Влияние геометрии металлопроводки промежуточного ковша и технологических параметров разливки на работу сортовых УНРС

Автор: Ботников Сергей Анатольевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 2 т.13, 2013 года.
Бесплатный доступ
Стабильная работа сортовой установки непрерывной разливки стали (УНРС) в первую очередь подразумевает правильный запуск всех ручьев. Проблема со стартом ручьев кроется не только в общеизвестных факторах, но, и в незначительных мелочах. Представлено влияние геометрии металлопроводки промежуточного ковша и стартовых технологических параметров УНРС, а также показаны пути решения стартовых переливов и стартовых прорывов под кристаллизатором на сортовых УНРС. Статья написана автором на основе собственного опыта освоения стопорной разливки на сортовых УНРС на ОАО «ЧМК» и ОАО «ПНТЗ».
Сортовая установка непрерывной разливки стали, стакан-дозатор, погружной стакан, перелив, система измерения уровня металла в кристаллизаторе, прорыв
Короткий адрес: https://sciup.org/147156832
IDR: 147156832 | УДК: 621.746
Impact of the tundish metal wiring geometry and casting process parameters on the running of billet continuous casting machine
Stable running of the billet continuous casting machine (CCM) in the first place implies a correct startup of all casting strands. The challenge of the strands startup lies not only in commonly known facts, but also in insignificant details. The paper describes the impact of the tundish metal wiring geometry and starting process parameters of CCM as well as solutions for startup overflows and startup breakouts under the mould in the billet CCM. The paper is written on the basis of the author’s own experience in the integration of the nozzle casting in the billet CCMs in OJSC “ChMP” and OJSC “PNTZ”.
Текст научной статьи Влияние геометрии металлопроводки промежуточного ковша и технологических параметров разливки на работу сортовых УНРС
За последние 10 лет в России и странах СНГ было запущено множество сортовых установок непрерывной разливки стали (УНРС). В период освоения технологии производства непрерывнолитых заготовок (НЛЗ) практически всегда возникают трудности старта ручьев, связанные с геометрией металлопроводки и настройками УНРС. Это, в свою очередь, снижает производительность и увеличивает время выхода на проектную мощность сталеплавильного цеха.
Данная проблема стала решаться машиностроителями и металлургами за счет использования и внедрения новых автоматических средств запуска ручья и совершенствования дизайна огнеупорной металлопроводки промежуточного ковша, а точнее стопора-моноблока, стакана-дозатора и погружного стакана. В данной статье рассмотрено влияние геометрии погружного стакана и стакана-дозатора в комплексе со стартовыми настройками технологических параметров УНРС на запуск ручья. Также целью данного материала является формулирование рекомендаций по повышению надежности работы сортовой УНРС в период запуска и во время разливки сортовых заготовок.
Общая часть
Практически все современные сортовые УНРС имеют функцию, при помощи которой первое наполнение кристаллизатора может контролироваться автоматически по специально заложенному алгоритму. Преимуществом такой системы является раскрытие стопора в один и тот же момент, а ее недостаток – это неспособность системы обнаружить какие-либо отклонения в объеме поступае-мой стали (слишком быстро или слишком медленно) и неспособности реагировать на это должным образом.
На некоторых металлургических заводах автоматический старт ручья используется постоянно, но он требует выполнения следующих условий:
-
1. Температура стали в промежуточном ковше должна соответствовать требованиям технологии.
-
2. Жидкотекучесть стали должна соответствовать требованиям технологии.
-
3. Должен быть обеспечен равномерный нагрев всей футеровки промежуточного ковша.
-
4. Должен быть обеспечен равномерный нагрев погружных стаканов, стаканов-дозаторов и стопоров-моноблоков.
-
5. Должно быть обеспечено минимальное время от момента отключения нагрева промежуточного ковша до открытия шибера на сталеразливочном ковше.
-
6. Геометрия и качество металлопроводки промежуточного ковша должны обеспечивать надежное регулирования потока металла из промежуточного ковша в кристаллизатор.
Использовать функцию автоматического наполнения кристаллизатора на старте ручья нецелесообразно, если хотя бы одно из условий не выполняется в практике. Поэтому для надежного старта ручья первое наполнение кристаллизатора жидким металлом производится в ручном режиме.
За рубежом погружной стакан, который можно менять во время разливки, называют «sub-merged entry shroud» (SES) (рис. 1), а цельный погружной стакан со стаканом-дозатором, который невозможно заменить – «submerged entry nozzle» (SEN) (рис. 2). Погружной стакан SES устанавливается на стакан-дозатор (nozzle) с использованием специального держателя (манипулятора), закрепленного к промежуточному ковшу.
Запуск ручьев сортовой УНРС становится затруднительным, если сечение заготовки малое, поэтому следует больше внимания уделять деталям. Следует принять во внимание следующее:
-
1. Геометрию металлопроводки: стопор-моноблок, стакан-дозатор и погружной стакан (тип SES) или цельный погружной стакан (тип SEN).
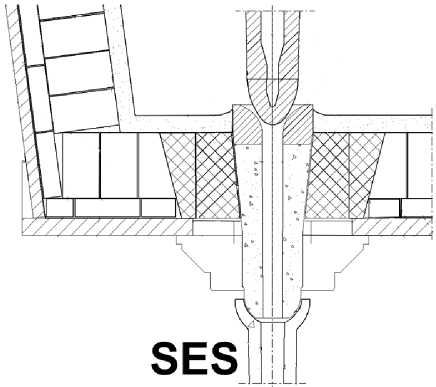
Рис. 1. Металлопроводка по типу SES
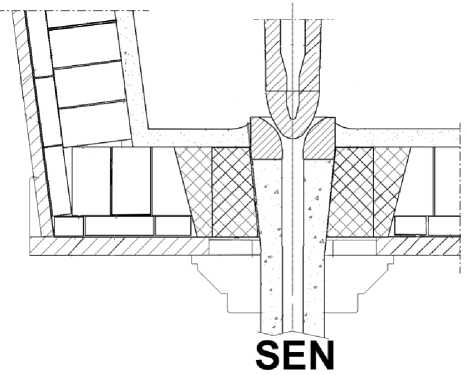
Рис. 2. Металлопроводка по типу SEN
-
2. Параметры системы ко нтрол я уровня с тал и в кристаллизаторе.
-
3. П оряд ок в ыполн е н и я де йств и й т ехн ол огом на ручье.
С топорная ра зл и в ка под ра зум е в а е т с л ед у ю щую сис те му поде рж ан ия уровня м е талл а в кри ста лл из аторе (рис . 3). За да нн у ю с корос ть ра з ливки подде ржив ают эл е кт родвиг ате ли т ян ущего меха низ м а У НР С , а з ада н ны й у ров е нь м е та лл а в кр и ста лл из аторе подде ржив а ет с топорный м е х аниз м . С топорны й м е х ани з м м ож е т им е ть как эл ектро прив од, та к и г идра вл иче ски й при в од. В проце с с е р а з л ивки с тал и на У НР С с т опорный м е х а н из м регулирует уровень металл а в крис тал лиз а торе з а сче т из м е не н ия потока м е тал л а из пром е жуточ н о го ков ша в кри стал лиз а тор . Та ким обра з ом , дл я ст о п о рн о й р аз лив к и с к о р о сть л ит ь я – величина постоянная, а поток металла – п ер еме нн ая (см. рис. 3).
Обычно для старта ручья задаются следующие параметры:
-
- начальная скорость движения затравки;
-
- максимальная скорость движения затравки;
-
- время ускорения от начальной до максимальной скорости движения затравки;
-
- коэффициент чувствительности стопора для старта («К-старт»).
Коэффициент чувствительности стопора определяет ошибку в системе контроля уровня металла в кристаллизаторе в соответствии с заданным уровнем и регулирует положение стопора. Чем больше коэффициент «К-старт», тем быстрее стопорный механизм будет реагировать на изменения уровня металла в кристаллизаторе.
Следует также учитывать качество подготовки металла на участке внепечной обработки стали, так как холодный металл или низкая жидкотеку-
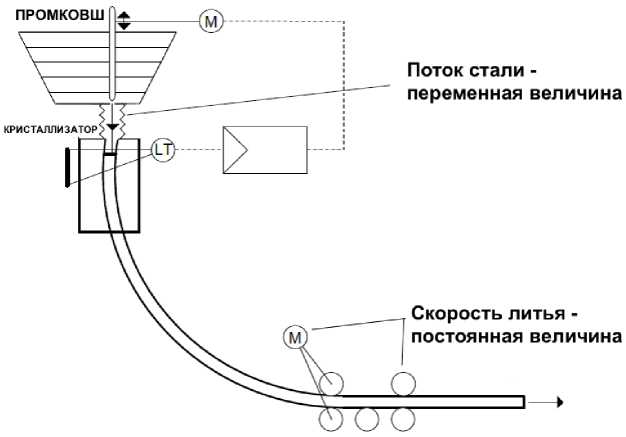
Рис. 3. Схема системы регулирования уровня металла в кристаллизаторе для стопорной разливки: М – исполнительный привод тянущих валков или стопорного механизма; LT – датчик уровня металла в кристаллизаторе
честь стали (высокое содержание в стали тугоплавких неметаллических включений) могут привести к потерям ручьев на старте или в период разливки.
В практике непрерывной разливки было отмечено, что неудачные запуски чаще всего происходят в основном на крайних ручьях промежуточного ковша по причинам отклонения уровня металла в кристаллизаторе от заданного (перелив или уход уровня).
Рассмотрим порядок действия технолога при запуске ручья на сортовых УНРС. Когда ручей находится в режиме разливки и все условия по готовности к разливке выполнены, а уровень стали в промежуточном ковше достиг установленного веса, технолог производит первое открытие стопора при помощи ручного пульта управления или автоматически при заданном уровне металла в промежуточном ковше, чтобы произвести наполнение кристаллизатора. В практике непрерывной разливки ручное открытие стопора зарекомендовало себя как наиболее надежный способ.
Когда уровень металла достигает 20 % (рис. 4), стопор переключается в автоматический режим и контролирует уровень стали в кристаллизаторе в соответствии с установленными технологическими параметрами. При достижении 20 % уровня металла в кристаллизаторе начинается движение затравки согласно установленным технологическим параметрам старта ручья. Если стопор в данный момент имеет небольшое, но достаточное раскрытие, автоматическая система принимает на себя управление, выполняя лишь небольшую настройку положения стопора. Но если стопор открыт очень высоко, то системе автоматического контроля уровня приходится значительно менять его положение, что может привести к нестабильности в работе ручья и даже всей УНРС.
Нестабильная работа ручья будет заключаться в следующем. Автоматическая система поддержания уровня металла в кристаллизаторе может привести к резонансной работе стопорного механизма, то есть будут происходить колебания уровня металла в кристаллизаторе. Данные колебания уровня в кристаллизаторе могут привести к замерзанию стали в металлопроводке из-за пульсирующего поступления металла в тело стакана и закрытия стопора или «захвату» погружного стакана затвердевающей заготовкой в кристаллизаторе. Также не исключаются прорывы кристаллизующейся корочки металла под кристаллизатором из-за подвисания слитка в кристаллизаторе, ухода заготовки в нижнюю зону кристаллизатора или попадания шлакообразующей смеси в тело корочки НЛЗ. В итоге это все приводит к потерям ручьев.
Коэффициент чувствительности для старта (К-старт) применяется для перехода с ручного режима на автоматический и используется до тех пор, пока не завершится линейное увеличение скорости вытягивания НЛЗ тянуще-правильным агрегатом (ТПА) до максимума, затем система использует коэффициент чувствительности для разливки (К-разливка), значение которого ниже более чем в 2 раза. Параметр «К-старт» должен быть настроен так, чтобы уровень металла не выходил за верхнюю границу диапазона измерения уровня, но при этом данный коэффициент не должен сильно занижать уровень, чтобы не было падения уровня за нижнюю границу измеряемого диапазона.
Рассмотрим, каким образом действия технолога УНРС и коэффициент «К-старт» могут влиять на уровень металла в кристаллизаторе на старте. Когда в ручном режиме открывают стопор высоко, уровень в кристаллизаторе повышается очень бы-
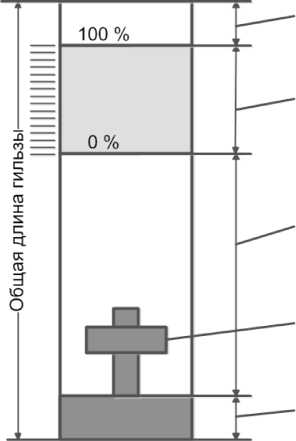
Зона верха кристаллизатора, невидимая для системы измерения уровня - 80 мм
Зона измерения уровня металла в кристаллизаторе от 0 до 100 % - 200 мм
Зона стали, невидимая для системы измерения уровня
(зона наполнения при запуске ручья)
Замораживатель стали (голова затравки)
Зона ввода головки затравки в гильзу кристаллизатора ~ 100 мм
Рис.4. Схема заполнения зон кристаллизатора сортовой УНРС стро, и в момент, когда уровень достигает 20 %, автоматический режим принимает на себя управление. В этом случае коэффициент «К-старт» не закроет стопор достаточно быстро, и уровень достигнет более 100 %, когда стопор начнет закрываться с большим ускорением, чтобы предотвратить перелив. Когда затравка начинает ускоряться, уровень уменьшается, и технологу приходится повторно открывать стопор. Эти действия часто ведут к прорывам под кристаллизатором или переливам.
Для обеспечения плавного запуска необходимо, чтобы величина раскрытия стопора в момент, когда уровень стали достиг 20 %, была примерно такой же, какая обычно требуется при разливке после того, как запуск ручья завершен. В этом случае коэффициент «К-старт» легко контролирует повышение уровня стали и не приводит к значительным изменениям положения стопора. Если стопор открыт слишком высоко, он не успеет отреагировать достаточно быстро, и уровень выходит за границы диапазона измерения. Данную ситуацию можно исправить, используя более высокий коэффициент чувствительности, но это может привести к колебаниям системы контроля уровня, что также может стать причиной остановки на ручье.
На рис. 5 представлены примеры запуска ручья по правильной и неправильной схеме открытия стопора. На левом графике рис. 5 представлен неправильный запуск ручья за счет медленного открытия стопора. На правом графике за счет быстрого открытия стопора и поэтапного снижения позиции стопора обеспечивается плавный запуск ручья. Начало понижения позиции стопора опре- деляется моментом стабильного потока стали, то есть появлением брызг (искр) металла из кристаллизатора. На рис. 6 представлен общий алгоритм запуска ручья на сортовой УНРС. Переход из ручного в автоматический режим управления стопором обеспечивает включение тянущих валков, качание кристаллизатора и подачу воды на зону вторичного охлаждения.
Малое сечение кристаллизатора (например, квадратное сечение 130 x 130 мм или круглое диаметром 150 мм) усугубляется еще и наличием погружного стакана внутри него, который занимает некоторое свободное место, уменьшая его объем, и приводит к тому, что заполнение начинает резко ускоряться, когда уровень стали достигает погружного стакана. К тому же для удовлетворительной работы шлакообразующей смеси необходимо обеспечить расстояние от стенки кристаллизатора до погружного стакана минимум 25 мм. Если расстояние будет мало, то смесь будет затвердевать, что приведет к трудностям в процессе разливки.
В зависимости от высоты поднятия стопора производится расчет раскрытой площади, через который протекает жидкий металл. По данной площади рассчитывается поток металла в кг/мин. С целью исключения технических ошибок рекомендуется производить данный расчет для каждой проектируемой металлопроводки УНРС. Нужно обращать особое внимание на геометрию металло-проводки, то есть убедиться в том, что отверстие в верхней части стакана-дозатора SEN или стакана-дозатора промежуточного ковша должно быть небольшим (обычно для сортовой заготовки это
* Перелив металла в
• кристаллизаторе
Перелива нет.
Уровень в кристаллизаторе в
Быстрое открытие стопора и поэтапное его закрытие приводит к плавному старту ручья
Медленное открытие стопора приводит к переливу
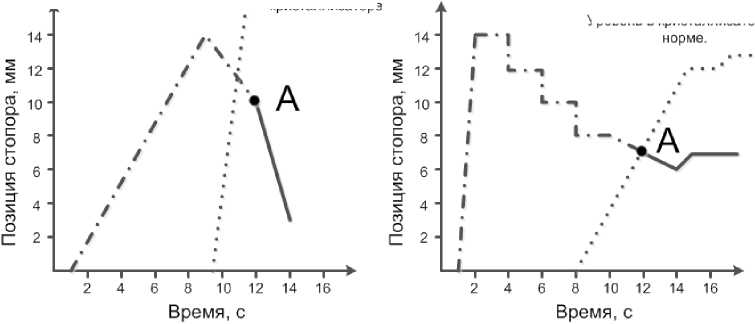
— • — • — ручное регулирование позиции стопора
—— автоматическое регулирование позиции стопора
........уровень металла в кристаллизаторе в Д точка перехода с ручного управления на автоматическое
Рис. 5. Схемы открытия стопора и скорость набора уровня металла в кристаллизаторе
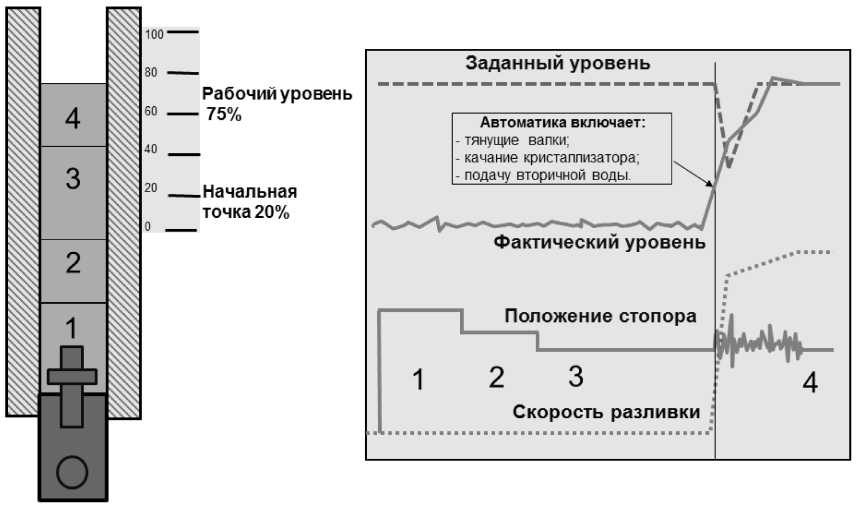
Рис. 6. Алгоритм запуска ручья на УНРС
36– 40 мм). Таким образом, правильно выбранный наружный диаметр погружного стакана и вну треннее отверстие стакана- дозатора промежуточн о го ковша являются залогом успешного запуска ручья.
На практике работы с ортовых УНРС набл ю дается, что наибольшее количество неудачных запусков приходится на крайние ручьи промеж у точного ковша. Причиной этого является то, что сталь по краям промежуточного ковша самая х о лодная: три стенки промежуточного ковша отб ирают тепло из ж идкой стали. Это может привести к тому, что первая струя из промежуточного ко в ша вытекает медленно, приходится открывать ст о пор высок, затем поток стали становится быстрее, и возникает ситуация с переливом. Было отмечено, что когда крайние ручьи перезапуск аются после неудачного старта, то они запускаются нормально. Вероятно, это происходит потому, что промеж у точный ковш прогрелся, уровень стали в ковше высокий, а первая струя в норме, тогда не нужно открывать стопор высоко. Рекомендуется запу скать крайние р учьи на несколько минут позже п о сле запуска центральных ручьев, чтобы обесп е чить хорошую жидкотекучесть стали.
При установке стакана-дозатора в промежуточный ковш всегда требуется обращать внимание на то, чтобы верхняя часть стакана-дозатора выступала минимум на 30 мм над дном промежуточного ковша. В случаях расположения верхней части стаканов-дозаторов на одном уровне с дном промежуточного ковша первые порции стали будут замерзать у нижней части стопора, что приведет к усложнению процесса запуска. Это в особенности имеет отношение к крайним ручьям, к кото- рым приходит более холодная сталь, как было указано выше.
Следующие размеры металлопроводки промежуточного ковша напрямую влияют на стартовые параметры сортовой УНРС:
– наружный диаметр погружного стакана;
– внутренний диаметр стакана-дозатора SEN или стакана-дозатора промежуточного ковша.
С целью проверки правильности формы ме-таллопроводки промежуточного ковша требуется рассчитывать поток металла в зависимости от высоты открытия стопора. Для расчета потока металла требуется учитывать следующие параметры стопорной пары (рис. 7):
– угол конуса стопора (alpha);
– радиус закругления конуса стопорного яблока (Rs);
– диаметр отверстия стакана-дозатора;
– радиус закругления стакана-дозатора (Rb).
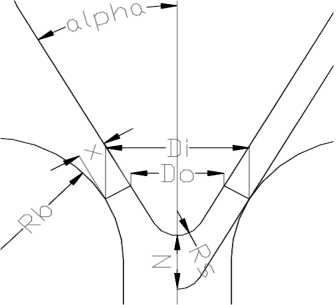
Рис. 7. Схема обозначения размеров стопорной пары (стопор-моноблок и стакан-дозатор)
Выводы
На основании вышеизложенного можно привести следующие рекомендации по повышению надежности старта ручьев на сортовых УНРС:
-
1. Коэффициент «К-старт» должен быть выше коэффициента «К-разливка» примерно в 2 раза. Это обеспечит лучший контроль за быстрым ростом уровня металла без перелива и не приведет к переливу в кристаллизаторе.
-
2. Необходимо обеспечивать требуемое положение раскрытия стопора в момент, когда сталь поднимается и начинает входить в зону измерения уровня. Точно определить величину раскрытия стопора невозможно, так как в некоторых случаях температура стали или ее текучесть могут различаться, поэтому рекомендуется регулировать первое наполнение ручным способом.
-
3. Первое открытие стопора должно быть достаточно быстрым. Понижать позицию стопора следует, когда пойдет стабильный поток стали, то есть пока не появятся брызги металла из кристаллизатора. Это предотвратит замерзание стали в зоне сопряжения стопора и стакана-дозатора. Понижение
-
4. Если величина раскрытия стопора маленькая (например, 5–8 мм), это означает, что сталь очень жидкотекучая. Следует следить за тем, чтобы кристаллизатор не наполнялся слишком быстро (опасность перелива). Если значение раскрытия стопора большое (например, 18–22 мм), это означает, что сталь вязкая или холодная. В этом случае следует следить за тем, чтобы сталь не замерзла в теле стакана.
-
5. В последнюю очередь рекомендуется запускать крайние ручьи.
-
6. Верхняя часть стакана-дозатора промежуточного ковша или погружного стакана SEN должна выступать над футеровкой дна промежуточного ковша примерно на 30 мм.
-
7. Выбор металлопроводки для сортовой УНРС должен производиться в комплексе с технологией непрерывной разливки стали.
позиции стопора должно быть постепенным, чтобы, когда сталь начнет поступать в диапазон измерения, положение стопора было примерно в средней или ближе к нижней зоне.
Bulletin of the South Ural State UniversitySeries “Metallurgy”2013, vol. 13, no. 2, pp. 38–43
