Влияние фрикционной и комбинированных деформационно-термических обработок на трибологические и механические свойства закаленной конструкционной стали

Автор: Макаров А.В., Поздеева Н.А., Саврай Р.А., Юровских А.С., Малыгина И.Ю.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Системные разработки трибологии машин и приборов
Статья в выпуске: 4-3 т.13, 2011 года.
Бесплатный доступ
Изучено влияние наноструктурирующей фрикционной обработки твердосплавным индентором и последующих термических воздействий на микротвердость, трибологические характеристики в условиях трения скольжения и абразивного изнашивания, а также механические свойства при растяжении закаленной среднеуглеродистой стали. Предложена комбинированная деформационно-термическая обработка, обеспечивающая конструкцион-ной стали высокий комплекс трибологических и механических свойств.
Конструкционная сталь, фрикционная обработка, нанокристаллическая структура, микротвердость, интенсивность изнашивания, механические свойства, микроиндентирование
Короткий адрес: https://sciup.org/148200212
IDR: 148200212 | УДК: 669.14:621.785.6:620.178
Effect of friction and combined deformation-thermal treatments on tribological and mechanical properties of quenched constructional steel
The influence of nanostructuring friction treatment with a hard-alloy indenter and subsequent thermal actions on microhardness, tribological characteristics under conditions of sliding friction and abrasive wear, as well as mechanical properties upon tension of quenched medium-carbon steel is studied. It is proposed a combined deformation-thermal treatment which provides the constructional steel with high complex of tribological and mechanical properties.
Текст научной статьи Влияние фрикционной и комбинированных деформационно-термических обработок на трибологические и механические свойства закаленной конструкционной стали
Малыгина Ирина Юрьевна, кандидат технических наук, старший научный сотрудник лаборатории конструкционного материаловедения ствие значительной хрупкости нанокристаллических структур может наблюдаться неоднозначное и даже отрицательное влияние наноструктурирования сплавов железа на износостойкость в условиях трения скольжения [7]. Перевод материала в предельно деформированное состояние при ИПД может сопровождаться практически полным исчерпанием его запаса пластичности и приводить к снижению долговечности, в частности, при усталостном нагружении [8]. Имеются сведения о возможностях повышения пластичности в результате дополнительного отжига после наноструктурирования методом ИПД поверхностного слоя конструкционной стали [9].
Целью работы явилось изучение влияния упрочняющей фрикционной обработки и последующих термических воздействий на твердость, износостойкость в условиях трения скольжения и абразивного изнашивания, а также механические свойства при растяжении закаленной среднеуглеродистой стали. Решалась также задача поиска оптимальной комбинированной деформационно-термической обработки, обеспечивающей конструкционной стали высокий комплекс трибологических и механических свойств
Образцы из стали 50 (0,51 %С) подвергали закалке от 850°С в воду и в масло индустриальное И-12. Фрикционную обработку рабочей части (25 7 мм) плоских образцов толщиной 2,7 мм осуществляли на воздухе и в безокислительной среде аргона при сканировании полусферическим твердосплавным индентором при нагрузках 588 и 784 Н, средней скорости скольжения 0,025 м/с. Для механических испытаний плоские образцы подвергали фрикционной обработке с двух сторон. Образцы в исходном закаленном состоянии, а также после поверхностной пластической деформации трением отпускали в вакууме при температуре 100-600°С в течение 1 и 2 часов.
Электронно-микроскопическое исследование структуры осуществляли на микроскопе JEOL JEM-2100 методом тонких фольг на просвет с применением одностороннего и двустороннего механического и электролитического утонения заготовок. Микротвердость измеряли на микротвердомере Leica VMHT при нагрузке на индентор 0,49 Н. Кинетическое микроиндентирование проводили на измерительной системе Fischerscope HM2000 XYm при максимальной нагрузке на индентор Виккерса 0,98 Н. Механические испытания на одноосное растяжение проводили на установке Instron 8801.
Трибологические испытания проводили на лабораторной установке при возвратно-поступательном движении образцов с рабочей поверхностью 7×7 мм. Абразивную износостойкость исследовали при изнашивании по закрепленному абразиву кремню зернистостью 200 мкм при нагрузке N=17 Н и средней скорости скольжения 0,175 м/с. Испытания в условиях сухого трения скольжения в воздушной среде при отсутствии заметного фрикционного нагрева проводили по схеме палец-пластина при возвратнопоступательном движении торцевой поверхности образца по пластине из стали 45 при нагрузке 294 Н и средней скорости скольжения 0,07 м/с. Испытания на трение скольжения со смазкой (масло И-30А) осуществляли при нагрузке 1470 Н. Определяли потери массы образцов при изнашивании и коэффициент трения. Интенсивность изнашивания рассчитывали по формуле Ih = Q/ρSL, где Q – потеря массы образца, г; ρ – плотность материала образца, г/см3; L – путь трения, см; S – геометрическая площадь контакта, см2.
После закалки сталь 50 имеет структуру, состоящую из пластинчатого и пакетного мартенсита (рис._1а). В результате интенсивной пластической деформации при фрикционной обработке в тонком (5-8 мкм) поверхностном слое закаленной стали происходит сильная фрагментация мартенситных кристаллов и формируется ультрадисперсная (на-нокристаллическая) структура с размерами кристаллитов от нескольких нм до 100 нм (рис. 1б, в). Кольцевой вид микроэлектронограммы свидетельствует о сильных разориентировках отдельных кристаллитов.
Возникновение нанокристаллических структур свидетельствует о том, что при фрикционной обработке пластическая деформация поверхностного слоя осуществляется ротационным механизмом по- средством относительных разворотов фрагментов, в результате чего формируются их тонкие большеугловые границы, образованные частичными дисклинациями [10].
Сильное диспергирование мартенситной структуры обусловливает значительный рост твердости стали 50 от 8,0 ГПа (у исходного состояния) до 10,711,1 ГПа (у деформированного трением поверхностного слоя). Высокая прочность нанокристалличе-ских структур обусловлена не только их большой дисперсностью и экстремальной средней плотностью дислокаций, но также протеканием в кристаллах тетрагонального мартенсита деформационного динамического старения, которое характеризуется образованием на возникающих при трении многочисленных дислокациях сегрегаций из атомов углерода. Большая энергия взаимодействия дислокаций с углеродными сегрегациями обуславливает сильное закрепление дислокаций и, соответственно, интенсивное деформационное упрочнения стали.
Рис. 2 показывает, что при фрикционной обработке максимальное уровни твердости и ширины рентгеновской линии, а соответственно, и дефектности структуры мартенсита наблюдаются непосредственно на поверхности образца. Наиболее интенсивное уменьшение указанных характеристик происходит в слое толщиной 30-50 мкм, а дальнейшее снижение микротвердости по глубине поверхностного слоя носит более плавный характер. При этом общая толщина упрочненного слоя превышает 250 мкм (см. рис. 2) вследствие активного развития деформационного динамического старения мартенсита даже при малых деформациях.
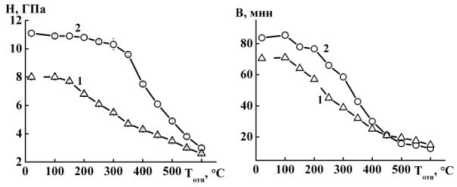
Из рис. 3а следует, что наноструктурирующая фрикционная обработка существенно повышает сопротивление разупрочнению при нагреве закаленной стали 50. При этом повышенная твердость деформационно упрочненного слоя по сравнению с исходным закаленным состоянием сохраняется до 350°С. Основными причинами повышенной теплостойкости нанокристаллических структур, сформированных в закаленных сталях фрикционной обработкой, являются [2-4]: сохранение нанокристалли-ческой структуры α-фазы до температур нагрева не менее 350°С; эффективное закрепление дислокаций углеродом в результате активизации в нанокристал-лическом мартенсите процессов деформационного динамического старения;
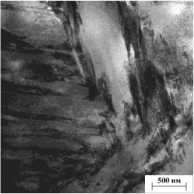
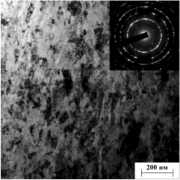

Рис. 1. Структура стали 50 после закалки от 850°С в воде (а) и последующей фрикционной обработки (б, в): а, б – светлопольные изображения; в – темнопольное изображение в рефлексе (110) a .
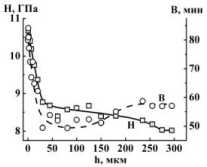
Рис. 2. Изменение микротвердости Н и ширины В рентгеновской линии (110) α-фазы по глубине h поверхностного слоя закаленной от 850°С в воде cтали 50, подвергнутой фрикционной обработке.
а б
Рис. 3. Влияние температуры отпуска на микротвердость Н (а) и интегральную ширину В рентгеновской линии (110)α (б) стали 50 в исходном закаленном состоянии (кривая 1) и после фрикционной обработки (кривая 2).
торможение формирования и роста карбидных частиц; торможение процессов возврата в α-фазе, на что указывают повышенные значения ширины рентгеновской линии (110)α у деформированной стали 50 вплоть до 400°С (рис. 3б, кривая 2); отсутствие катастрофического (аномального) роста зерна при рекристаллизации деформированных трением сталей.
Согласно результатам сравнительного анализа трибологических свойств (рис. 4), фрикционная обработка закаленной стали 50 обусловливает существенное (в 1,5-3,0 раза) снижение интенсивности изнашивания в условиях абразивного воздействия, а также при трении скольжения по стальной пластине в присутствии смазки (в условиях граничного трения ) и без смазки (в условиях адгезионного изнашивания при отсутствии заметного фрикционного нагрева). Отмеченное преимущество в износостойкости у стали, упрочненной фрикционной обработкой, сохраняется и может даже значительно возрастать после отпуска при 100-600°С в условиях абразивного изнашивания и при трении со смазкой (см. рис. 4а, б).
В условиях же адгезионного взаимодействия контактирующих поверхностей (при трении без смазки) указанное преимущество в износостойкости (пониженные значения Ih) у подвергнутой фрикционной обработке поверхности (см. рис. 4в, кривая 2) по сравнению с исходным состоянием (см. рис. 4в, кривая 1) сохраняется лишь при нагреве до 350°С. После же отпуска при 400-600°С подвергнутая фрикционной обработке сталь (см. рис. 4в, кривая 2) характеризуется более высокой интенсивностью изнашивания, чем недеформированная трением сталь (см. рис. 4в, кривая 1). Это может быть следствием разупрочнения закаленной стали в результате нагрева до 400°С (см. рис. 3а) ниже критического уровня, когда ускоренное разрушение градиентного поверхностного слоя деформационно упрочненной стали при адгезионном изнашивании начинает развиваться по глубинным менее прочным слоям материала.
Рис. 5 свидетельствует, что в условиях механических испытаний на растяжение фрикционная обработка не оказывает заметного влияния на предел текучести закаленной стали 50, однако снижает ее предел прочности (временное сопротивление разрыву) и пластичность, охрупчивая поверхностный слой. Важно отметить, что выявленное отрицательное влияние наноструктурирующей фрикционной обработки на механические свойства рассматриваемой стали устраняется последующим отпуском при температурах более 200-300 С (см. рис. 5).
В табл. 1 приведены данные кинетического ин-дентирования стали 50 с записью диаграммы нагружения индентора Виккерса в координатах нагрузка – перемещение индентора, определенные согласно стандарту ISO 14577-1:2002.
Видно, что в результате уменьшения после фрикционной обработки значений максимальной и остаточной глубины вдавливания индентора h max и h p несколько возрастает упругое восстановление R е (R е =(h max -h p )/h max ×100%). Фрикционная обработка закаленной стали обусловливает рост твердости по Мартенсу HM (которая учитывает не только пластическую, но и упругую деформации), твердости вдавливания при максимальной нагрузке H IT . При фрикционной обработке возрастают также отношение H IT /E* (удельная контактная твердость, характеризующая стойкость материала к упругой деформации [11] и износостойкость [12]) и отношение H IT 3/E 2, которое считается качественной сравнительной характеристикой сопротивления пластической деформации [13]. Рост указанных отношений в результате фрикционной обработки связан главным образом с повышением твердости вдавливания H IT , поскольку контактный модуль упругости E почти не изменяется (см. табл. 1).
Чем больше значения отношений H IT /E*, H IT 3/E*2 и упругого восстановления R е , тем выше способность поверхностных слоев сопротивляться упругим и пластическим деформациям, а следовательно, и выдерживать в условиях эксплуатации нагрузки без разрушения.
На основании установленных зависимостей от температуры отпуска микротвердости (см. рис. 3а), интенсивностей изнашивания при трении и абразивном воздействии (см. рис. 4), а также механических свойств при растяжении (см. рис. 5) был выбран оптимальный режим комбинированной деформационно-термической обработки с окончательным отпуском при 350 С (табл. 1, 2).
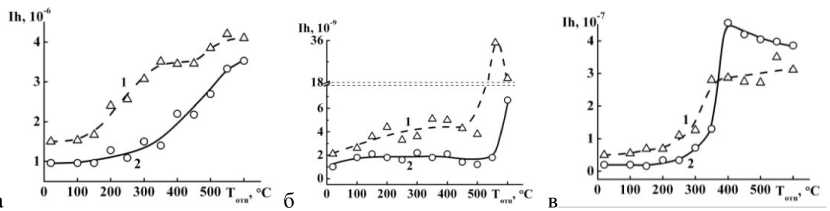
Рис. 4. Влияние температуры отпуска Т отп на интенсивность изнашивания Ih при абразивном воздействии кремнем (а) и трении скольжения по стальной пластине со смазкой (б) и без смазки (в) стали 50: 1 – закалка от 850°С в воду + отпуски; 2 – закалка + фрикционная обработка +отпуски.
а
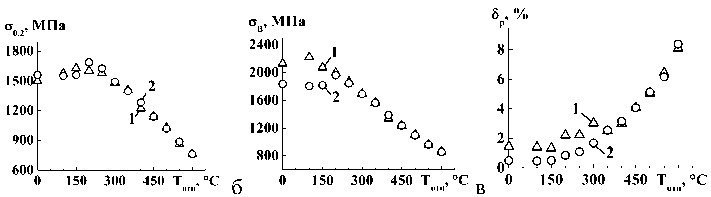
Рис. 5. Влияние температуры отпуска Т отп на механические свойства стали 50 при одноосном растяжении: 1 – закалка от 850°С в масло + отпуски; 2 – закалка + фрикционная обработка + отпуски;
(J 0,2 – условный предел текучести; a В – временное сопротивление разрыву; 5 Р – равномерное удлинение.
Таблица 1. Результаты микроиндентирования образцов из стали 50 при нагрузке 0,98 Н
|
Состояние образца |
h max , мкм |
h p , мкм |
HM, ГПа |
H IT , ГПа |
E*, ГПа |
R е , % |
H IT /E* |
H IT 3/E*2, ГПа |
|
Закалка |
2,50 |
1,86 |
6,1 |
8,6 |
212 |
25,8 |
0,041 |
0,014 |
|
Закалка + фрикционная обработка |
2,20 |
1,46 |
7,9 |
12,4 |
218 |
33,8 |
0,057 |
0,040 |
|
Закалка + отпуск 350°С |
2,90 |
2,33 |
4,5 |
5,8 |
223 |
19,6 |
0,026 |
0,004 |
|
Закалка + фрикционная обработка + отпуск 350°С |
2,33 |
1,64 |
7,0 |
10,4 |
214 |
29,7 |
0,049 |
0,025 |
Примечание: h max – максимальная глубина вдавливания индентора; h p – остаточная глубина вдавливания индентора после снятия нагрузки; HM – твердость по Мартенсу; H IT – твердость вдавливания; E – контактный модуль упругости; R е – упругое восстановление
Таблица 2. Влияние термической и деформационно-термической обработок стали 50 на микротвердость Н, интенсивность изнашивания Ih, коэффициент трения f, условный предел текучести a 0,2 ; временное сопротивление разрыву a В и равномерное удлинение 5 Р при испытаниях на растяжение
|
Состояние образца |
Н, ГПа |
Трибологические свойства |
Механические свойства |
|||||||
|
испытания по кремню |
трение со смазкой |
трение без смазки |
σ 0,2 , МПа |
σ в , МПа |
5Р, % |
|||||
|
Ih,10-6 |
f |
Ih,10-9 |
f |
Ih,10-7 |
f |
|||||
|
Закалка + отпуск 350°С |
4,6 |
3,5∙ |
0,46 |
5,3 |
0,11 |
2,8 |
0,61 |
1410 |
1570 |
2,5 |
|
Закалка + фрикционная обработка + отп. 350°С |
8,6 |
1,4∙ |
0,23 |
1,8 |
0,07 |
1,3 |
0,67 |
1400 |
1560 |
2,5 |
Данные табл. 1 и 2 показывают, что комбинированная обработка, включающая закалку, фрикционную обработку и последующий отпуск при 350 С, обеспечивает по сравнению с закаленной и отпущенной при этой же температуре сталью рост харак- теристик твердости Н, НМ и HIT (в 1,6-1,9 раза), снижение интенсивностей изнашивания Ih при трении и абразивном воздействии (в 2,2-2,9 раза), повышение величины упругого восстановления Rе (в 1,5 раза), а также характеристик стойкости к упругой деформации HIT/E* (в 1,9 раза) и сопротивления пластической деформации HIT3/E*2 (в 6,2 раза) при отсутствии снижения механических свойств стали a0,2, aВ и5Р.
В результате комбинированной обработки снижается также коэффициент трения в условиях скольжения стали 50 по закрепленному абразиву (кремню) и при трении со смазкой по стальной пластине (см. табл. 2).Рассмотренная комбинированная обработка конструкционной среднеуглеродистой стали 50 стали соответствует способу поверхностного упрочнене-ния стальных изделий [14], включающего объемную или лазерную закалку с дополнительным деформированием в условиях трения скольжения при температуре поверхностного слоя в интервале от -196 до 100°С и возможным последующим отпуском при температурах до 450°С.
Проведение комбинированных деформационнотермических обработок позволит расширить сферу применения фрикционной обработки, в частности, для упрочнения валов и других деталей, работающих в условиях статического и циклического нагружения.
Выводы:
-
- фрикционная обработка твердосплавным индентором формирует в тонком (5-8 мкм) поверхностном слое закаленной стали 50 нанокристаллическую структуру с повышенными уровнями микротвердости (10,7-11,1 ГПа), теплостойкости и сопротивления упругим и пластическим деформациям при общей глубине упроченного слоя 250 мкм;
= наноструктурирующая фрикционная обработка обеспечивает существенный (в 1,5-3,0 раза) рост износостойкости стали в условиях абразивного и адгезионного изнашивания, а также граничного трения; нано-кристаллический слой обладает повышенной износостойкостью и после нагрева до 600 С (при абразивном воздействии и трении со смазкой) и до 350 С (при сухом трении скольжения по стали);
фрикционная обработка, охрупчивая поверхностный слой закаленной стали 50, снижает ее пластичность и предел прочности в условиях испытаний на растяжение, однако это отрицательное влияние на механические свойства устраняется нагревом до температур более 200-300 С;
предложена оптимальная комбинированная деформационно-термическая обработка закаленной конструкционной стали 50, включающая фрикционную обработку с отпуском при 350 С, обеспечивающая существенно повышенные уровни твердости, износостойкости и сопротивления поверхности деформациям при отсутствии снижения механических свойств по сравнению с закаленной и отпущенной при этой же температуре сталью.
Работа выполнена при частичной поддержке проекта № 09-П-1-1008 по программе Президиума РАН №22, междисциплинарного проекта № 09-М-12-2002 и гранта РФФИ № 11-08-01025-а.
Просвечивающая электронная микроскопия реализована на оборудовании Лаборатории структурных методов анализа материалов и наноматериалов ЦКП УрФУ.
Список литературы Влияние фрикционной и комбинированных деформационно-термических обработок на трибологические и механические свойства закаленной конструкционной стали
- Фролов К.В. Надежность и ресурс машин и механизмов//Вестник АН СССР. 1985. № 8. С. 74-84.
- Макаров А.В. Наноструктурирующая фрикционная обработка углеродистых и низколегированных сталей//В кн. Перспективные материалы. Том IV: Учебное пособие/Под ред. Д.Л. Мерсона: ТГУ, 2011. С. 123-207.
- Макаров А.В., Коршунов Л.Г. Прочность и износостойкость нанокристаллических структур поверхностей трения сталей с мартенситной основой//Изв. Вузов. Физика. 2004. № 8. С. 65-80.
- Макаров А.В., Коршунов Л.Г., Малыгина И.Ю., Солодова И.Л. Повышение теплостойкости и износостойкости закаленных углеродистых сталей фрикционной упрочняющей обработкой//МиТОМ. 2007. № 3. C. 57-62.
- Макаров А.В., Коршунов Л.Г., Выходец В.Б. и др. Влияние упрочняющей фрикционной обработки на химический состав, структуру и трибологические свойства высокоуглеродистой стали//ФММ. 2010. Т. 110. № 5. С. 530-544.
- Makarov A.V., Savrai R.A., Pozdejeva N.A. et al. Effect of hardening friction treatment with hard-alloy indenter on microstructure, mechanical properties, and deformation and frac-ture features of constructional steel under static and cyclic tension//Surf. Coat. Technol. 2010. V. 205. P. 841-852.
- Zhou L., Liu G., Han Z., Lu K. Grain size effect on wear resistance of a nanostructured AISI52100 steel//Scr. Mater. 2008. V. 58. P. 445-448.
- Hanlon T., Kwon Y.-N., Suresh S. Grain size effects on the fatigue response of nanocrystalline metals//Scr. Mater. 2003. V. 49. P. 675-680.
- Панин А.В., Леонтьева-Смирнова М.В., Чернов В.М. и др. Повышение прочностных характеристик конструкционной стали ЭК-181 на основе многоуровневого подхода физической мезомеханики//Физич. Мезомех. 2007. Т. 10. № 4. С. 73-86.
- Лихачев В.А., Панин В.Е., Засимчук Е.Э. и др. Кооперативные деформационные процессы и локализация дефор-мации. Киев: Наукова Думка, 1989. 320 с.
- Cheng Y.T., Cheng C.M. Relationships between hardness, elastic modulus and the work of indentation//Appl. Phys. Let. 1998. V. 73. No. 5. P. 614-618.
- Leyland A., Matthews A. On the significance of the H/E ratio in wear control: a nanocomposite coating approach to optimized tribological behavior//Wear. 2000. V. 246. P. 1-11.
- Mayrhofer P.H., Mitterer C., Musil J. Structure-property relationships in single-and dual-phase nanocrystalline hard coatings//Surf. Coat. Technol. 2003. V. 174-175. P. 725-731.
- Патент РФ № 2194773. Способ обработки стальных изделий/А.В. Макаров, Л.Г. Коршунов, А.Л. Осинцева. Опубл. в БИМП. 2002. № 35.
