Влияние анизотропии заготовок на разнотолщинность стенки изделия при вытяжке

Автор: Гречников Федор Васильевич, Ерисов Ярослав Александрович, Тихонова Анастасия Андреевна, Пигарева Марьяна Николаевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-3 т.19, 2017 года.
Бесплатный доступ
В данной работе с целью снижения разнотолщинности изделий после вытяжки выполнен анализ закономерностей влияния анизотропии на образование разнотолщинности на основе теории пластичности анизотропных сред; намечены пути получения листовых заготовок, обеспечивающих постоянную толщину стенки детали при вытяжке; проведена опытная штамповка полученных заготовок.
Алюминиевый сплав ад0, вытяжка, анизотропия, разнотолщинность, фестоно-образование
Короткий адрес: https://sciup.org/148205089
IDR: 148205089 | УДК: 621.983.1
Influence of blank’s anisotropy on non-uniformity of part wall thickness during drawing
In this work in order to reduce the part polythickness after drawing it is made an analysis of the effect of anisotropy on the formation of a non-uniform thickness on the basis of the plasticity theory of anisotropic media; it are outlined the ways of manufacturing blanks providing the constant thickness of the part wall during drawing; it was carried out experimental drawing of the obtained blanks.
Текст научной статьи Влияние анизотропии заготовок на разнотолщинность стенки изделия при вытяжке
Вследствие присущей листовым материалам анизотропии свойств детали, получаемые методами холодной штамповки, имеют целый ряд недостатков, которые приводят к снижению их качества и увеличению себестоимости изготовления. Так, при вытяжке анизотропных заготовок помимо фестонообразования наблюдается также разнотолщинность стенки изделия по образующей (до 25-38%) и по периметру (до 55-65%), что вызывает значительную неравно-прочность стенки [1-3].
Для устранения этого недостатка в данной работе на основе теории пластичности анизотропных сред выполнен анализ закономерностей влияния анизотропии на образование разнотол-щинности; намечены пути получения листовых заготовок, обеспечивающих постоянную толщину стенки детали при вытяжке; проведена опытная штамповка полученных заготовок.
ТЕОРЕТИЧЕСКИЙ АНАЛИЗ
В работе [4] отмечается, что характер изменения толщины стенки по фестону и впадине определяется величиной анизотропии. В связи с этим рассмотрим взаимосвязь между толщиной стенки осесимметричной детали, полученной
вытяжкой, и показателями анизотропии материала.
Для количественного анализа деформированного состояния воспользуемся уравнениями связи напряжений и деформаций [4-5]:
А з £ eq
£0 = -13 — (Аз - ААр ),
А1 A eq
Цтх £eq
£ р = -23 ( а р - Р 12 А 0 ) , (1)
А32 Aq ’
£z = “eq" [( A3 - 1)Ар - Р13А0 ] ,
Aeq где Ар и Ар - главные радиальные и тангенциальные напряжения, действующие во фланце заготовки; £р, £6 и £z - радиальные,тангенци-альные деформации и деформации по толщине; £eq и Aeq - интенсивности деформаций и напряжений; pij - коэффициенты поперечной деформации:
£
M tj =- — , (2)
£ j
£ i - поперечная деформация сжатия при одноосном растяжении плоского образца; £ j – деформация растяжения в направлении приложенной силы (1 – направление прокатки, 2 – поперечное направление, 3 – направление нормали).
Основываясь на уравнениях (1), проанализируем взаимосвязь между деформациями £6 и £ z в процессе вытяжки. Для этого выразим их следующим образом:
. _ А 31 z
М13
3 1 ) Р p 13
А0
-
1 - ^ 21 Ар А0
£0 .
Так как на внешней кромке фланца О р = 0 , то из отношения (3) получим:
E = М^в .
Влияние анизотропии на изменение толщины внешней кромки фланца S (а в пределе и верхнего края изделия) можно оценить с помощью выражения (4). Для этого выразим деформации £6 и £ z через геометрические размеры заготовки:
SR
E z = ln^r е в = lnv ,
S 0 R 0
,
где S0 и R0 – начальные толщина и радиус заготовки; S и R – текущие толщина и радиус за- готовки.
Так как Ц 31 + Ц 21 = 1 [5], то подставляя (5) в (4) получим:
5 = 5 0
( R А1 - ^ 21 I R 0 I
I R )
В работе [6] отмечено, что степень фестоно-образования определяется лишь максимальным М тах и минимальным ^ min значениями показателей анизотропии в плоскости заготовки. При этом в направлении ^ min формируется впадина, а м тах — фестон. Рассмотрим толщину стенки на краю фланца только в местах образования впадин Sв и фестонов Sф , для этого в соотношении (6) необходимо принять R равным радиусу готовой детали Rд . С учетом изложенного выражение (6) запишем в виде:
( п A I- A min ( n А 1 — А тах
R О I I R О I
— I ’ Sф = S О | ~ I ' (7) R d ) V R d )
Из соотношений (7) следует:
-
1. Чем больше отличаются значения показателей анизотропии от единицы, тем значительнее будет изменение толщины. Следовательно, при вытяжке анизотропного листа наибольшая разнотолщинность всегда наблюдается в направлении образования впадин.
-
2. Разнотолщинность по образующей будет наблюдаться при вытяжке любых материалов (так как у всех существующих полуфабрикатов ^ min < д тах < 1). Разнотолщинность увеличивается с уменьшением показателей анизотропии.
-
3. Для устранения разнотолщинности деталей по периметру необходимо равенство показателей анизотропии в плоскости листа, т.е. ^ 21 = М = ^ 12 ( ^ min = ^ max ).
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
Согласно рекомендациям [4, 7], для проверки указанных положений были получены и исследованы листовые заготовки из сплава АД0 как с различной степенью анизотропии, так и близкие к трансверсально-изотропным.
Последующая вытяжка этих заготовок осуществлялась в экспериментальной штампе с коэффициентом вытяжки 1,85. Исходная толщина заготовок (от 0,78 до 4,78 мм) устанавливалась путем осреднения пяти размеров в радиальном направлении под углами 0°, 45° и 90° относительно направления прокати (НП). Толщина стенки вытянутых стаканов измерялась индикатором с точностью 0,01 мм. Замеры осуществлялись по образующей стакана в направлениях образования фестонов и впадин. Толщина стенки принималась средней по результатам трех замеров.
Разнотолщинность стенки стакана по образующей Dо и периметру Dn оценивалась по формулам [1]:
в _ve, е,в _^ф n _ ^max ^min n _ ^max ^max
D o = c ’ D n = c ’ (8)
d О d О где Sвmax и Sвmin – максимальная (у края стакана) и минимальная (у радиуса перехода стенки в дно) толщины по впадине вдоль образующей; Sфmax – максимальная толщина стенки по фестону, измеряемая на той же высоте, что и Sвmax.
Данные по измерению Dо и Dn в зависимости от степени анизотропии исходной заготовки представлены в табл. 1. Для наглядности построены графики (рис. 1) изменения Dо и Dn в соответствии с кривыми изменениями показателей анизотропии в листе при отжиге.
Из графиков видно, что разнотолщинность стенки по периметру Dn практически равна нулю у стаканов, отштампованных из заготовок, отожженных в интервале температур 305-330°С, т.е. при ^ 21 ~ Ц 1 ~ Д 12 ~ 0,41 - 0,45. Значение раз-нотолщинности по образующей Do в этом случае также уменьшается на 31,6% по сравнению с величиной Do , полученной при штамповке листов, отоженных по стандартной технологии.
Это связано с тем, что при отжиге в указанном интервале температур показатель анизотропии ^ min = 0,41 имеет наибольшее значение. Его величина возросла в 1,85 раза по сравнению с холоднокатанным состоянием и в 1,3 по сравнению с заготовками, которые отжигались при температуре более 350 °С. В соответствии с этим, как следует из выражения (7), изменение толщины стенки по образующей также уменьшается.
ЗАКЛЮЧЕНИЕ
Из приведенного материала следует, что рассмотренные режимы изготовления листов позволяют при последующей штамповке наряду с фестонообразованием устранить разно-толщинность стенки стакана по периметру и существенно снизить разнотолщинность по образующей.
Таблица 1. Изменение разнотолщинности стенки деталей при вытяжке в зависимости от обжатия и температуры отжига листов из АД0
|
Толщина заготовки, мм |
Степень обжатия, % |
Температура отжига , °С |
Величина показателей анизотропии |
Толщина стенки стакана, мм |
Разнотол-щинность |
Характеристика верхнего края стакана |
||||
|
^ 21 |
А |
Д 12 |
по фестону |
по впадине |
D o |
D n |
||||
|
1,12 |
78 |
Без отжига |
0,19 |
0,49 |
0,44 |
1,302 1,23 1,17 1,12 1,08 |
- 1,48 1,34 1,19 1,06 |
0,375 |
0,223 |
Фестоны под углом 45° к НП |
|
0,78 |
350 |
0,45 |
0,48 |
0,46 |
0,902 0,86 0,77 0,72 0,70 |
0,94 0,82 0,78 0,71 0,69 |
0,321 |
0,038 |
Ровный край |
|
|
1,16 |
450 |
0,45 |
0,36 |
0,5 |
1,25 1,22 1,11 1,06 1,01 |
- 1,5 1,17 1,05 0,97 |
0,454 |
0,242 |
Фестоны вдоль и поперек НП |
|
|
2,94 |
64 |
Без отжига |
0,23 |
0,55 |
0,46 |
3,4 3,1 3,02 2,93 2,84 |
- 3,98 3,32 2,86 2,61 |
0,464 |
0,299 |
Фестоны под углом 45° к НП |
|
2,81 |
250 |
0,25 |
0,53 |
0,48 |
3,04 2,96 2,85 2,75 2,70 2,63 |
- 3,64 3,03 2,82 2,67 2,32 |
0,471 |
0,242 |
Фестоны под углом 45° к НП |
|
|
2,83 |
325 |
0,41 |
0,44 |
0,45 |
3,48 3,32 2,91 2,8 2,73 2,61 |
3,61 3,41 2,88 2,77 2,69 2,62 |
0,352 |
0,046 |
Ровный край |
|
|
2,83 |
400 |
0,41 |
0,31 |
0,46 |
3,1 2,82 2,76 2,71 2,58 2,45 |
- 3,73 3,26 2,83 2,52 2,281 |
0,514 |
0,321 |
Фестоны вдоль и поперек НП |
|
|
4,78 |
38 |
Без отжига |
0,25 |
0,56 |
0,48 |
5,0 4,5 4,26 4,12 4,08 |
- 6,12 4,82 4,48 3,9 |
0,465 |
0,339 |
Фестоны под углом 45° к НП |
Таблица 1. Изменение разнотолщинности стенки деталей при вытяжке в зависимости от обжатия и температуры отжига листов из АД0 (окончание)
|
4,78 |
300 |
0,28 |
0,52 |
0,40 |
5,1 4,96 4,68 4,57 4,29 |
- 6,28 5,71 5,06 4,0 |
0,478 |
0,276 |
Фестоны под углом 45° к НП |
|
|
4,78 |
320 |
0,4 |
0,43 |
0,39 |
5,52 5,41 5,12 4,93 4,62 4,32 |
5,72 5,53 5,18 4,89 4,53 4,1 |
0,334 |
0,038 |
Ровный край |
|
|
4,78 |
450 |
0,39 |
0,28 |
0,41 |
5,18 4,97 4,76 4,5 3,98 |
- 6,34 4,92 4,48 3,89 |
0,512 |
0,287 |
Фестоны вдоль и поперек НП |
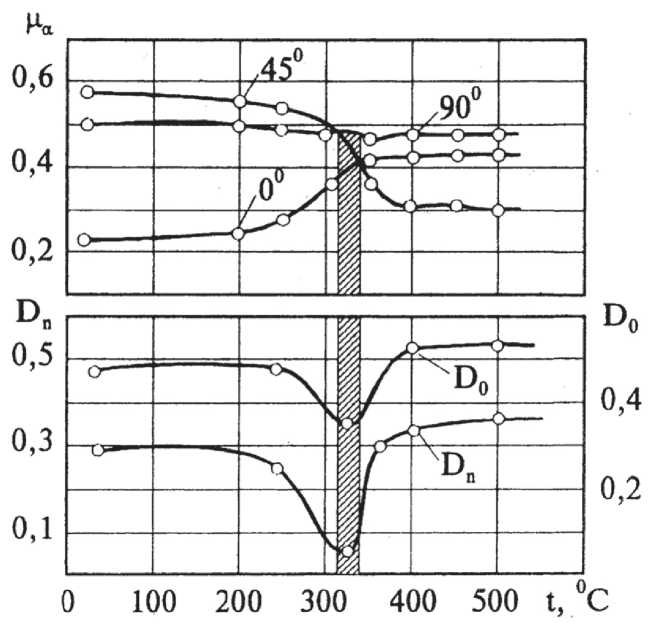
Рис. 1. Изменение значений D и D в сопоставлении со значениями показателей µ о n ij сформированными в заготовках при различных температурах отжига
Список литературы Влияние анизотропии заготовок на разнотолщинность стенки изделия при вытяжке
- Шевелев В.В., Яковлев С.П. Анизотропия листовых материалов и ее влияние на вытяжку. М.: Машиностроение, 1972. 136 с.
- Головлев В.Д. Расчеты процессов листовой штамповки. М.: Машиностроение, 1974. 135 с.
- Прогрессивные технологические процессы холодной штамповки/Ф.В. Гречников, А.М. Дмитриев, В.Д. Кухарь и др. . М.: Машиностроение, 1985. 184 с.
- Гречников Ф.В. Деформирование анизотропных материалов (резервы интенсификации). М.: Машиностроение, 1998. 448 с.
- Арышенский Ю.М. Теория листовой штамповки анизотропных материалов. Саратов: Изд-во Саратовского университета, 1973. 141 с.
- Гречников Ф.В. Анализ влияния анизотропии на деформированное состояние фланца при осесимметричной вытяжке//Кузнечно-штамповочное производство. 1989. №12. С. 42-45.
- Гречников Ф.В., Ерисов Я.А., Арышенский Е.В. Проектирование технологических режимов прокатки листов и лент для вытяжки изделий с минимальным фестонообразованием//Вестник Самарского государственного аэрокосмического университета. 2011. № 2(26). С. 158-168.
