Влияние химического состава латуни типа ЛС59-1 на качество водозапорных изделий

Автор: Левин Дмитрий Олегович, Сулицин Андрей Владимирович, Карева Надежда Титовна, Галимов Дамир Муратович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 4 т.22, 2022 года.
Бесплатный доступ
В работе исследовано влияние химического состава материала на качество латунных шаровых кранов, изготавливаемых по схеме: непрерывное литье цилиндрических заготовок, горячая штамповка корпуса детали, механическая обработка и последующее поверхностное гальваническое никелирование. Оценивались прежде всего сплошность материала, т. е. наличие или отсутствие макро- и микротрещин, а также твердость. Детальное исследование микроструктуры выполнено с помощью оптического (Carl Zeiss Axio Observer D1m) и сканирующего электронного (JEOL JSM 7001F) микроскопов. Твердость отдельных фаз измерена на микротвердомере Futur Tech FM-800. Установлено, что в изученных сплавах содержание одного из основных элементов, а именно цинка, находится в пределах 35-37 %. Колебания доли цинка не оказывают существенного воздействия на вероятность появления несплошностей материала (пор, микротрещин, трещин). Так, в двух сплавах (№ 1, 4) такие дефекты определены, а в латунях № 2, 3, 5 отсутствуют. Содержание примесей таких элементов, как алюминий, кремний, железо, олово, никель, варьируется и в качественном, и в количественном составе, при этом достигая не более 1 % каждого. Указанные элементы, растворяясь в α- и β-фазах, причем преимущественно в последней, влияют на структурный состав латуней - проявляется более твердая β-фаза, увеличивается твердость фаз. Примеси склонны взаимодействовать друг с другом, образуя соединения, инициирующие микротрещины. В сплаве № 1, имеющем однофазную α-структуру, легкоплавкие свинцовые частицы распределяются как внутри ее зерен, так и по ее границам, что отрицательно сказывается на поведении латуни при горячем деформировании. В микротрещинах материала № 1 кроме свинца отмечаются и неметаллические образования на основе Fe, Si. В двухфазной (α + β)-латуни № 4, где по сравнению с другими сплавами повышено содержание Fe, Sn, Al, Ni, а также Pb (2,86 %), склонность к образованию трещин тоже повышена, хотя в целом переход от однофазной α-структуры к двухфазной (α + β) способствует перераспределению свинцовых включений в β-фазу или в межзеренные α/β-границы в результате перехода α ↔ β при горячей обработке давлением и ослабляет отрицательное воздействие свинца. Твердость изученных сплавов различается. Сплавы № 3 и 5, где не обнаружены несплошности, имеют практически одинаковое количественное соотношение α- и β-фаз - 40 : 60, но микротвердости обеих фаз в латуни № 3 выше.
Кран, латунь, химический состав, литье, неоднородность, микротрещина, примеси, свинец, включения, твердость, наклеп, рекристаллизация, механическая обработка
Короткий адрес: https://sciup.org/147239497
IDR: 147239497 | УДК: 669.3 | DOI: 10.14529/met220405
Effects of chemical composition of brass alloy type LS59-1 on the quality of ball valves
The effect of the chemical composition of material of brass ball valves on the quality of the finished valve is studied. This type of ball valves is produced with listed below operations of manufacturing (smelting, continuous casting of cylindrical blocks, hot stamping, machining and subsequent surface nickel plating). The presence of cracks and microcracks is analyzed. The microstructure was studied by optical and scanning electron microscopy (JEOL JSM 7001F and Carl Zeiss Axio Observer D1m). The hardness of individual phases was measured on a Futur Tech FM-800 microhardness tester. It has been established that the zinc content in the studied alloys is in the range of 35-37 %. Fluctuations of the zinc content do not have a significant impact on the probability of the appearance of discontinuities in the material (pores, microcracks, cracks). So, in two alloys (nos. 1, 4) such defects are determined, and in brasses nos. 2, 3, 5 they are absent. The content of impurities of aluminum, silicon, iron, tin, nickel varies both in qualitative and quantitative composition, while reaching no more than 1 % of each one. These elements, dissolving in α- and β-phases, and, mainly in the latter, affect the structural composition of brass - a more solid β-phase appears, the hardness of the phases increases. Impurities tend to combine with each other, forming compounds that initiate microcracks. In alloy no. 1, which has a single-phase α-structure, low-melting lead particles are distributed both inside its grains and along its boundaries, which adversely affects the behavior of brass during hot deformation. In microcracks of material no. 1, in addition to lead, non-metallic formations based on Fe, Si are also noted. In two-phase (α + β) brass no. 4, where the content of Fe, Sn, Al, Ni, and Pb (2.86 %) is increased compared to other alloys, the tendency to cracking is also increased. Although, in general, the transition from a single-phase α-structure to a two-phase (α + β) promotes the redistribution of lead inclusions in the β-phase or in the α/β intergranular boundaries as a result of the α ↔ β transition during hot working and, as a result, weakens the negative effect of lead. The hardness of the studied alloys varies. Alloys no. 3 and no. 5, where no discontinuities were found, have almost the same quantitative ratio of α- and β-phases - 40 : 60, but the microhardness of both phases in brass no. 3 is higher.
Текст научной статьи Влияние химического состава латуни типа ЛС59-1 на качество водозапорных изделий
В настоящее время водозапорная арматура (шаровые краны) чаще изготавливается из двухфазной свинцовой (α + β)-латуни типа ЛС59-1 по схеме: непрерывное литье цилиндрической заготовки → горячая штамповка при температуре 730 °С, что выше интервала тепловой хрупкости материала (300–600 °С) → → механическая обработка корпуса крана на высокопроизводительных станках-автоматах → → окончательное антикоррозионное никелирование поверхности детали [1–5]. Выбран- ный материал обеспечивает необходимые при эксплуатации готовой продукции прочность, пластичность, коррозионную стойкость, а также высокие технологические свойства на разных этапах процесса ее изготовления: хорошую деформируемость при высоких температурах, обрабатываемость резанием и низкий коэффициент трения [6–9].
Латунь типа ЛС59-1 согласно ГОСТ 15527–70 кроме основных элементов (Сu, Zn, Pb) содержит примеси в сумме 0,75 %: Fe – 0,5 %; Sb – 0,01 %; Bi – 0,003 %, P < 0,02 %.
Последние три элемента относятся к нежелательным, способствующим развитию хрупкости, и потому их присутствие ограничивается [6, 7]. В производственных условиях в латунях такого типа могут содержаться также алюминий, кремний, олово и др. в сравнительно небольших количествах как результат использования металлического медного лома в шихте при выплавке материала или в качестве специальных добавок. Известно, что при этом линия сольвуса α-раствора на равновесной диаграмме состояния системы Cu–Zn перемещается по концентрационной оси, как правило, влево, в согласии с коэффициентами Гийе: 10 для Si; 4 – Al и Sn; 0,9 – Fe; 0,4 – Pb и т. д. [6–8]. В результате при растворении их в α- и β-фазах должна расти прочность этих фаз, в микроструктуре сплава может увеличиться количество более твердой β-фазы, измениться характер горячего деформирования, степень развития рекристаллизации при последующем охлаждении штамповок, величина наклепа [10]. Кроме того, эти элементы могут между собой вступать во взаимодействие, образуя неметаллические включения, часто инициирующие образование микротрещин в материале готовой продукции [5].
В данной работе приводятся результаты изучения влияния вариаций химического состава латуни ЛС59-1 на трещинообразование и твердость готовых шаровых кранов.
Материал и методика исследования
В настоящей работе изучены готовые шаровые краны из латуни разного химического состава, вариации которого приведены в табл. 1 под № 1–5.
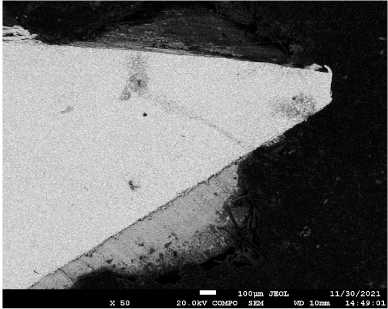
Для изучения микроструктуры и твердости из готовых кранов вырезались образцы в наиболее уязвимых частях с точки зрения трещино-образования: в местах резкого перехода от одного сечения к другому и нанесения резьбы. Вариант разрезки приведен на рис. 1. Операция резки выполнялась тонким абразивным кругом с интенсивным водяным охлаждением во избежание изменения структуры материала.
Таблица 1

а)

b)
Химический состав исследованных сплавов, % масс.
Table 1
Element composition of alloys, % wt.
|
Элемент |
№ сплава |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Cu-основа |
62,52 |
59,94 |
59,96 |
60,48 |
61,19 |
|
Zn |
35,03 |
37,33 |
37,32 |
34,55 |
35,51 |
|
Pb |
2,01 |
2,04 |
1,97 |
2,86 |
1,77 |
|
Fe |
0,10 |
0,20 |
0,28 |
0,45 |
0,47 |
|
Sn |
0,10 |
0,29 |
0,33 |
0,61 |
0,52 |
|
Ni |
0,06 |
0,14 |
0,08 |
0,32 |
0,39 |
|
Al |
0,06 |
004 |
0,01 |
0,40 |
0,06 |
|
Bi |
0,004 |
0,008 |
0,048 |
0,003 |
0,003 |
|
Si |
0,003 |
– |
0,003 |
0,17 |
0,042 |
|
Sb |
0,009 |
0,011 |
0,010 |
0,035 |
0,019 |
|
P |
0,005 |
0,003 |
0,004 |
0,010 |
0,007 |
|
Mn |
0,002 |
0,003 |
0,004 |
0,083 |
0,033 |
|
As |
0,1 |
0,005 |
0,007 |
0,006 |
0,007 |
Рис. 1. Места вырезки образцов для исследования из готового изделия и микрошлиф сечений Fig. 1. Places for cutting samples and microsections
Далее полученные образцы запрессовывались в пластмассовые таблетки диаметром 25 мм (см. рис. 1), затем шлифовались, полировались с помощью устройства Buehler Auto Met и подвергались травлению в водном растворе аммиака с добавлением 7 % (по массе) CuCl 2 .
Микроструктура изучалась прежде всего с помощью оптического инвертированного металлографического микроскопа Axio Observer D1m с использованием компьютерной программы Thixomet при увеличениях от 100 до 1000 крат. Измерение твердости отдельных частиц или фаз проведено на микротвердомере Futur Tech FM-800 при нагрузках 25–100 Г. Дополнительно строение и химический состав отдельных фаз были изучены с помощью сканирующего микроскопа JEOL JSM 7001F, имеющего приставку – энергодисперсионный анализатор Oxford INCA X-max 80, позволяющего осуществлять микрорентгеноспектральный анализ отдельных частей микроструктуры материалов. При этом использовались увеличения до 3000 крат.
Количественный фазовый анализ латуни выполнялся рентгеноструктурным методом с помощью рентгеновской съемки на дифрактометре фирмы Rugaku Ultima IV в медном излучении. Предварительно из образца изго- тавливалась стружка. Используя данные по площадям под кривыми рентгеновских отражений от фаз, имеющихся в сплаве, по методу Ритвельда рассчитывалось их количественное соотношение [11].
Обсуждение результатов
Известно [6, 7], что бинарные сплавы, содержащие Zn ≤ 39 %, в равновесных условиях являются однофазными α-латунями, но в производственных условиях равновесие не успевает реализоваться и максимальная концентрация α-фазы может иметь значения заметно меньшие: 34–35 % [7, 12], в результате чего в структуре сплава может появляться вторая β-фаза. Согласно данным табл. 1, все изученные в настоящей работе латуни содержат Zn меньше 39 %, особенно сплавы № 1, 4. Одновременно заметно присутствие Fe (около 0,5 %), Sn (0,5–0,6 %) в сплавах № 4, 5, а в латуни № 4 – дополнительно Ni (0,3 %), Al (0,4 %), Si (0,17 %), что должно способствовать увеличению количества второй фазы.
Ниже приводятся результаты микроструктурного исследования с помощью оптического и электронного микроскопов.
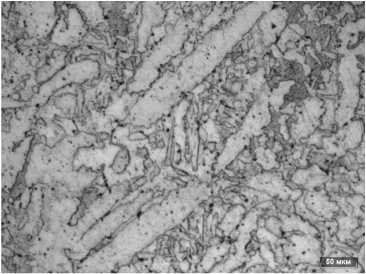
Сплав № 1. Микроструктура данного сплава, согласно оптическому наблюдению,
а)
b)
c)
Рис. 2. Микроструктура сплава № 1 в разных участках образца: a, b, c - х 500; d - х 200
Fig. 2. Microstructure of alloy no. 1 in different parts of the sample: a, b, c - х 500; d - х 200
d)
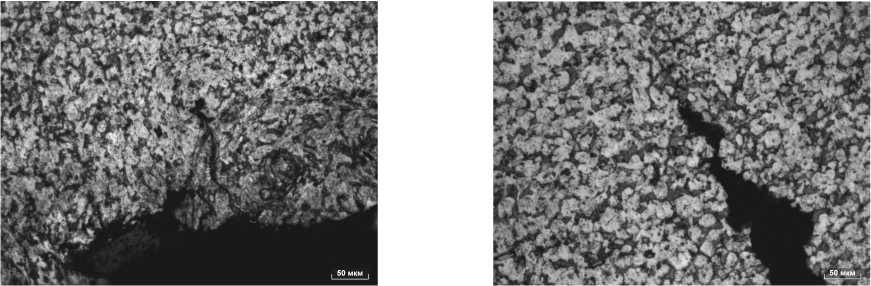
представлена практически одной светлой α-фазой, на фоне которой видны мелкие черные включения свинца (рис. 2). По границам зерен отмечаются удлиненные тонкие мелкие черные участки. В местах вблизи поверхности детали зерна основной α-фазы меняют свою форму до удлиненной, направленной перпендикулярно к поверхности (рис. 2c). Вдоль границ зерен сформированы микротрещины (рис. 2b, c, d).
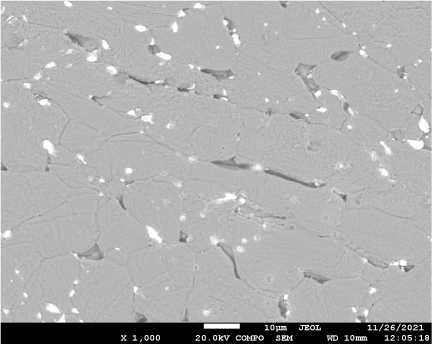
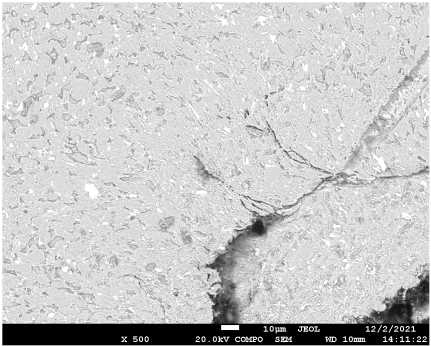
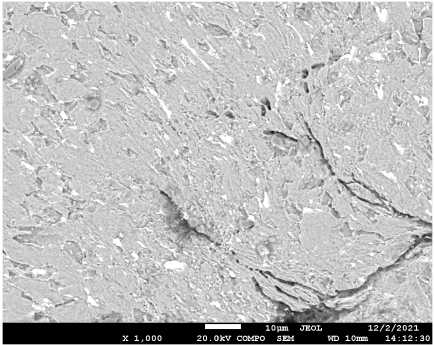
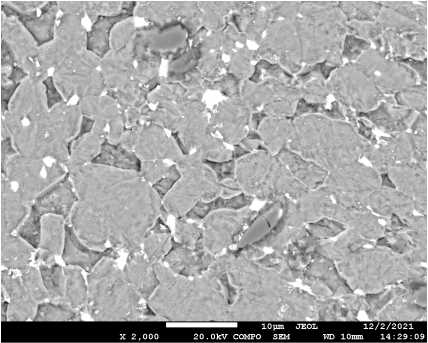
Данные сканирующей микроскопии (далее – изображение РЭМ) подтверждают сказанное. По границам равноосных (вдали от поверхности образца) (рис. 3а) и удлиненных зерен α-фазы (у поверхности) (рис. 3c, e) распространяются микротрещины, которые формируются путем слияния микропор. Светлые частицы Pb (они так выглядят при сканировании электронными лучами) залегают в основном по границам зерен α-фазы (рис. 3). Здесь же обра-
а)
b)
c)
d)
e)
Рис. 3. Изображение РЭМ микроструктуры сплава № 1: a – равноосные зерна вдали от поверхности образца, зародыши микротрещин по границам зерен х 1000; b - размеры зерен и микропор; c - микротрещины в материале у поверхности х1000; d - следы деформации в зернах и трещины в глубине детали х 1000;
e - свинец в трещинах и по границам зерен х 1000; f - свинец в трещинах и по границам зерен х 2000
Fig. 3. SEM image of the microstructure of alloy no. 1: a – equiaxed grains far from the sample surface, microcrack nuclei along the grain boundaries x1000; b – sizes of grains and micropores; c – microcracks in the material near the surface х 1000; d - traces of deformation in the grains and cracks in the depth of the part х 1000;
e - lead in cracks and along grain boundaries х 1000; f - lead in cracks and along grain boundaries х 2000
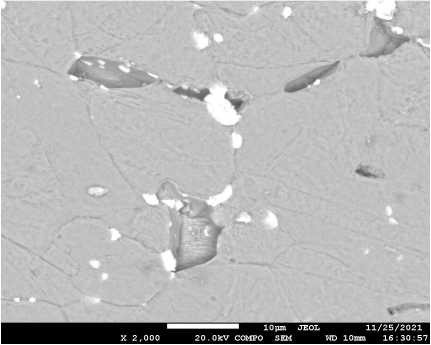
f)
зуются темные поры. Размер равноосного зерна составляет 15–20 мкм, пор – 3–7 мкм, удлиненных частиц свинца ~ 10 мкм (рис. 3a, b). В порах могут наблюдаться свинцовые включения и даже границы низлежащих зерен (рис. 3d, f).
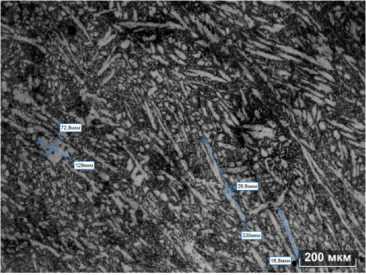
Сплав № 2. В двухфазной микроструктуре сплава № 2 светлая α-фаза большей частью пластинчатая, у поверхности образца деформированная (рис. 4a, b). Темные кристаллы β-фазы распределены между пластинами светлой α-фазы (рис. 4a, b, c, d) Оптическая микроскопия не выявила микротрещин. При электронно-микроскопическом исследовании на зубе резьбы отмечен случай образования микротрещины (рис. 5b). Свинец преимущественно залегает в β-фазе (рис. 5c, d).
а)
b)
c)
d)
а)
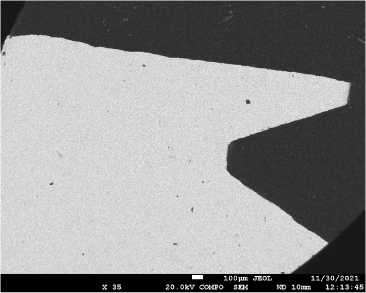
Рис. 5. Изображение РЭМ микроструктуры сплава № 2: a - зуб резьбы х 35; b - поверхность зуба с микротрещиной внизу х 500; c - следы деформации в в-фазе х 1000; d - разнозернистость и неоднородность распределения свинца в теле зуба (см. также с. 44)
Fig. 5. SEM image of the microstructure of alloy no. 2: a - thread tooth х 35; b - tooth surface with a microcrack at the bottom х 500; c - traces of deformation in the в-phase х 1000; d - inhomogeneity and inhomogeneity of the distribution of lead in the body of the tooth (see also p. 44)
Рис. 4. Микроструктура сплава № 2 в разных участках образца: a, c - х 500; b - х 100; d - размеры светлых кристаллов а-фазы - х 100
Fig. 4. Microstructure of alloy no. 2 in different parts of the sample: a, c - х 500; b - х 100; d - sizes of light crystals of the а-phase - х 100
b)
c)
d)
Рис. 5. Окончание
Fig. 5. End
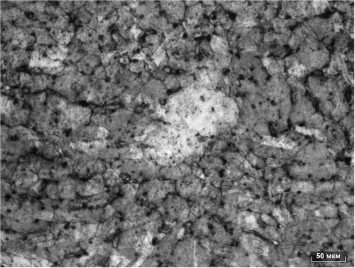
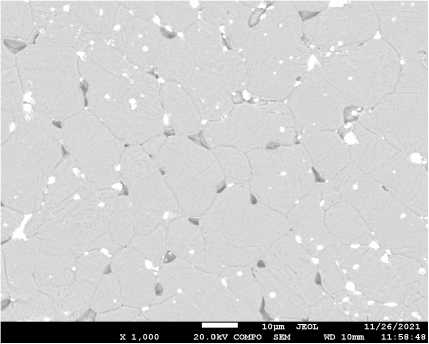
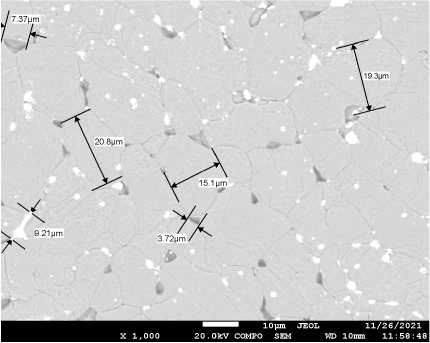
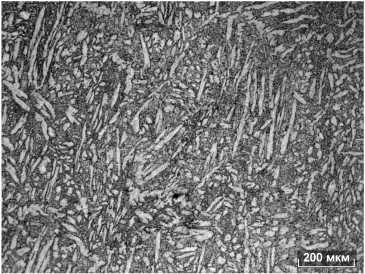
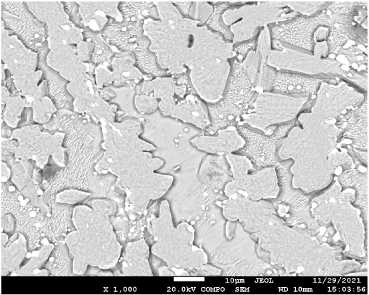
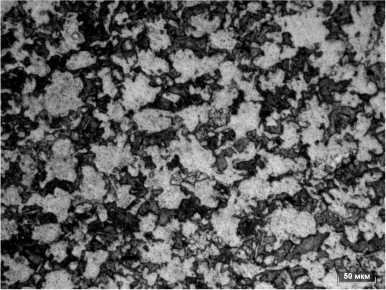
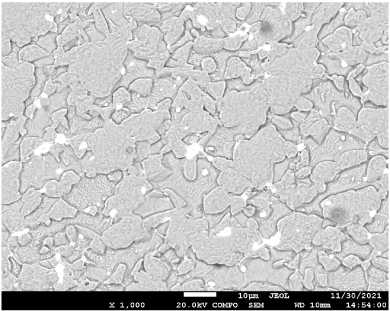
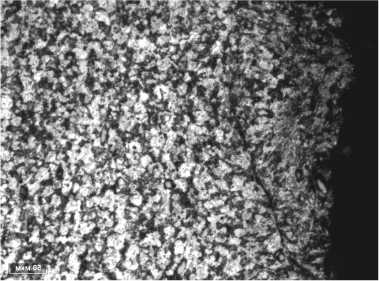
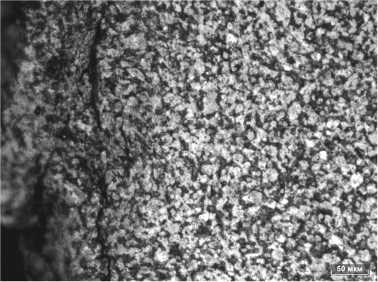
Сплав № 3. Микроструктура сплава № 3 характеризуется зернами с глобулярной формой α- и β-фаз (рис. 6a). На поверхности они могут иметь столбчатую форму (рис. 6b). Микротрещины отсутствуют. Электронные изображения (рис. 7) это подтверждают. Для данного сплава характерно и более равномерное распределение свинцовых включений (рис. 7b).
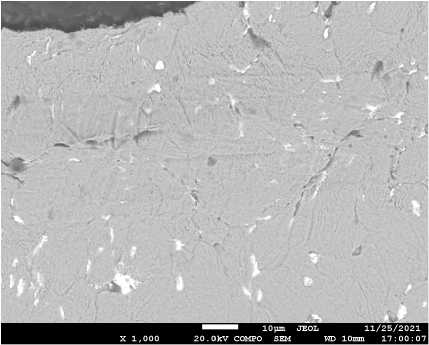
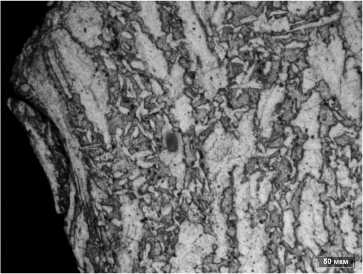
Сплав № 4. Для микроструктуры данного сплава характерна мелкозернистая равноосная структура из преимущественно светлых зерен
а)
b)
а)
Рис. 7. Изображение РЭМ микроструктуры сплава № 3: a - зуб резьбы х 50; b - внутренняя структура зуба резьбы х 1000
Fig. 7. SEM image of the microstructure of alloy no. 3: a - thread tooth х 50; b - the internal structure of the thread tooth х 1000
Рис. 6. Микроструктура сплава № 3 в разных участках: a, b - х 500 Fig. 6. Microstructure of alloy no. 3 in different areas: a, b - х 500
b)
а)
b)
c)
d)
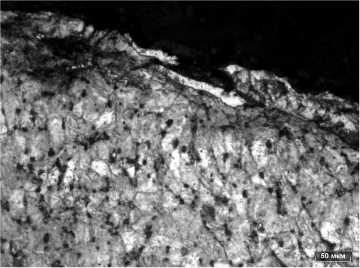
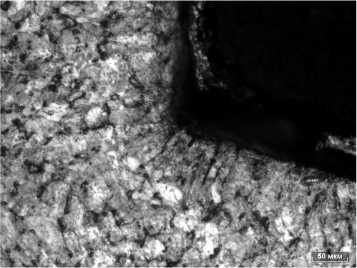
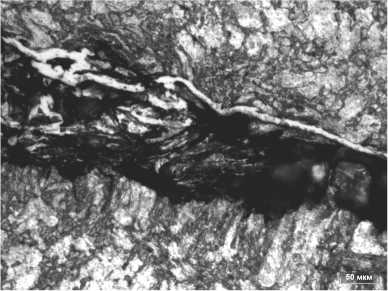
Рис. 8. Микроструктура сплава № 4: a - левый край образца х 500; b - правый край образца х 500; c - нижний край образца х 500; d - распространение трещины от резьбовой впадины в глубь детали х 500
Fig. 8. Microstructure of alloy no. 4: a - left edge of sample х 500; b - right edge of sample х 500; c - lower edge of sample х 500; d - crack propagation from the threaded cavity deep into the part х 500
(рис. 8). Более темная составляющая распол а гается между светлыми зернами в виде тонких прослоек. Трещинообразование шло от впадин на поверхности в глубь изделия (рис. 8c, d), а также развивалось вдоль поверхности дет али (рис. 8a, b).
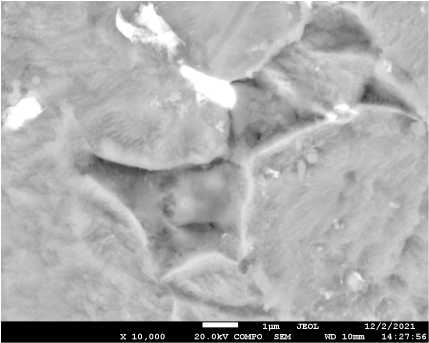
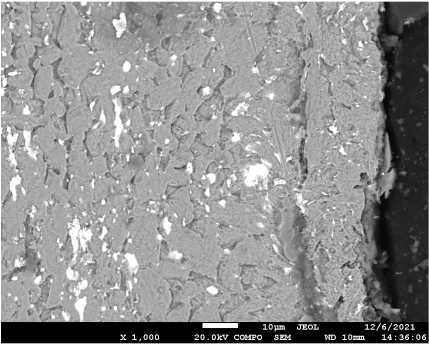
На снимках (рис. 9 a, b), полученных с помощью сканирующего электронного ми к роскопа, подробно представлен путь распр о странения трещины от впадины с поверхн о сти, затем ее ветвление по участкам, где фи к сируются неметаллические включения серого цвета, имеющие удлиненную овальну ю форму либо близкую к прямоугольной (рис. 9c, d). Отчетливо прослеживается разрушение п оверхности крана (рис. 9e, f).
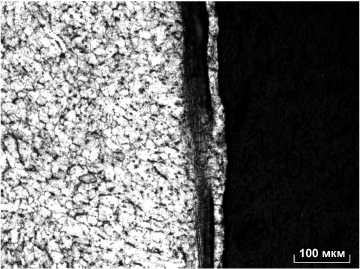
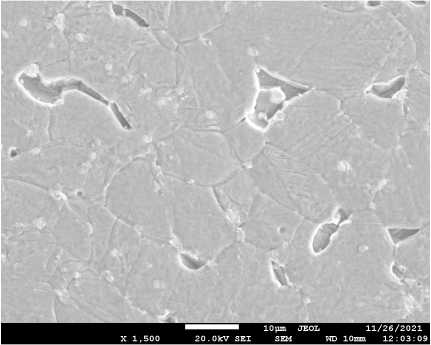
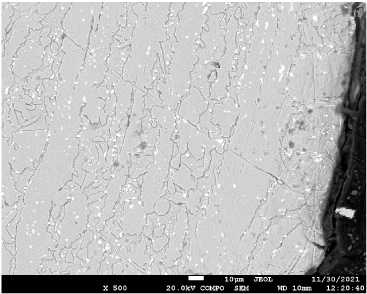
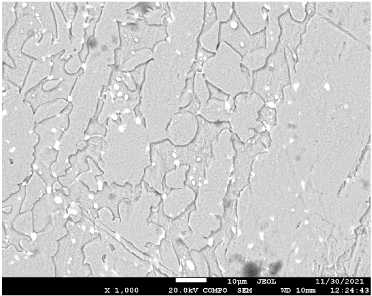
Сплав № 5. Для данного сплава характерна двухфазная α+β-структура (рис. 10). Свинец залегает преимущественно по межфазным α/β-границам (см. рис. 10). Форма его светлых включений заметно отличается от сферической, характерной для литой латуни [5]. Горячая штамповка в процессе изготовления полуфабриката изменила ее до угловатой вытянутой. Α-фаза большей частью характеризу- ется пластинчатой формой (см. рис. 10). Количество β-фазы по визуальной оценке составляет ~ 45 % (см. рис. 10). Характерны угловатые выступы на границе α-зерен, прорастающих в тело зерен β-фазы (см. рис. 10), которая, согласно диаграмме состояния Cu–Zn, для сплава 5 при температурах горячей деформации должна быть преобладающей [7, 10]. В процессе последующего охлаждения штамповок на воздухе до комнатной температуры шло перераспределение количественного состава основных структурных составляющих в сторону уменьшения количества β-фазы, одновременно развивалась рекристаллизация материала.
Дополнительную информацию о роли химического состава изученных латуней в формировании фаз и структурных составляющих дают карты распределения химических элементов, полученные на основе регистрации рентгеноспектрального сигнала при анализе участков поверхности шлифа.
Сплав № 1
Карты распределения элементов по фазам в микроструктуре сплава № 1, приведенные на рис. 11, подтверждают практическое отсутствие
β-фазы в данном сплаве. Основные элементы латуни – медь и цинк, их сигналы распределены равномерно: для удобства чтения медные и цинковые карты на рис. 11 раскрашены в разные цвета (красный и зеленый соответственно). Из остальных составляющих яркие пятна дали свинец (зеленый) и кремний (розовый), причем можно отметить совпадение мест расположения некоторых ярких отражений от этих элементов. Железо (желтый цвет) более однородно распределено по исследуемой площади шлифа, однако и здесь можно увидеть совпадение наиболее ярких сигналов с кремнием (в правой части фото). Возможно, зарегистрировано образование соединений между этими элементами.
а)
b)
c)
d)
e)
Рис. 9. Изображение РЭМ сплава № 4: a, b - трещина во впадине х 500, 1000; c - включения х 10 000; d - россыпь включений под впадиной х 2000; e - отслаивания от поверхности по трещине с неметаллическими включениями х 1000; f - разрушение поверхности образца х 1500
Fig. 9. SEM image of alloy no. 4: a, b - crack in the cavity х 500, 1000; c - inclusions х 10000; d - placer of inclusions under cavity х 2000; e - flaking from the surface along a crack with non-metallic inclusions х 1000; f - destruction of the sample surface х 1500
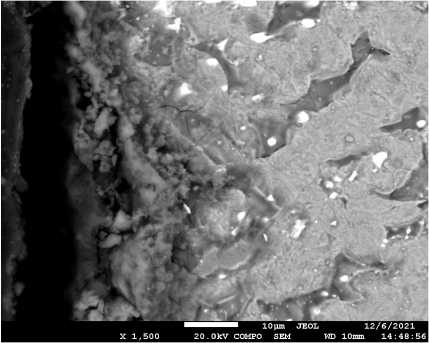
f)
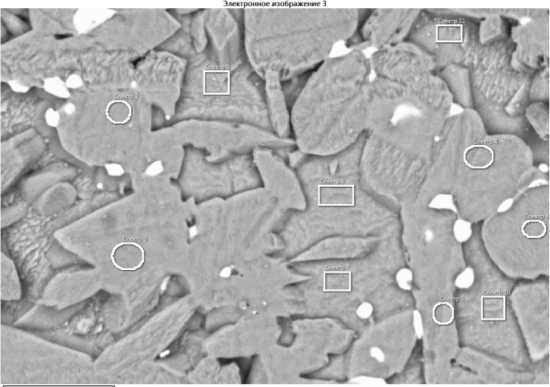
Рис. 10. Изображение РЭМ микроструктуры сплава № 5 х 1000 Fig. 10. SEM image of the microstructure of alloy no. 5 х 1000
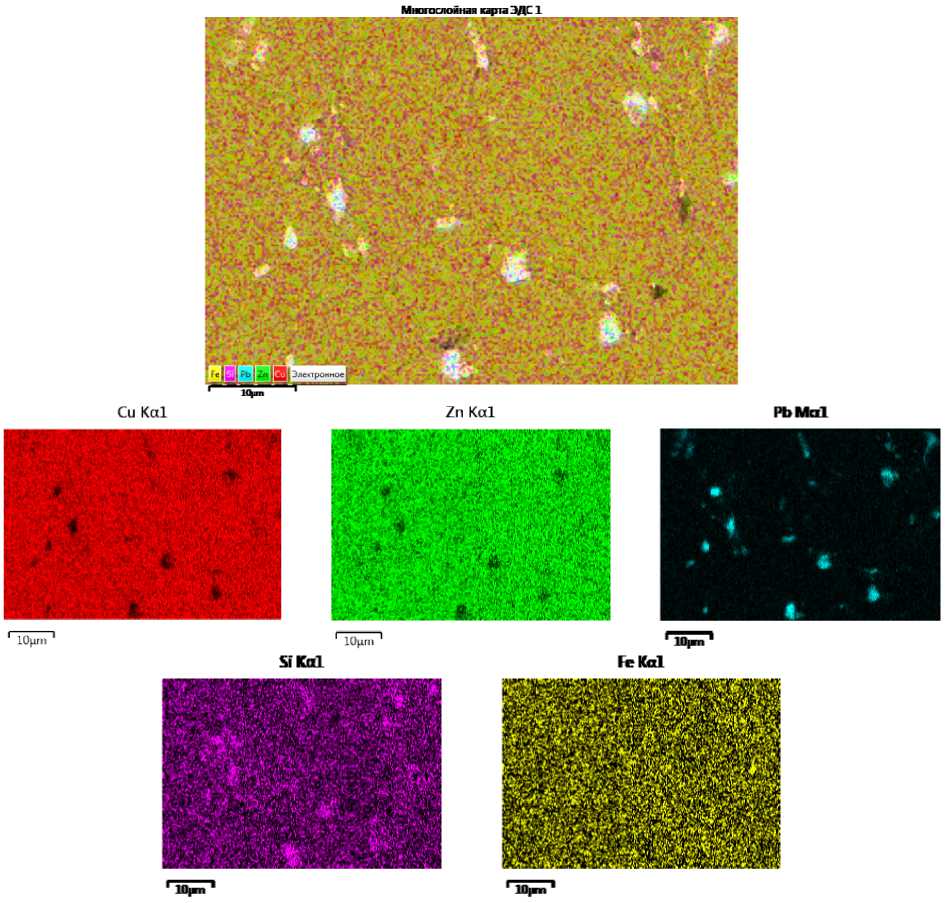
Рис. 11. Карты распределения элементов в микроструктуре сплава № 1
Fig. 11. Maps of the distribution of elements in the microstructure of alloy no.1
Сплав № 2
В отличие от предыдущего сплав № 2, со гласно приведенным выше данным, является двухфазным (α+β). На картах, соответс т вующих Сu и Zn, более темные участ ки чере дуются с более яркими, причем темным уч а сткам на медной карте соответствуют яркие участки на карте цинка (рис. 12). Свинцовые отражения большей частью распределены в темных по меди участках микроструктуры образца (см. рис. 12).
Химический состав отдельных фаз при исследовании сплава № 2 определен локально при анализе участка микрошлифа, указанного на рис. 13. Данные табл. 2 свидетельствуют о перераспределении меди и цинка между α- и β-фазами по сравнению с общим содержанием в сплаве. В α-фазе Cu больше, чем по объему: 62,49 против 56,98 %, а Zn, напротив, меньше – 36,85 против 39,15 %; β-фаза обогащена не только цинком, но и алюминием (0,46 против 0,10 %).
Сплав № 3
Сплав № 3 является двухфазным (рис. 14, 15, табл. 3), при этом α- и β-фазы различаются не только содержанием сплавообразующих элементов (Cu, Zn), но и большим количеством в β-фазе Si, Fe, Pb (см. табл. 3). Последний, судя по микроструктуре, довольно часто фиксируется на межфазной границе.
Сплав № 4
При содержании меди Cu ~ 56 %, а Zn ~ 32 %, согласно равновесной диаграмме Cu–Zn, латунь № 4 должна быть однофазной
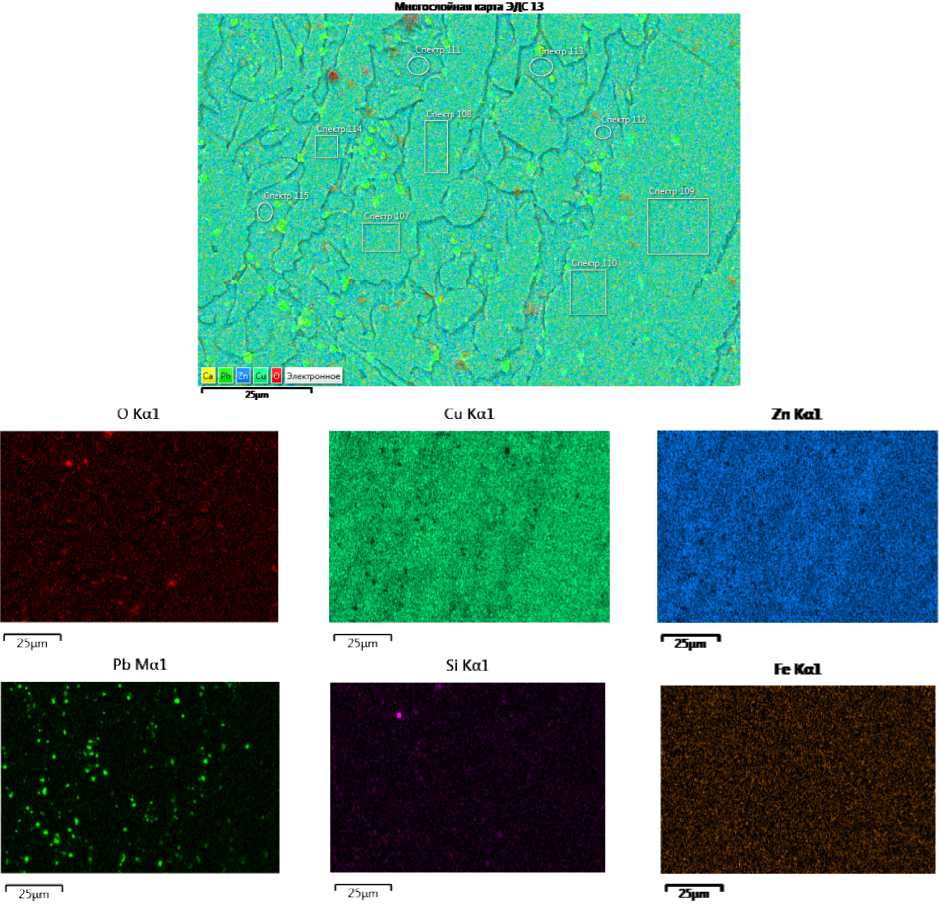
Рис. 12. Карта распределения элементов участка шлифа сплава № 2
Fig. 12. Map of the distribution of elements of the section of the alloy no. 2
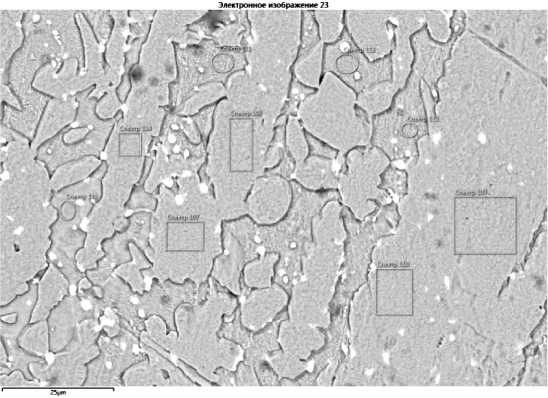
Рис. 13. Изображение РЭМ сплава № 2, указаны участки анализа Fig. 13. SEM image of alloy no. 2. The areas of analysis are indicated
Таблица 2
Элементный состав (масс. %) α- и β-фаз в сплаве № 2, полученный съемкой, рис. 13
Table 2
Elemental composition (wt. %) of α- and β-phases in alloy no. 2, obtained by analyze, Fig. 13
|
Al |
Si |
Fe |
Cu |
Zn |
Sn |
Pb |
|
|
Фаза α |
0,10 |
0,10 |
0,25 |
62,49 |
36,85 |
0,06 |
0,14 |
|
Фаза β |
0,46 |
0,07 |
0,23 |
53,75 |
45,24 |
0,38 |
0,28 |
Электронное изображение 28
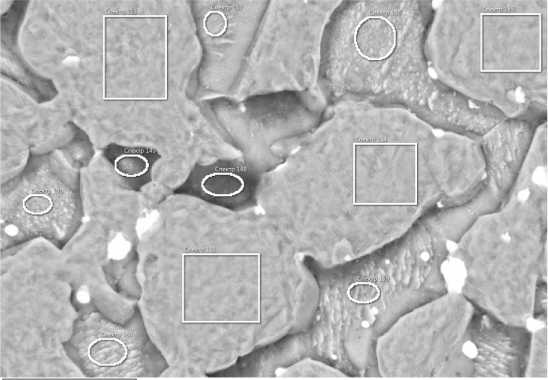
Рис. 14. Изображение РЭМ микроструктуры сплава № 3 с указанием мест сбора спектров
Fig. 14. SEM image of the microstructure of alloy no. 3 with indication of the places of analysis
Таблица 3
Элементный состав (масс. %) α- и β-фаз в сплаве № 3, полученный съемкой с участка рис. 14
Table 3
Elemental composition (wt. %) of α- and β-phases in alloy no. 3, obtained by shooting from the area of Fig. 14
|
Al |
Si |
Cr |
Fe |
Ni |
Cu |
Zn |
Sn |
Pb |
|
|
Фаза β |
0,01 |
0,48 |
0,03 |
0,88 |
0,17 |
53,25 |
43,83 |
0,48 |
0,87 |
|
Фаза α |
0,05 |
0,24 |
0,00 |
0,35 |
0,00 |
62,11 |
36,25 |
0,52 |
0,48 |
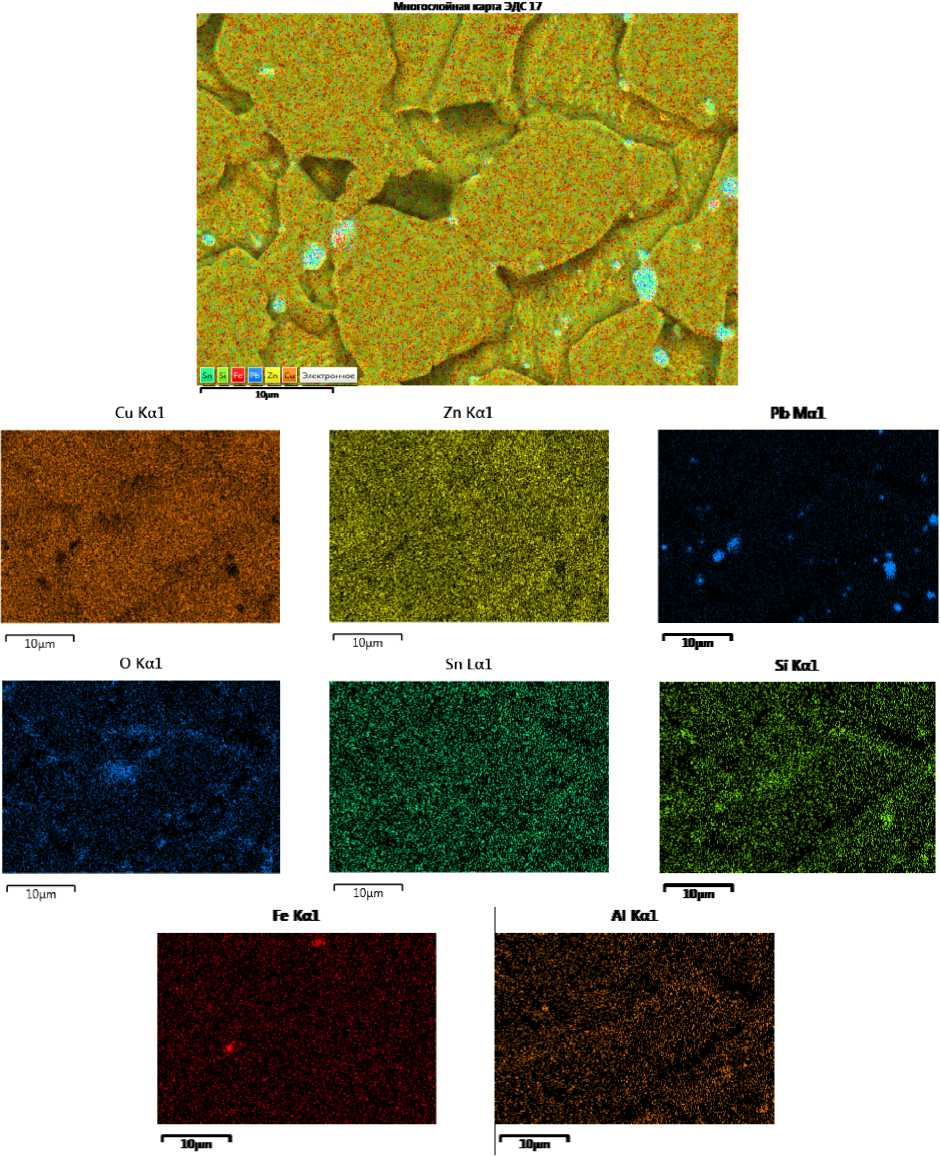
Рис. 15. Карта распределения элементов сплава № 3 на изображении, приведенном на рис. 14
Fig. 15. Distribution map of elements of alloy no. 3 on the SEM image shown in Fig. 14
α-латунью [13]. Однако микроструктура, полученные карты распределения элементов (рис. 16) свидетельствуют об обратном: зерна ~ равноосной формы окрашены в светлые (α) и более темные тона (β). Присутствующие в составе этой латуни Al (~ 0,4 %); Si (0,17 %); Sn (0,61 %); Fe (0,45 %) дают более отчетли- вые отражения на элементной карте по темным зернам β-фазы (см. рис. 16). Неметаллические включения встречаются в виде соединений железа, кремния, алюминия, а также оксидов кремния, окрашенных на карте в красные тона (см. рис. 16).
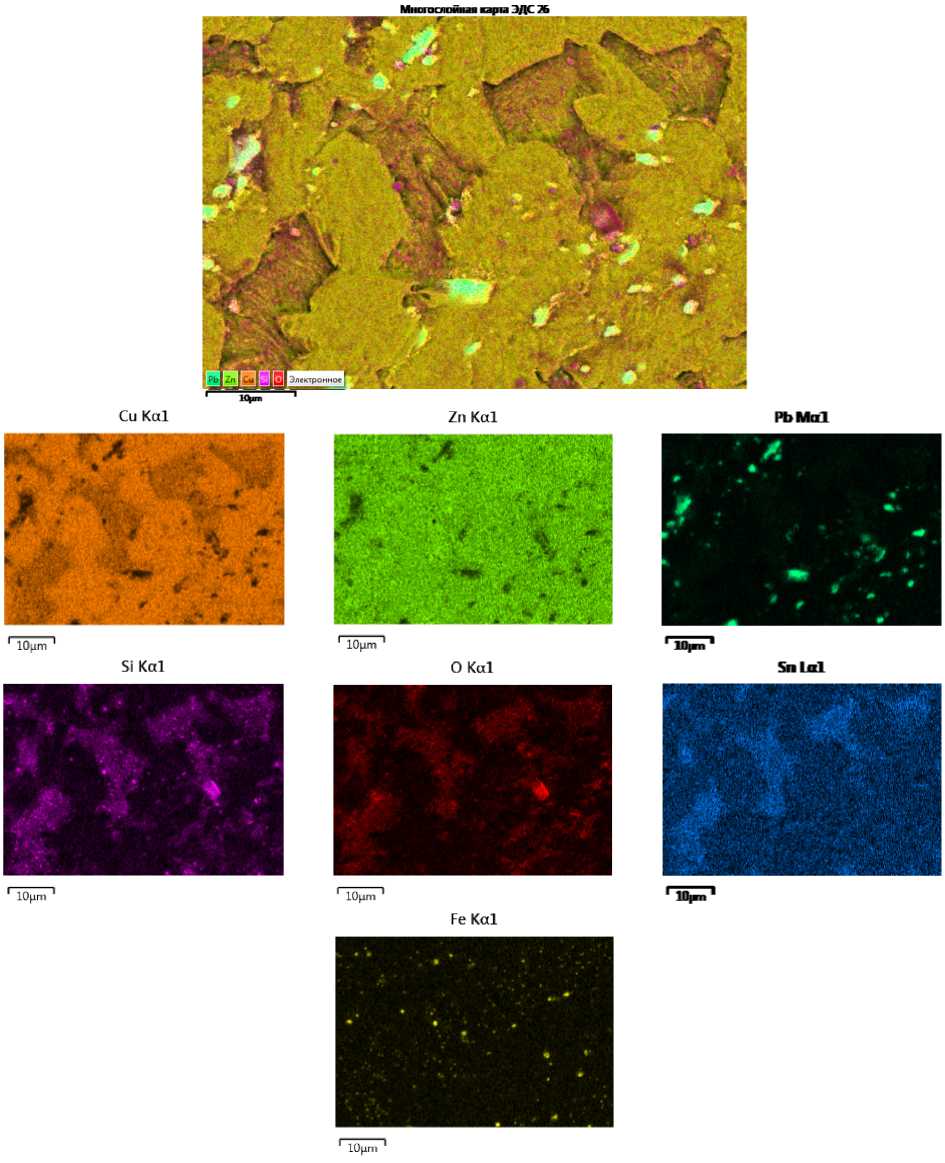
Рис. 16. Карта распределения элементов в сплаве № 4
Fig. 16. Map of the distribution of elements in alloy no. 4
Сплав № 5
Химический состав отдельных фаз при исследовании сплава № 5 определен локально при анализе участка микрошлифа, указанного на рис. 17, и приведен в табл. 4. В сплаве № 5 распределение примесей между основными фазами тоже неодинаково. Железо, олово преимущественно растворяются в β-зернах: железо с кремнием согласно картам их распределения могут образовывать между собой соединения. Кремний встречается как в α-, так и в β-фазе. Естественно, это должно способствовать увеличению их твердости.
Приведенные в табл. 5 значения микро-
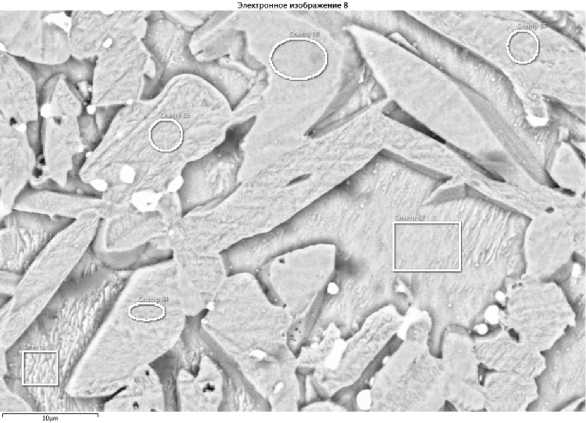
Рис. 17. Участки анализа и номера спектров микрорентгеноспектрального анализа указаны светлыми овалами и прямоугольниками, соответствующими α- и β-фазам в сплаве 5 (в центре самой тонкой части образца на рис. 1) Fig. 17. The areas of analysis and the numbers of the X-ray microanalysis spectra are indicated by light ovals and rectangles corresponding to the α- and β-phases in alloy 5 (in the center of the thinnest part of the sample in Fig. 1)
Таблица 4
Элементный состав (% масс.) α- и β-фаз в микроструктуре на рис. 17
Table 4
Elemental composition (% wt.) of α- and β-phases in the microstructure in Fig. 17
|
Al |
Si |
Fe |
Cu |
Zn |
Sn |
Pb |
|
|
Фаза α |
0,14 |
0,41 |
0,58 |
61,49 |
36,70 |
0,40 |
0,29 |
|
Фаза β |
0,00 |
0,33 |
0,83 |
52,98 |
44,42 |
0,57 |
0,89 |
Таблица 5
Микротвердость фаз в сплавах (HV 10-1, МПа)
Table 5
Microhardness of phases in alloys (HV 10-1, MPa)
|
№ сплава |
Фаза α |
Фаза β |
|
1 |
193,8 |
– |
|
2 |
179,6 |
252,6 |
|
3 |
206,3 |
213,0 |
|
4 |
196,4 |
245.4 |
|
5 |
147,6 |
177,8 |
Таблица 6
Соотношение фаз по данным рентгеноструктурного анализа, %
Table 6
Phase ratio according to X-ray diffraction analysis, % твердости для латуни № 5 заметно ниже по сравнению с другими сплавами: α-фаза – 147,6 против 179–206; β-фаза – 177,8 против 211–250 [14]. При этом по результатам количественно-
го рентгеноструктурного анализа (табл. 6) соотношение структурных составляющих в сплаве № 5 – α-фаза : β-фаза : Pb = 39,5 : 59,5 : 1,02, что позволяет считать исследуемую латунь в
Заключение
Влияние исследованных вариаций химического состава ЛС59-1 относительно марочного на качество готовой продукции (в первую очередь на трещиностойкость) существенно. В зависимости от химического состава структура материала меняется от однофазной (α-фаза в сплаве № 1) до двухфазной (α+β) – в остальных сплавах (№ 2–5), где максимум количества второй более твердой фазы может достигать ~ 60 %. При этом легкоплавкий свинец в α-латуни (сплав № 1) распределяется в основном по границам зерен α-фазы, осложняя процесс горячего деформирования при изготовлении крана. В готовой продукции из сплава № 1 отмечается множество микропор, микротрещин, обусловленных частицами свинца, а также неметаллическими включениями, образованными примесями Si, Fe, Al. В двухфазных сплавах свинец фиксируется либо внутри зерен β-фазы, либо на межфазной границе α/β в результате α↔β перехода, реализующегося в процессе горячего деформирования.
Примеси Sn, Al, Si, Ni (каждого элемента < 1 %) растворяются в α- и β-фазах, упрочняют их и сдвигают межфазную границу на равновесной диаграмме Cu–Zn влево по концентрационной оси. При этом распределение указанных элементов между основными фазами неоднородно: преимущественно они присутствуют в β-фазе. Кроме того, железо и кремний могут образовывать химические соединения. Заметное количество трещин, образовавшихся в поверхностных и подповерхностных объемах, отмечено в кранах из сплава № 4 с наиболее высоким содержанием свинца, кремния и алюминия. В сплавах № 3, 5 трещины не зафиксированы.
Общая твердость (прочность) материала определяется твердостью ее структурных составляющих и их количественным соотношением. Сравнительно низкие значения микротвердости основных фаз при количественном соотношении 40 : 60 для α- и β-фаз характерно для сплава № 5, где в кранах не отмечено трещинообразование.
Полученные данные в настоящей работе могут быть использованы в практике в целях повышения качества готовой продукции и улучшения экономических показателей предприятия.
Список литературы Влияние химического состава латуни типа ЛС59-1 на качество водозапорных изделий
- ГОСТ 15527–2004. Сплавы медно-цинковые (латуни), обрабатываемые давлением. Введ. 2005-07-01. М.: ИПК Изд-во стандартов, 2004. 11 с.
- Диаграммы состояния двойных металлических систем: справ.: в 3 т. / под общ. ред. Н.П. Лякишева. М.: Машиностроение, 1997. Т. 2. 1024 с.
- Двойные и многокомпонентные системы на основе меди: справ. / М.Е. Дриц, Н.Р. Бочвар, Л.С. Гузей и др. М.: Наука, 1979. 218 с.
- ГОСТ Р 52597–2006. Прутки латунные для обработки резанием на автоматах. Введ. 2008-01-01. М.: Росстандарт России: ФГУП «Стандартинформ», 2007. 23 с.
- Изучение влияния технологических условий изготовления латунных водозапорных устройств на качество готовых изделий / Д.О. Левин, А.В. Сулицин, Н.Т. Карева, Д.М. Галимов // Вестник ЮУрГУ. Серия «Металлургия». 2022. Т. 22, № 3. С. 28–47. DOI: 10.14529/met220303
- Промышленные цветные металлы и сплавы: справ. / под общ. ред. А.П. Смирягина. М.: Металлургия, 1974. 488 с.
- Цветные металлы и сплавы. Композиционные металлические материалы. Машиностроение. Энциклопедия в сорока томах. Раздел II. Материалы в машиностроении. Т. II-3 / под ред. И.Н. Фридляндера. М.: Машиностроение, 2001. 870 с.
- Мальцев М.В., Барсукова Т.А., Борин Ф.А. Металлография цветных металлов и сплавов. М.: Гос. науч.-техн. изд-во лит. по чер. и цвет. металлургии, 1960. 372 с.
- Конструкционные материалы: справ. / Б.Н. Арзамасов, И.А. Бронстрем, Н.А. Буше и др.; под общ. ред. Б.Н. Арзамасова. М.: Машиностроение, 1990. 688 с.
- Крумнакер М., Сэллер К., Пиш Г. Вторичное выделение β-фазы в латуни // Металловедение цветных металлов и сплавов. Опыт металлургов ГДР: сб. М.: Металлургия, 1989. С. 35–42.
- Крижижановская М.Г., Фирсова В.А., Бубнова Р.С. Применение метода Ритвельда для решения задач порошковой металлургии: учеб. пособие. СПб.: Санкт-Петербургский университет, 2016. 66 с.
- Захаров А.В. Промышленные сплавы цветных металлов. М.: Металлургия, 1980. 255 с.
- Осинцев О.С., Федоров В.Н. Медь и медные сплавы. Отечественные и зарубежные марки: справ. Изд. 2-е перераб. и доп. М.: Инновационное машиностроение, 2016. 360 с.
- Study on the Effect of Production Parameters and Raw Materials Used on the Mechanical Properties of Leaded Brass (CuZn40Pb2) Alloy / A. Fadhil, T. Enab, M. Samuel et al. // World Journal of Engineering and Technology. 2017. Vol. 5. P. 340–349. DOI: 10.4236/wjet.2017.52028
- Проблемы производства изделий из свинцовых латуней / Брусницын С.В, Ивкин М.О. // Теория и технология металлургического производства. 2013. № 1 (13). URL: https://cyberleninka.ru/article/n/problemy-proizvodstva-izdeliy-iz-svintsovyh-latuney (дата обращения: 29.08.2022).
