, В.В. Белокопытов, А.Е. Сосенушкин//В сб. докладов и научных статей «Перспективы инновационного и конкурентоспособного развития кузнечно-прессового машиностроения и кузнечно-штамповочных производств». -Рязань: ОАО «Тяжпрессмаш», 2012. С. 271-279.
- Сосенушкин, Е.Н. Оценка силовых параметров и деформационного состояния заготовки при равноканальном угловом прессовании/Е.Н. Сосенушкин, А.Е. Сосенушкин//Труды международной научно-технической конференции «Современные металлические материалы и технологии». -СПб: Политехнический университет, 2011. С. 233-235.
- Сосенушкин, А.Е. Силовые и деформационные параметры равноканального углового прессования в параллельных каналах/Материалы 1-го тура студенческой научно-практической конференции АИТ-2012. -М.: ФГБОУ ВПО МГТУ «СТАНКИН», 2012. С. 35-39.
- Sosenushkin, A.E. Simulation of the Equal Channel Angular Extrusion technology/A.E. Sosenushkin, E.N. Sosenushkin//IX International congress machines, technolоgies, materials 2012. September 19-21 2012 Varna, Bulgaria. -Р. 110-112.
