«Виртуальный СЛИПП» - математическая модель для управления агрегатом СЛИПП и её визуализация с помощью программных продуктов WinCC 7.0 и Step 7

Автор: Пискажова Т.В., Сидельников С.Б., Белолипецкий В.М., Якивьюк П.Н., Сидельников А.С.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 т.16, 2015 года.
Бесплатный доступ
Процесс совмещенного литья и прокатки-прессования (СЛИПП) целесообразно использовать для производства длинномерных деформированных полуфабрикатов из алюминия и его сплавов, из которых изготавливают электрические провода, заклепки, проволоку различного размера для выполнения сварочных работ в электротехнической и радиоэлектронной промышленности, а также в космическом машиностроении. Способ СЛИПП является перспективным направлением обработки металлов, позволяет существенно снизить трудо- и энергоемкость производства, однако его промышленное внедрение сдерживает в том числе и отсутствие алгоритмов автоматического управления. Особенно это важно для создающихся в настоящее время агрегатов СЛИПП, в состав которых входят различные узлы, обеспечивающие кристаллизацию и деформацию металла, его охлаждение, калибровку (при необходимости) и смотку готовых изделий в бухты. Автоматическое управление должно обеспечить заданный расход металла, одинаковый во всех узлах агрегата, заданные значения температуры металла на входе и выходе из деформирующего узла, согласовать скорость вращения приемного намоточного устройства с расходом металла. Для этого необходимо создать математическую модель, реализовать её программно и визуализировать. Проведена постановка задачи моделирования и представлена упрощенная математическая модель на основе обыкновенных дифференциальных уравнений для управления агрегатом совмещённого литья и прокатки-прессования для получения длинномерных изделий из алюминиевых сплавов. Математическая модель для управления агрегатом СЛИПП реализована в программных продуктах WinCC 7.0 и Step 7 с применением языков программирования FBD и SCL. Разработана мнемосхема процесса, с помощью тегов реализована её связь с моделью. Приведено описание структуры программы в ПО Step 7, представлен вариант расчёта стационарного режима работы установки на мнемосхеме.
Математическая модель, визуализация, программирование, литье, прокатка, прессование, агрегат слипп
Короткий адрес: https://sciup.org/148177442
IDR: 148177442 | УДК: 65.011.56
“Virtual CC&RP” - a mathematical model for the control of the unit CC&RP and its visualization with the help of software products WinCC 7.0 and Step 7
The Combined Casting and Rolled-Pressing Process (CC&RP) is used for electrotechnical-purposed aluminum rod production, which serves as half-stuff for manufacturing of different-sized aluminum wire, rivets, electrical and welding wire for electrical and radioelectronic industries. Depending on its properties, aluminum rod is widely used in the various industries, including space engineering. CC&RP method is a promising way of metal treatment, which is not yet widely implemented due to insufficiency of the automation algorithms. Automated control should provide specified values of metal consumption, temperature at the rolling mill, temperature mode of pressing node, rod temperature at the matrix end, intake device rotational speed in respect to metal consumption. For this purpose, mathematical model development, as well as its programming realization and visualization are needed. This paper provides statement of modeling task and simplified mathematical model of CC&RP method using the machine for aluminum lengthy products manufacturing. For each node of the machine ODEs is considered, that describes changes of process variables depending of time or coordinates. Initial conditions for each node input are determined from technological constants or previous node outputs. Further, the CC&RP mathematical model is realized with WinCC 7.0 and Step 7 applications using FBD and SCL languages. The process mimic panel is developed and connected with the model. The description of the program structure in Step 7 and the version of machine stationary mode calculation are provided.
Текст научной статьи «Виртуальный СЛИПП» - математическая модель для управления агрегатом СЛИПП и её визуализация с помощью программных продуктов WinCC 7.0 и Step 7
Введение. На сегодняшний день в космическом машиностроении для работы узлов в реальных условиях эксплуатации необходимо применять детали из материалов, обладающих стойкостью к воздействию факторов космического пространства – высокого вакуума, перепадов температур, радиации и пр. Помимо этого немаловажными свойствами материалов остаются высокие удельные характеристики, технологичность, ценовая доступность. Этим требованиям максимально отвечают алюминиевые деформируемые сплавы, имеющие высокий уровень механических свойств, которые и используются в космическом машиностроении наиболее активно [1; 2]. Применение совмещенных методов обработки для получения длинномерных деформированных полуфабрикатов из алюминиевых сплавов позволяет уменьшить число технологических операций, повысить производительность и снизить себестоимость готовой продукции [3]. Так, например, в этой области известны работы по созданию новой технологии производства сварочной проволоки из сплавов АК5 и АК12, используемой для изготовления волноводов [4].
Для современного эффективного управления технологиями обработки металлов необходимо создание и использование компьютерных инструментов имитации процессов. Такой инструмент может представ- лять собой программу для расчета и отображения взаимосвязанных изменений технологических параметров при изменении условий процесса. Имитационные расчеты осуществляются встроенной в программу математической динамической моделью процесса. Опыт применения подобных программ при получении алюминия-сырца описан в работах [5–7].
Моделирование литейно-прокатных установок для задач управления представлено в литературе в ограниченном объёме и направлено на управление параметрами в отдельных узлах (модель натяжения между клетями, регулирование ширины проката и т. п.) [8]. Имеются модели, описывающие тепловое и напряженно-деформированное состояние узла деформации и кристаллизации [3; 9]. Эти модели разрабатывались с целью определения технологических и энергосиловых параметров деформирующего узла для получения полуфабрикатов необходимого качества из алюминия и его сплавов.
Разработка математической модели, комплексно описывающей взаимосвязанное изменение параметров узлов агрегата совмещенной обработки металла (рис. 1), позволит рассчитать, визуализировать процесс и отладить алгоритмы управления на виртуальной модели. Также упрощенные уравнения могут применяться непосредственно в алгоритмах АСУТП.

Рис. 1. Экспериментальная установка СЛИПП-2,5
Постановка задачи моделирования. В настоящей работе объектом исследования является литейно-прокатно-прессовый агрегат, с помощью которого реализуется метод совмещённого литья и прокатки-прессования (СЛИПП) для получения длинномерных изделий из алюминиевых сплавов [10]. Он включает (рис. 2) печь-миксер для приготовления сплава, раздаточный лоток, деформирующий узел, состоящий из прокатной клети и поджатой с помощью гидроцилиндра к валкам матрицы, устройство для охлаждения изделий и приемное устройства для их смотки в бухты (моталку).
В прокатную клеть поступает жидкий металл после раздаточного лотка, где он кристаллизуется в закрытом калибре валков и выдавливается при помощи активных сил трения через матрицу, при этом получают пресс-изделие заданного размера и формы (в данном случае пруток круглого сечения диаметром 9,5 мм). Полученный пруток направляется на моталку.
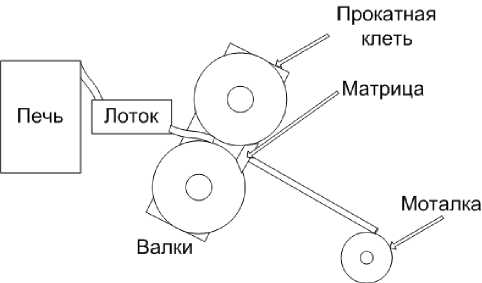
Рис. 2. Принципиальная схема агрегата СЛИПП
Имеется три значительно различающихся с точки зрения автоматического управления режима работы установки: пусковой режим; стационарный режим, с момента поступления пресс-изделия на моталку с постоянной скоростью вращения валков и постоянным зазором между валками; нестационарный режим прокатки.
Автоматическое управление в стационарном режиме должно обеспечить постоянный расход металла, одинаковый во всех узлах агрегата, заданные температуры на входе в прокатную клеть, заданный температурный режим в узле прессования, заданную температуру катанки на выходе из матрицы, обеспечить скорость вращения приемного устройства, соответствующую расходу металла.
Поэтому с помощью модели вычисляют в контрольных точках температуру и скорость прохождения металла, его объём, угол наклона печи, скорость вращения моталки. Контрольные точки привязаны к узлам агрегата: печь, лоток, деформирующий узел, узел охлаждения, приемное устройство.
Основой модели являются обыкновенные дифференциальные уравнения, описывающие изменение указанных выше переменных от координаты или от времени. Начальные условия на входе в каждый узел определяются технологическими константами или выходными расчетами на предыдущем узле.
Математическая модель. Целесообразно вначале рассчитать стационарный режим как наиболее простой для моделирования и в то же время создающий базу для расчетов пускового и нестационарного режимов .
Первым узлом агрегата является печь-миксер для приготовления расплава. Для упрощения не будем вести расчет температуры нагрева металла в печи, а будем считать ее на выходе расплава из печи в лоток заданной.
Чтобы обеспечить постоянный расход металла Q м , печь должна обеспечить разливку металла с постоянной скоростью:
d a dt
a 0 — a конечн
T
da где dt – скорость изменения угла наклона печи;
a 0 - угол наклона печи, при котором начинается разливка металла, определяемый объемом залитого металла и диаметром тигля; a конечн - максимальный угол наклона печи; τ – время, за которое с заданным расходом разливается весь объем металла.
Вторым узлом агрегата является раздаточный лоток. Контрольными параметрами для системы управления являются здесь уровень металла в лотке, температура метала на подходе к деформирующему узлу, скорость движения металла.
Уровень металла в лотке h определяется заданным расходом металла Q м , который необходимо контролировать.
Скорость металла в лотке U ср найдём по формуле
U ср
g ■ h 2 ■ sin a
3 ■v
где v – коэффициент кинематической вязкости; g – ускорение свободного падения; α – угол наклона лотка.
Формула (2) получена из решения задачи о стекании ньютоновской жидкости по наклонной плоскости [11].
Для расчёта температуры металла в лотке рассмотрим уравнение теплопроводности для движущейся среды:
(8T 8T) 8 , 8T p ■ c ■ I + Uср ■ I — ■ X ■ —
I d t p d x ) 8 x d x (3)
—Kм—е ■( T — Te ) — Kм—л ■ (T — Тл ), где Т – средняя по толщине слоя температура металла; c – удельная теплоёмкость металла; λ – коэффициент теплопроводности металла; ТЕ – температура окружающей среды; ТЛ – температура лотка; KМ–Е – коэффициент теплообмена на границе «металл– атмосфера», KМ–Л – коэффициент теплообмена на границе «металл–лоток»; х – ось, направленная вдоль лотка.
В стационарном случае, пренебрегая теплопроводностью по сравнению с адвективным переносом
(—-— << U , L - длина лотка), получаем уравнение c-p-L р c ’p’ U ср ^iT = K М—Е '(T — Те )+ K М — л ^T — T")' (4)
Начальное условие для уравнения (4):
т ( x 0 ) = T o , (5)
где Т 0 – температура металла на выходе из печи.
Таким образом, зная температуру расплава в печи, можно найти температуру металла на входе в деформирующий узел совмещенной обработки.
Для определения температуры металла при прохождении через прокатную клеть необходимо рассмотреть дифференциальное уравнение теплопроводности с учётом теплоты кристаллизации:
p- c -f— + - -V T 1 = div ( X-V T ) +p- d Q крист . (6)
V d t ) x 7 d t
При этом между валками можно выделить две зоны – зону, где находится расплавленный металл и кристаллизация только начинается, и зону, где средняя температура металла достигла температуры кристаллизации и не меняется на протяжении этой зоны, так как тепловые потери в валки уравновешиваются теплом кристаллизации.
Температура валков ТВ (x, y, t) должна рассчиты- ваться по уравнению теплопроводности:
d Тв J d 2 Tb + d2 Tb dt V dx 2 dу 2
При этом в упрощенной постановке можно для расчета температуры металла использовать следующее уравнение:
P - c - U ср dT = P - c - K М - В - ( T B - T )+ P - A Q крист ( x ) (8) где A Q крист ( x ) - мощность, выделяемая при кристал-лизации в точке x ; U ср – средняя скорость металла между валками, обусловленная скоростью вращения валков и зазором между ними и связанная с заданным расходом Q м :
U ср
= _Q m_ P- 5 з ,
где S з – площадь сечения зазора между валками.
Температуру поверхности валков, соприкасающуюся с металлом, в связи с высокой теплопроводностью материала валков и наличием системы охлаждения для предварительных расчетов будем считать постоянной. Также пока не рассматриваем процессы, происходящие в матрице.
После выхода из матрицы пруток остывает на воздухе или охлаждается с помощью воды. Для расчета остывания прутка запишем уравнение dT
P - c - U ср"Т" = K м dx
воз - ( T b03 - T ) + K м - вод - ( т вод - T ) (10)
где коэффициенты K м - воз, K м - вод используем на соответствующих расчетных участках, если пруток подвергается воздушному или водяному охлаждению; T воз , T вод – температура воздуха и воды.
После охлаждения пруток сматывается в бухту на приемном устройстве. Угловая скорость вращения моталки рассчитывается, исходя из его геометрических размеров и времени протекания процесса:
V to= -прут , R нак
где V прут – скорость поступления прутка в моталку; R нак – радиус барабана моталки, зависящий от времени процесса:
R нак = R 0 + V - d , (12)
T 1
где t – время от начала намотки прутка на моталку до текущего момента; d – диаметр прутка; T 1 – время заполнения одного слоя на моталке:
T 1 = 3,14 - 2 R нак .-^ S-, V прут
где п в - количество витков по ширине моталки. Формулы (12) и (13) связаны итерационной зависимостью.
Реализация математической модели для управления агрегатом СЛИПП в программных продуктах WinCC 7.0 и Step 7. Для визуализации расчётов модели и разработки компьютерной программы «Виртуальный СЛИПП» были созданы проекты в программных продуктах Simatic Step 7 и Simatic WinCC 7.0. Simatic Step 7 – стандартное программное обеспечение SIMATIC для создания программ, используемых в программируемых логических контроллерах SIMATIC S7-300/400 [12]. С помощью этой программы выполняется комплекс работ по программированию контроллеров и конфигурированию (настройке) оборудования и сетей. Утилиты конфигурирования позволяют осуществлять диагностику оборудования, обнаруживать аппаратные ошибки или неправильный монтаж оборудования. Программирование контроллеров производится редактором программ, обеспечивающим написание программ на трех языках: LAD – язык релейно-контактной логики; FBD – язык функциональных блочных диаграмм; STL – язык списка инструкций.
В дополнение к трем основным языкам могут быть добавлены четыре дополнительных языка: SCL – структурированный язык управления, по синтаксису близкий к Pascal; GRAPH 7 – язык управления последовательными технологическими процессами; HiGraph 7 – язык управления на основе графа состояний системы; SFC – язык диаграмм состояния.
На рис. 3 изображена общая структура программы «Виртуальный СЛИПП».
Программа состоит из блоков данных, функций, организационного блока. Организационный блок написан на языке функциональных блочных диаграмм FBD.
FBD – это графический язык программирования, использующий для представления логических операций логические блоки, известные в булевой алгебре. Сложные функции (например, математические) тоже могут быть представлены непосредственно соединенными с логическими блоками [13].
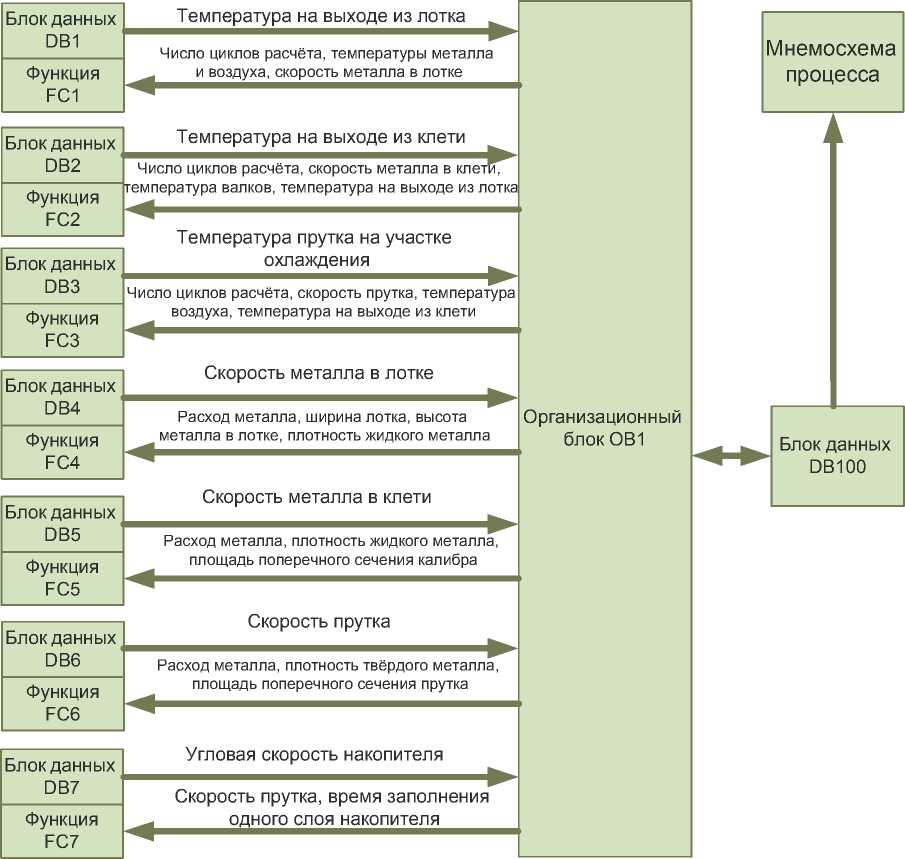
Рис. 3. Схема взаимодействия блоков программы
На рис. 4 приведён фрагмент организационного блока программы, написанный на языке FBD и реализующий передачу из блока данных DB100 в блок данных DB1 начального значения температуры, необходимого для запуска цикла расчёта температуры металла в лотке.
Исходные данные заносятся в блок данных DB100. Блоки данных DB1, DB2, …, DB7. Все необходимые данные для начала расчёта берут в блоке данных DB100. Рассчитанные параметры поступают в DB100 (рис. 5). Например, после расчёта узла «печь» в блоке DB1 полученные значения поступают в блок DB100. Эти значения из блока DB100 используются блоками, рассчитывающими параметры других узлов агрегата, рассчитанные значения которых в свою очередь также поступают в блок DB100. Блокам данных DB1, DB2, …, DB7 соответствуют функции FC1, FC2, …, FC7. Например, в DB1 хранятся начальные и расчётные данные по температуре металла в лотке, а в FC1 хранится алгоритм, по которому данные в блоке DB1 преобразуются, т. е. функция FC1 решает уравнение (4) в соответствии с разностной схемой. По окончании расчёта данные отправляются в блок DB100 для создания общей таблицы параметров.
Функции FC1, FC2, …, FC7 выполнены в SCL [14]. Структурированный язык управления SCL (Structured Control Language) является языком программирования высокого уровня для PLC SIMATIC S7. SCL содержит в себе элементы языка Паскаль наряду с типичными для PLC элементами, такими, например, как input и output. SCL особенно подходит для программирования сложных алгоритмов или для задач, относящихся к области управления данными, поддерживает характерную для Step 7 блочную структуру, а также позволяет создавать S7-программы, включающие в себя фрагменты на базовых языках программирования STL, LAD и FBD. Использование нами SCL в программе обосновано простотой реализации в нём циклов для решений дифференциальных уравнений.
Структура программы прописывается с помощью организационного блока OB1. В нём создаются все маршруты (адресация) передачи данных между блоками. То есть организационный блок – посредник между всеми остальными блоками.
Для визуализации рассчитанных по модели данных разработана мнемосхема процесса СЛИПП в программном продукте Simatic WinCC 7.0. Simatic WinCC (Windows Control Center) представляет собой мощную систему HMI, работающую под управлением ОС Microsoft Windows XP, Windows Vista и Microsoft Windows Server 2003 [15]. HMI расшифровывается как Human Machine Interface (человеко-машинный интерфейс), т. е. интерфейс для взаимодействия между человеком и машиной. Система WinCC обеспечивает управление и наблюдение за процессами, происходящими на установке. Связь между WinCC и установкой обеспечивается с помощью системы автоматизации.
Ниже перечислены некоторые из возможностей WinCC, благодаря которым выбран этот программный продукт:
-
– визуализация техпроцесса (Graphic Designer);
-
– конфигурирование и настройка связи с контроллерами различных производителей (Tag Management);
-
– отображение, архивирование и протоколирование сообщений от технологического процесса (Alarm Logging);
-
– отображение, архивирование и протоколирование переменных (Tag Logging);
-
– открытый OPC-интерфейс (OLE for Process Control);
-
– взаимодействие с пакетом Simatic Step 7.
На рис. 6 представлена мнемосхема, отображающая значения рассчитанных по модели параметров процесса в каждом из узлов агрегата в контрольных точках. WinCC получает необходимые данные, обра- щаясь по адресам переменных в блоке данных DB100. Угол наклона печи отображен на мнемосхеме сверху. Внизу по всей строке показаны значения температуры металла в разных точках агрегата. Для печи это температура разливки, для лотка – температура металла на входе в прокатную клеть, для прокатной клети – температура металла на выходе из валков. Далее показана температура прутка на расстоянии 1,5 м от узла прокатки, без водяного охлаждения. Нижняя строка – скорость движения металла в разных узлах агрегата. Справа отображена угловая скорость вращения барабана моталки.
На мнемосхеме представлены результаты расчётов, выполненных для стационарного режима. Следует отметить, что для достижения адекватности расчетных и практических данных необходимо идентифицировать теплофизические константы и уточнить размеры и конструкцию агрегата, при этом исходными параметрами являются расход и температура металла в печи, а также геометрические характеристики узлов агрегата СЛИПП.
Заключение. Разработана комплексная математическая модель для управления работой узлов агрегата СЛИПП, реализующего метод совмещённого литья и прокатки-прессования для получения длинномерных деформированных полуфабрикатов из алюминия и его сплавов. Модель реализована программно в пакетах Step 7 и WinCC 7.0. Результаты моделирования могут быть использованы при проектировании и внедрении оборудования и технологии совмещенной обработки для производства прутков, катанки, профилей и проволоки для нужд электротехнической промышленности и космического машиностроения.
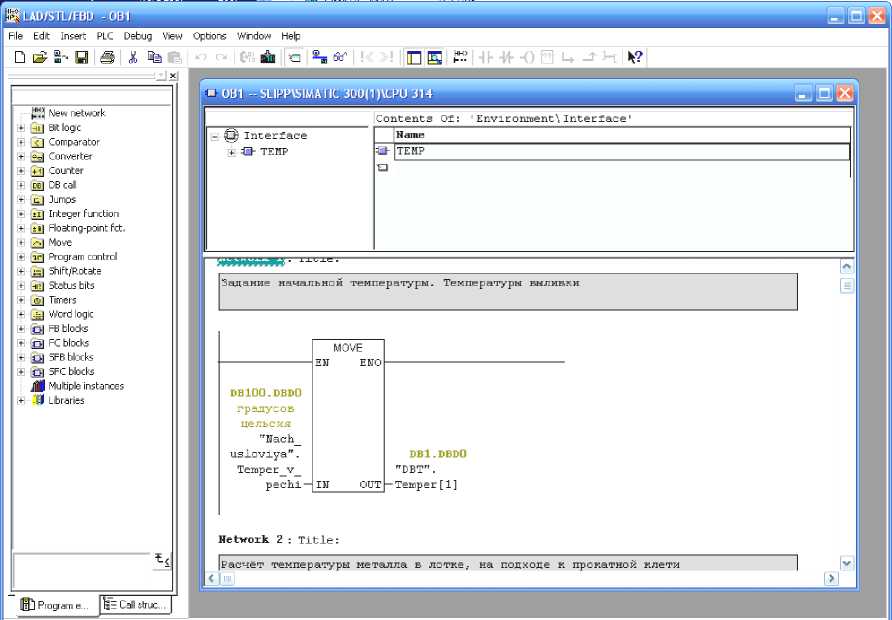
Рис. 4. Фрагмент организационного блока программы
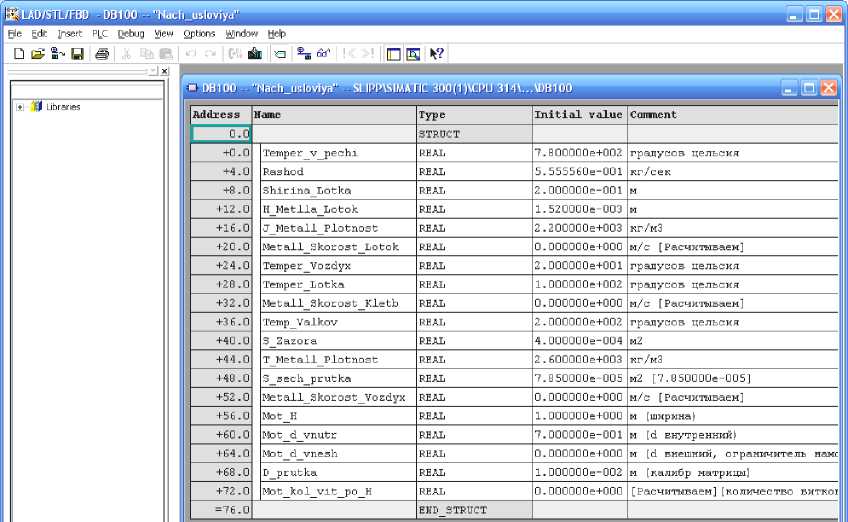
Рис. 5. Блок данных DB100 программы: расчётные значения и константы
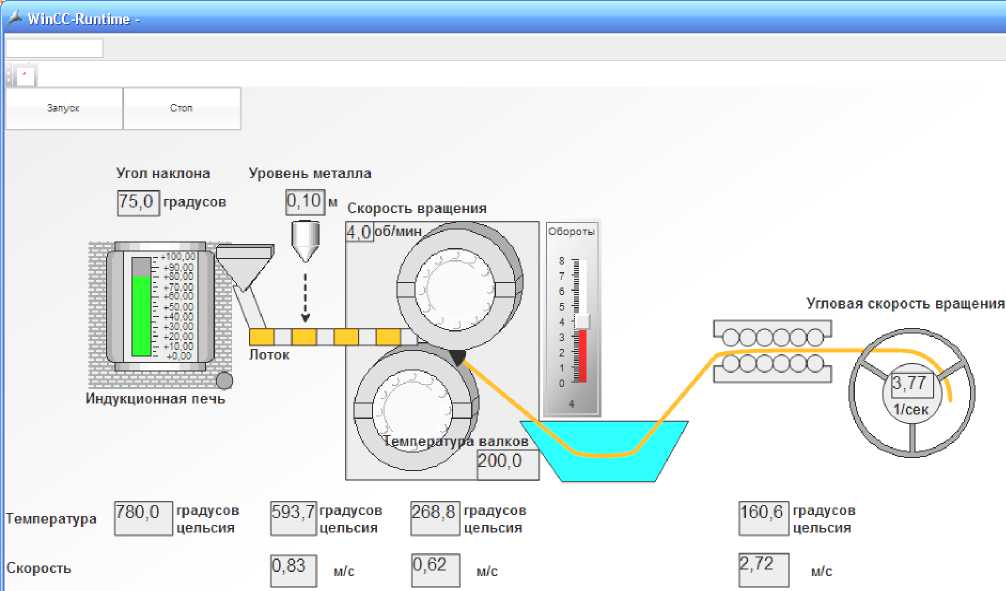
Рис. 6. Мнемосхема процесса СЛИПП
Acknowledgements. We would like to thank Solodovnikov Andrew, the employee of the Center for Engineering and Logistics of Krasnoyarsk branch of the Russian representation of Siemens, for advice on working with the software Step 7 and WinCC 7.0.
Список литературы «Виртуальный СЛИПП» - математическая модель для управления агрегатом СЛИПП и её визуализация с помощью программных продуктов WinCC 7.0 и Step 7
- Суслина А. А. Алюминий и его сплавы: учеб. пособие/сост. А. Р. Луц. Самара: Изд-во Самар. гос. техн. ун-та, 2013. С. 4.
- Механические свойства алюминиевых сплавов: монография/Н. А. Грищенко ./Сибирский федеральный ун-т. Красноярск, 2012. 196 с.
- Сидельников С. Б., Довженко Н. Н., Загиров Н. Н. Комбинированные и совмещённые методы обработки цветных металлов и сплавов: монография. М.: МАКС Пресс, 2005. 344 с.
- Разработка новой технологии комбинированной обработки силуминов/С. Б. Сидельников //Вестник СибГАУ. 2006. Вып. 5 (12). С. 233-235.
- Piskazhova T. V., Mann V. C. The Use of a Dynamic Aluminum Cell Model//JOM. 2006. Vol. 58, № 2. P. 48-52.
- Пискажова Т. В. Программа-имитатор для поддержки принятия технологических решений при получении алюминия//Автоматизация в промышленности. 2010. № 7. С. 41-44.
- Multimedia for Training Cell Operators/Claude Fradet //Light Metals. 2001. P. 387-391.
- Восканьянц А. А. Автоматизированное управление процессами прокатки: учеб. пособие/Моск. гос. техн. ун-т им. Н. Э. Баумана. М.: Изд-во МГТУ им. Н. Э. Баумана, 2010. 85 с.
- Прессование алюминиевых сплавов: моделирование и управление тепловыми процессами: монография/Н. Н. Довженко ./Сибирский федеральный ун-т. Красноярск. 2009. 256 с.
- Пат. 2457914 C1 Российская Федерация, МПК B 21 C 3/00, B 22 D 11/00. Устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов/Баранов В. Н., Ворошилов Д. С., Галиев Р. И., Довженко И. Н., Довженко Н. Н., Лопатина Е. С., Сидельников С. Б., Солдатов С. В. № 2011103241/02; заявл. 31.01.2011; опубл. 10.08.2012.
- Ландау Л. Д., Лифшиц Е. М. Теоретическая физика: учеб. пособие. В 10 т. Т. 6. Гидродинамика. 3-е изд., перераб. М.: Наука. Гл. ред. физ-мат. лит., 1986. 736 с.
- Simatic. Работа со STEP 7 V 5.3. Первые шаги: Руководство. Редакция 01/2004 A5E00261403-01. 114 с.
- Step 7 . URL: http://www.step7-pro.ru/fb/fub1.html (дата обращения: 02.02. 2015).
- Бергер Ганс. Автоматизация посредством Step 7 с использованием STL и SCL и программируемых контроллеров SIMATIC S7-300/400. 2001. 776 с.
- Simatic. WinCC V7.0 Начало работы: Руководство. Редакция 04/2008. 254 с.
- Suslina A. A. Alyuminii i ego splavy: Uchebnoe posobie . Amounted. A. R. Luts. Samara, Samara St. Technical Univ. Publ., 2013, 4 p.
- Grishchenko N. A., Sidelnikov S. B., Gubanov I. Yu. Et al. Mekhanicheskie svoistva alyuminievykh splavov . Krasnoyarsk, Siberian Federal University Publ., 2012, 196 p.
- Sidelnikov S. B., Dovzhenko N. N, Zagirov N. N. Kombinirovannye i sovmeshchennye metody obrabotki tsvetnykh metallov i splavov: monografiya. . Moscow, MAKS Press Publ., 2005, 344 p.
- Sidelnikov S. B., Dovzhenko N. N., Gorbunov Yu. A. . Vestnik SibGAU. 2006, No. 5, P. 233-235 (In Russ.).
- Piskazhova T. V., Mann V. C. The use of a dynamic aluminum cell model. JOM, 2006, Vol. 58, No. 2, P. 48-52.
- Piskazhova T. V. . Avtomatizatsiya v promyshlennosti. 2010, No. 7, P. 41-44 (In Russ.).
- Fradet C., Bouchard B., Lapointe J., Rivard G. Multimedia for Training Cell Operators. Light Metals. 2001, P. 387-391.
- Voskan'yants A. A., Avtomatizirovannoe upravlenie protsessami prokatki . Moscow, MGTU im. N. E. Baumana Publ., 2010, 85 p.
- Dovzhenko N. N, Belyaev S. V., Sidelnikov S. B. Pressovanie alyuminievykh splavov: modelirovanie i upravlenie teplovymi protsessami . Krasnoyarsk, SFU Publ., 2009, 256 p.
- Baranov V. N., Voroshilov D. S., Galiev R. I., Dovzhenko I. N., Dovzhenko N. N., Lopatina E. S., Sidelnikov S. B., Soldatov S. V. Ustroistvo dlya nepreryvnogo lit'ya, prokatki i pressovaniya tsvetnykh metallov i splavov . Patent RF, no. 2457914 C1, 2012.
- Landau L. D., Lifshits E. M. Teoreticheskaya fizika . In 10 volumes. Vol. 6. Hydrodynamics. 3rd edition, revised. Moscow, Nauka Publ., 1986, 736 p.
- Simatic. Rabota so STEP 7 V 5.3. Pervye shagi: Rukovodstvo. . 2004, A5E00261403-01, 114 p.
- O programme Step 7. Rukovodstvo. . Available at: http://www.step7-pro.ru/fb/fub1.html (accessed 02.02.2015).
- Berger G. Avtomatizatsiya posredstvom Step 7 s ispol'zovaniem STL i SCL i programmiruemykh kontrollerov SIMATIC S7-300/400. . 2001, 776 p.
- Simatic. WinCC V7.0 Nachalo raboty: Rukovodstvo. . 2008, 254 p.
