Влияние геометрического построения ножевой гарнитуры на процессе обработки волокнистой суспензии

Автор: Карбышев Михаил Александрович, Алашкевич Юрий Давыдович, Набиева Анна Александровна
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Статья в выпуске: 5 (12), 2006 года.
Бесплатный доступ
Рассмотрены экспериментальные исследования в области процесса размола волокнистых материалов ножевым способом.
Короткий адрес: https://sciup.org/148175300
IDR: 148175300 | УДК: 676.1.054.1
Influence of geometrical construction of knife garniture on the fibred treatment suspension process
The examined experimental researches in the area of fibred materials grinding by the knife method.
Текст краткого сообщения Влияние геометрического построения ножевой гарнитуры на процессе обработки волокнистой суспензии
Размолом называется процесс специальной механической обработки растительных волокон в присутствии воды, выполняемый в размалывающих машинах – мельницах. Размол является одним из важнейших процессов бумажного производства, который позволяет изменять многие свойства бумаги в широком диапазоне значений. Размол волокон производится в машинах непрерывного действия – в конических, цилиндрических и дисковых мельницах.
Сложность процесса размола обусловлена, с одной стороны, строением растительных волокон, а с другой – многообразными, но еще недостаточно изученными явлениями, которые происходят в водно-волокнистой суспензии [1]. Как известно, изучение явлений, происходящих с растительными волокнами при размоле влияющих на формование бумажного полотна и придание ему требуемых свойств, привело к появлению различных теорий относительно размола (химической Г. Кросса, Е. Бивена, X. Швальбе, физической Ж. Стрейчена и В. Кемпбелла и объединенной гипотезы Ж. Кларка [2]), которые были освещены в специальной литературе, изданной за последние десятилетия.
Но несмотря на успехи, достигнутые в этой области, современные представления о процессе размола бумажной массы до сих пор не позволяют в полной мере решить практические задачи по интенсификации производственного размола и удовлетворению все возрастающих требований к улучшению качества продукции. Поэтому разработка теории размола до сих пор остается важнейшей задачей в развитии технологии производства бумаги.
Для получения бумаги максимальной прочности волокнистый материал не следует интенсивно размалывать. Нужно воздействовать на волокно так, чтобы содержащиеся в его наружных слоях гемицеллюлозы освобождались, разрушался наружный слой вторичной стенки частично или полностью, а средний слой сохранялся неразрешенным. Подобная обработка без рубки волокон возможна только при размоле волокнистых материалов ультразвуком, высокочастотными механическими пульсирующими воздействиями, элек-трогидравлическим ударом и т. п. Массу со стабильными свойствами можно получать и благо- даря автоматической системе регулирования удельного давления размола [3].
В гидродинамических размалывающих аппаратах, работающих при зазоре между рабочими поверхностями статора и ротора, в десятки раз превышающем среднюю толщину волокна, механическое воздействие на массу незначительно, так как непосредственного соприкосновения рабочих поверхностей не происходит. Основной размалывающий эффект достигается за счет чередующихся сжатий и разряжений под действием гидродинамических ударов на массу в момент прохождения ее между размалывающими поверхностями. Сжатия и разрежения массы возникают при периодическом уменьшении и увеличении площади живого сечения рабочей зоны аппарата [2].
Гидродинамическое воздействие осуществляется касательными напряжениями, возникающими в жидкости после того, как перестают действовать срезающие факторы ножевых поверхностей мельницы. Это происходит, когда размеры частичек материала становятся соизмеримыми с толщиной зазора. При этом жидкость, попадая в зону с большим градиентом скорости, обтекает ножи статора и ротора мельницы, являющихся в данном случае шероховатостями.
Течение волокнистой суспензии в рабочих органах ножевых машин и возможный механизм разрушения волокон за счет гидродинамических сил был рассмотрен Ю. Д. Алашкевичем [4]. Сделанные им предположения дополнительно подтверждаются проведенным теоретическим анализом скоростных и силовых характеристик явлений возникающих при течении волокнистой суспензии в ячейках между ножами гарнитуры дисковой мельницы.
Исходя из имеющихся представлений о процессе размола волокнистой массы в рабочих органах ножевых размалывающих машин, для достижения высокого качества помола следует создавать такие воздействия, которые могли бы максимально исключить механическое измельчение и способствовать фибрилляции волокон.
Для этого необходимо принять во внимание физические размеры и сопротивление обрабатываемого волокна размолу и учесть механизм и интенсивность воздействия ножевой гарнитуры
М. А. Карбышев, Ю. Д. Алашкевич, А. А. Набиева на волокно. При этом предпочтение должно быть отдано таким условиям, при которых на волокнистую суспензию в большей степени влияют касательные напряжения, возникающие в жидкости и создающие гидродинамическое воздействие. Для возникновения эффекта кавитации следует увеличить скорость течения жидкости и снизить давления. С позиций теории удельной нагрузки на кромку, чтобы сохранить волокно и развить хорошие прочностные характеристики, необходимо создать условия для большого количества слабых ударов, выраженных как удельная нагрузка на кромку. Но с точки зрения И. Луми-айнена [5], именно небольшое количество ударов высокой интенсивности сильнее разрубит волокно и обеспечит невысокие прочностные показатели. И в этом случае автор первой теории считает необходимым принимать во внимание количество и длину ударов, направленных поперек ножей.
Отмеченные выше противоречия очень ярко характеризуют проблему выбора тех или иных конструктивных решений. Поэтому очень важно четко знать, какие из конструктивных и технологических параметров позволят установить необходимый режим процесса размола для достижения требуемого качества конечного продукта.
В связи с этим на кафедре машин и аппаратов промышленных технологий Сибирского государственного технологического университета была спроектирована и изготовлена гарнитура с пространственным расположением ножей где изменяется как рисунок ножевой гарнитуры, так и межножевая размольная полость (рис. 1). Эти характеристики делают данную гарнитуру более предпочтительной по сравнению с известными гарнитурами, так как практически все ножевые гарнитуры для дисковых мельниц в настоящее время изготавливаются с плоской поверхностью размола и зафиксированными геометрическими характеристиками: рисункам ножей, углам установки ножей относительно радиуса, числом секторов, которые нельзя изменить в дальнейшем при эксплуатации (рис. 2).
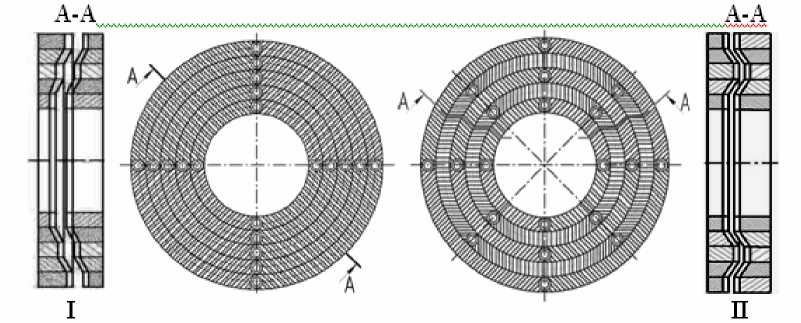
Рис. 1. Ножевая размалывающая гарнитура с пространственным расположением ножей в трех плоскостях XYZ: I - гарнитура с конической полостью размола; II - гарнитура с волнообразной полостью размола
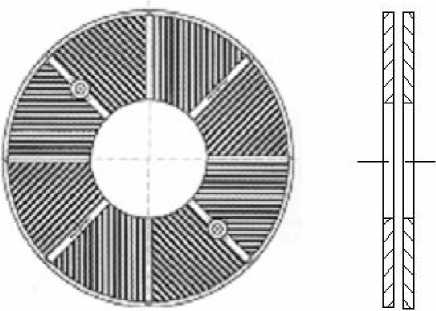
Рис. 2. Традиционная ножевая гарнитура с плоской полостью размола
Гарнитура с пространственным расположением ножей позволяет добиться следующих результатов:
– интенсифицировать процесс размола за счет возможности настройки рисунка рабочей поверхности на требуемое исполнение, в зависимости от концентрации суспензии и вида материала;
– повысить эффективность и высокое качество размола за счет правильного выбора режима траектории пути прохождения волокнистого полуфабриката через рабочую межножевую размольную полость;
– снизить энергозатраты за счет наиболее полного использования механической и гидродинамической энергии воздействия на волокнистый полуфабрикат;
– повысить производительность за счет сокращения количества циклов прохождения волокнистого полуфабриката через межножевую полость в единицу времени при сохранении качества размола.
На специальной лабораторной установке было исследовано влияние размольной межножевой рабочей полости на качество обрабатываемого волокнистого материала. В качестве размалываемого материала использована суспензия сульфитной целлюлозы концентрацией 2 %. Размер рабочего зазора между дисками составлял 0,2 мм, частота вращения ротора – 2 000 об/мин, изменения касались геометрических характеристик размольной межножевой полости.
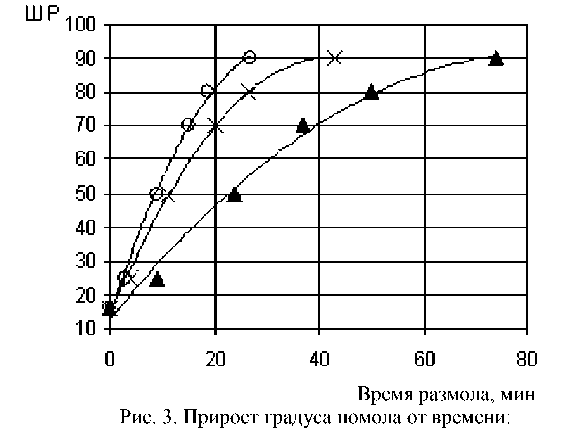
Результаты исследований показали, что при использовании гарнитуры с конической межножевой полостью (І) прирост градуса помола осуществлял в 1,5 раза интенсивнее по сравнению с гарнитурой, имеющей волнообразную межноже- вую полость (ІІ), и в 3,2 раза интенсивнее гарнитуры с традиционным исполнением (І) (рис. 3). В то же время физико-механические характеристики отливок из волокнистой массы, обработанных на гарнитуре с волнообразной межножевой полостью, в 1,5 раза выше, чем у отливок, обработанных на гарнитуре с конической межножевой полостью и в 2,3 раза выше, чем у отливок, обработанных на гарнитуре с традиционным исполнением (рис. 4).
Если сравнивать ножевые гарнитуры I, II, III по качественным показателям, то на гарнитуре II качество готового продукта, определяемое стандартом достигается при 30оШР за 8 мин, на гарнитуре I – уже при 50о ШР за 11 мин, а на традиционной ножевой гарнитуре при 60о ШР за 30 мин (см. рис. 3). В результате времени для обработки волокна на гарнитуре – II требуется меньше, что позволяет снизить энергоемкость данного процесса.
Число двойных перегибов с увеличением градуса помола имеет тенденцию к росту (рис. 4, а ). Величина сопротивления излому, как и других физико-механических показателей, при разломе на гарнитуре II позволяет достичь значения, определяемого стандартом, при меньшем градусе помола, чем при размоле на гарнитурах I и III.
При размоле целлюлозной массы до 50оШР значение сопротивления продавливанию на гарнитуре II составляет 368 кПа, на гарнитуре I – 340 кПа, а на гарнитуре III – 290 кПа (рис. 4, б ). Бо´ льшее значение сопротивления продавливанию при использовании гарнитуры с волнообразной размола свидетельствует о повышенных прочностных характеристиках готовых бумажных отливок.
○ – гарнитура с конической полостью размола (I);
х - гарнитура с волнообразной полостью размола (II); ▲ – традиционная ножевая гарнитура (III)
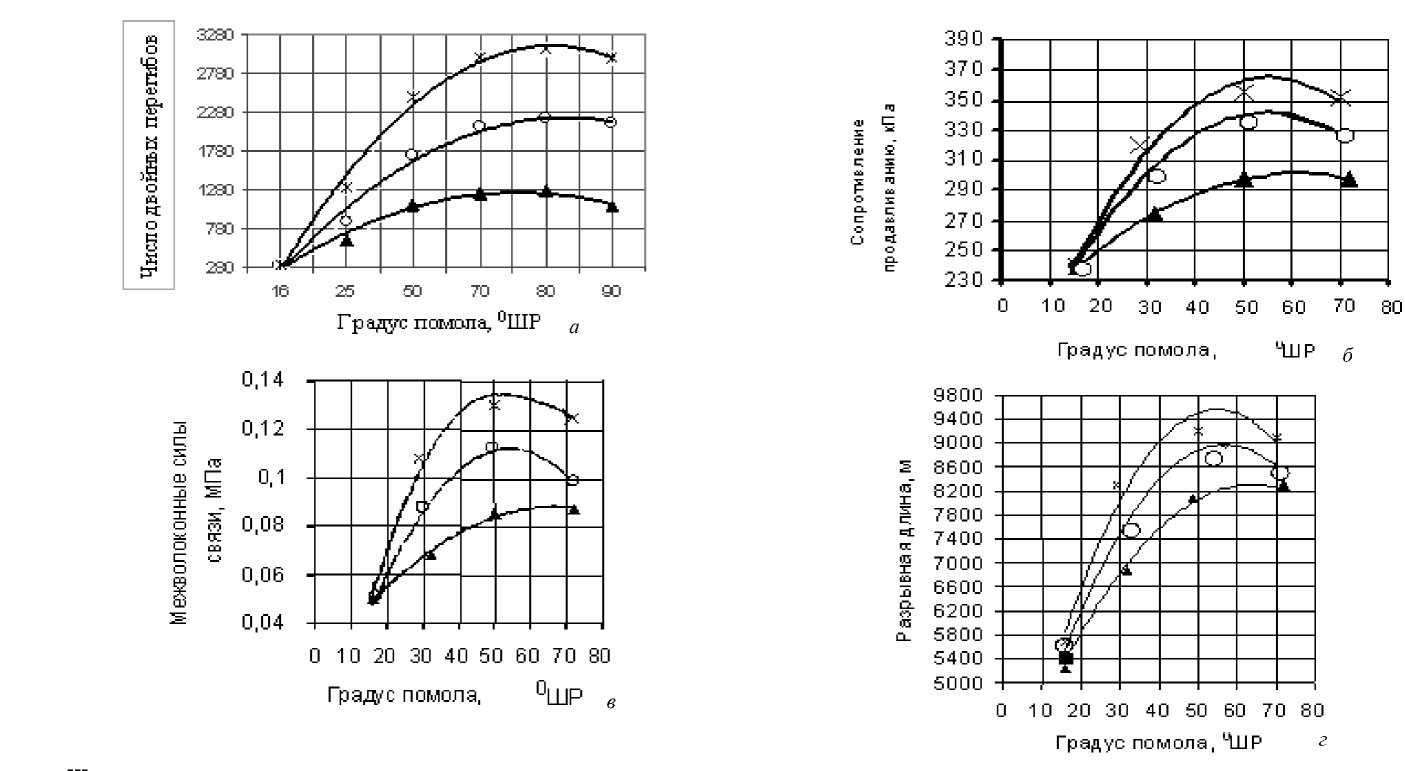
Рис. 4. Зависимость физико-механических показателей бумажных отливок ( а – число двойных перегибов; б – сопротивление продавливанию; в – межволоконных связей силы; г – сопротивление придавливанию) от градуса помола при различной конфигурации межножевой размольной полости: о - гарнитура с конической полостью размола (I); х — гарнитура с волнообразной полостью размола (II); ▲ - традиционная ножевая гарнитура (III)
Величина сопротивления продавливанию зависит от длины волокон, из которых изготовлена отливка, а также от силы межволоконных связей (рис. 4, б ). Отливка, изготовленная из длинных волокон, отличается бо´ льшей величиной сопротивления продавливанию. С увеличением степени помола бумажной массы в отливке растут силы связи между волокнами, одновременно увеличивается и сопротивление продавливанию, что подтверждается опытными данными, полученные авторами.
Графическая зависимость разрывной длины (рис. 4, г ) показывает, что с увеличением градуса помола до 50…60о ШР, происходит рост значения разрывной длины, а последующее снижение прочностных показателей обусловлено снижением прочности самих волокон, которые уже не способны выдерживать прилагаемые нагрузки даже благодаря силам связей. Процесс размола, проводимый на гарнитуре с волнообразной полостью размола, позволяет получить более прочную по структуре отливку с высокими показателями разрывной длины по сравнению с отливкой, которая изготовлена на гарнитурах с плоской и конической поверхностями размола.
Таким образом, предложенная в данной статье ножевая гарнитура с пространственным расположением ножей по сравнению с традиционными гарнитурами позволяет, во-первых, повысить производительность за счет сокращения количества циклов прохождения волокнистого полуфабриката через межножевую полость; во-вторых, улучшить физико-механические показатели процесса размола бумагообразующие свойства волокнистого полуфабриката; в-третьих, снизить энергозатраты за счет увеличения производительности процесса.
