Влияние химического состава основного металла на вязкие свойства зоны термического влияния электросварных труб большого диаметра

Автор: Худяков Артем Олегович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 3 т.14, 2014 года.
Бесплатный доступ
Раскрыта проблема снижения вязких свойств в зоне термического влияния сварных соединений толстостенных труб. Наибольший провал вязких свойств наблюдается в области крупного зерна зоны термического влияния, непосредственно прилегающей к линии сплавления. Это связано со значительными структурными изменениями в данной области сварного соединения.Показано, что с увеличением толщины стенки свариваемых труб неизбежно происходит рост погонной энергии сварки, соответственно, происходит падение скорости охлаждения после сварки. Так, при сварке труб с толщиной стенки свыше 23 мм скорость охлаждения падает ниже 10 °С/с, что привоит к сильному охрупчиванию зоны термического влияния заводских сварных соединений. Таким образом, для обеспечения эксплуатационной надежности толстостенных труб большого диаметра необходимо внести кардинальные изменения в технологию сварки, позволяющие существенно снизить погонную энергию, или разработать химический состав основного металла, менее чувствительного к термическому циклу сварки.Проанализировано влияние отдельных химических элементов на прочностные свойства основного металла высокопрочных трубных сталей и на вязкие свойства в зоне термического влияния (ЗТВ). Показано негативное влияние кремния и молибдена на вязкие свойства в ЗТВ. Дополнительное легирование стали ванадием также приводит к значительному охрупчиванию области крупного зерна ЗТВ.Для достижения высоких вязких свойств сварных соединений труб большого диаметра необходимо: исключить ванадий из химического состава стали; снизить содержание кремния до уровня 0,1 %; легирование молибденом должно осуществляться на минимальном уровне для достижения требуемых прочностных свойств.
Вязкость, зона термического влияния, скорость охлаждения, погонная энергия сварки
Короткий адрес: https://sciup.org/147156886
IDR: 147156886 | УДК: 621.791.011
Effect of base metal composition on toughness in a heat-affected zone of large diameter welded linepipes
The problem of toughness in a heat affected zone of welded joints of submerged arc welded pipes with high wall thickness is discussed in this article. The greatest toughness failure was observed in coarse grains of the heat affected zone (CGHAZ) adjacent to the fusion line. This is due to significant structural changes in the welded joint area.It is shown that an increase of the welded pipes wall thickness inevitably leads to the increase of the weldingheat input and the decrease of the post welding cooling rate. Thus, during welding of pipes with wall thickness more than 23 mm the cooling rate decreases to 10 °C/s leading to severe CGHAZ embrittlement. Thus, to ensure the operational reliability of thick-walled large diameter pipes it is necessary to make fundamental changes in the welding technology which help significantly reduce the heat input or develop the chemical composition of the base metal which is less sensitive to the welding thermal cycle.The article describes the effect of separate chemical elements on toughness in the heat affected zone of SAW-welded large-diameter linepipes. The negative effect of silicon and molybdenum on HAZ ductile properties was shown. Additional steel alloying by the use of vanadium also leads to significant embrittlement in HAZ coarse grains. To achieve high toughness of welded joints in large diameter pipes it is necessary to eliminate vanadium from the chemical composition of steel and to reduce the silicon content to about 0.1 %. Molybdenum alloying should be performed at a minimum level to achieve desired strength properties.
Текст научной статьи Влияние химического состава основного металла на вязкие свойства зоны термического влияния электросварных труб большого диаметра
Современный уровень развития металлург и ческой промышленности позволяет производить металлопродукцию с уникальным комплексом механических и эксплуатационных свойств. С о временный металл для производства труб нефтег а зового сортамента имеет высокие показатели прочности (до 700 Н/мм2 и более), пластичности (δ>20 %), ударной вязкости (300 Дж/см 2 и более) и хладостойкости до –60 °С [1].
Известно, что основной проблемой изготовления сварной конструкции с точки зрения экс- плуатационной надежности сварных соединений является поведение металла в зоне термического влияния (ЗТВ). Как показывает практика эксплуатации конструкций и результаты испытаний сварных соединений, металл ЗТВ подвержен разрушению больше, чем основной металл трубы.
Сварное соединение обладает ярко выраженной структурной, а следовательно, и механической неоднородностью (рис. 1). При очень высоких значениях вязких свойств основного металла (CTOD ≥ 1 мм) и литого металла сварного шва
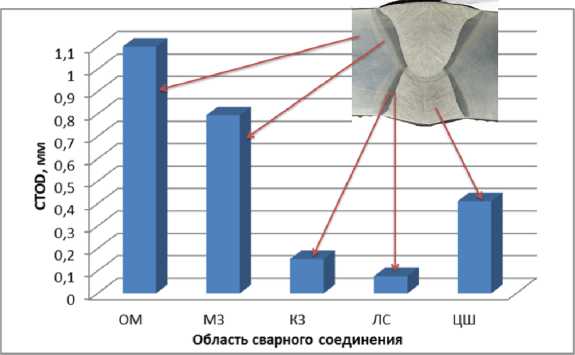
Рис. 1. Механическая неоднородность сварных соединений труб большого диаметра
(CTOD > 0,4 мм) уровень вязких свойств области ЗТВ, непосредственно прилегающей к сварному шву, т. е. области крупного зерна ЗТВ очень мал (CTOD < 0,1 мм). Это связано с наибольшими структурными изменениями, происходящим и в зоне, нагреваемой выше температуры начала и нтенсивного роста аустенита.
Трубы большого диаметра производятся из толстолистового проката, выполнение продольных сварн ых швов выполняется с помощью многод у говой сварки под слоем флюса с использованием до 5 электродов.
Особенность производства заключается в том, что сварку выполняют по Х- образной разделке по предварительно сваренному электродуговой сва ркой в среде защитного газа «технологическому шву». При этом нормативно- техническая докуме нтация обязывает производителя при выполнении наружного шва обеспечить переплавление техн о логического шва. Обязательными условиями я в ляются также ограничения по ширине и усил ению сварного шва. Таким образом, при выполн е нии продольного шва все производители выпо л няют задачу с одинаковыми граничными усл о-виями[2]:
– заполнение разделки;
– обеспечение требуемой глубины проплавл е ния с целью полного переплавления технологич еского шва;
– обеспечение требуемой геометрии сварного соединения.
Погонная энергия сварки или тепловложение является интегральной характеристикой режима сварки и определяется из выражения:
Е = q, Дж/мм , v где v – скорость сварки; q – эффективная тепловая мощность сварочного процесса.
Эффективная тепловая мощность сварочного процесса определяется по формуле q=nX( Iсвид),Дж, где Iсв – сварочный ток; Uд – напряжение на дуге; η – эффективный КПД.
Для автоматической сварки под слоем флюса принимают η = 0,95.
С увеличением толщины стенки свариваемых труб необходимо обеспечить более глубокое проплавление и заполнение большего пространства разделки кромок, что неизбежно ведет к повышению погонной энергии сварки. Зависимость применяемой погонной энергии сварки от толщины стенки приведена на рис. 2.
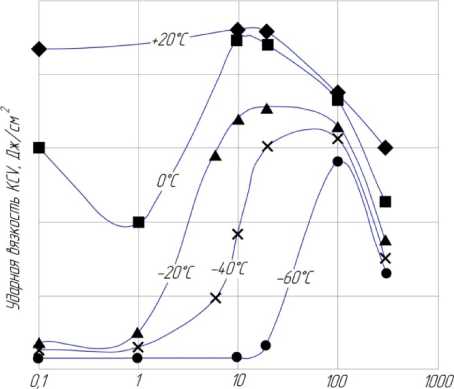
Оценка влияния термического воздействия сварки на структуру и механические свойства металла ЗТВ основана на моделировании термических циклов сварки. Исследования проводятся с нагрева образцов до температур, характерных для максимальных температур нагрева ЗТВ при сварке (1300–1350 °С), при изменении скоростей охлаждения в диапазоне соответствующих различным режимам сварки (0,1–300 °С/с). Для оценки охрупчивания стали после сварки проводят испытания образцов на ударный изгиб, нагретых до температур 1300–1350 °С, с последующим охлаждением с различными скоростями. В результате испытаний строится зависимость ударной вязкости от скорости охлаждения (рис. 3).
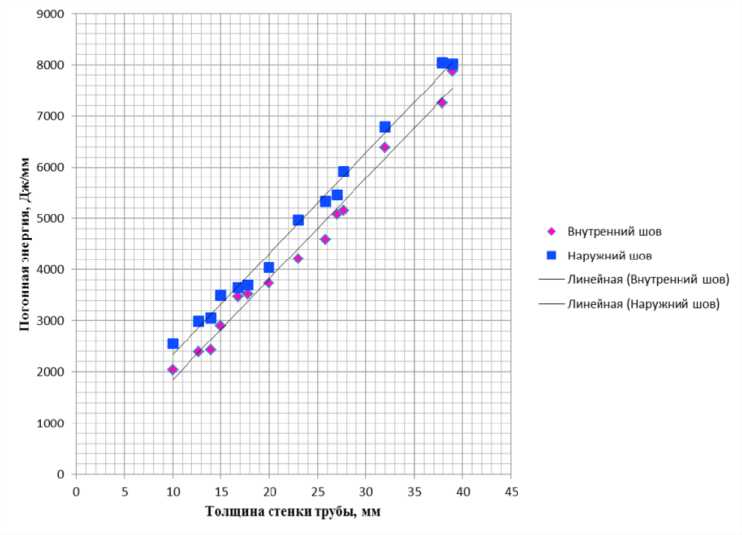
Рис. 2. Зависимость погонной энергии сварки от толщины стенки свариваемых труб
Скорость охлаждения (800/500‘С), вС/сек
Рис. 3. Зависимость ударной вязкости от скорости охлаждения ЗТВ
Многочисленные испытания образцов с им и тированными циклами сварки показывают, что при снижении скорости охлаждения ниже 10 °С происходит резкое снижение вязких свойств ЗТВ сварн ых соединений труб большого диаметра.
Скорость охлаждения ЗТВ сварных соедин е ний в реальных условиях напрямую зависит от погонной энергии сварки. Таким образом, с увел и чением толщины стенки труб в результате увел и чения погонной энергии сварки происходит сни жение скорости охлаждения ЗТВ (рис . 4)
Из приведенных данных видно, что при ув е личении толщины стенки труб свыше 23 мм ск о рость охлаждения опускается ниже 10 °С, следова тельно, происходит резкое снижение вязких свойств в ЗТВ.
Исходя из вышесказанного, следует, что для обеспечения эксплуатационной надежности толстостенных труб большого диаметра необходимо вносить кардинальные изменения в технологию сварки, позволяющие существенно снизить погонную энергию, или разработать химический состав основного металла, менее чувствительного к термическому циклу сварки.
С целью разработки химического состава стали, обладающей высокими вязкими свойствами, в ЗТВ после сварки был выполнен эксперимент по оценке влияния различных легирующих элементов на вязкие свойства в ЗТВ сварных соединений труб большого диаметра. В ходе выполнения эксперимента было выплавлено четырнадцать сталей с различным химическим составом. Химический состав сталей представлен в таблице. Химический состав выбирался таким образом, чтобы оценить влияние отдельных химических элементов. Содержание микролегирующих элементов во всех сталях одинаково: Nb – 0,04 % и Ti – 0,01 % [3].
Из выплавленных сталей были прокатаны полосы толщиной 30 мм по режимам контролируемой прокатки. Затем была произведена сварка этих пластин с погонной энергией 6,5–7,0 кДж/мм, после чего произведена оценка механических свойств основного металла и сварного соединения. Результаты испытаний на растяжение цилиндрических образцов, вырезанных поперек направления прокатки, представлены на рис. 5.
Значительного различия предела текучести у обыкновенной стали А и стали Б со сниженным содержанием кремния не наблюдается, хотя снижение содержания кремния привело к снижению временного сопротивления. Снижение содержания углерода с 0,09 до 0,06 % привело к падению временного сопротивления ниже минимального тре-
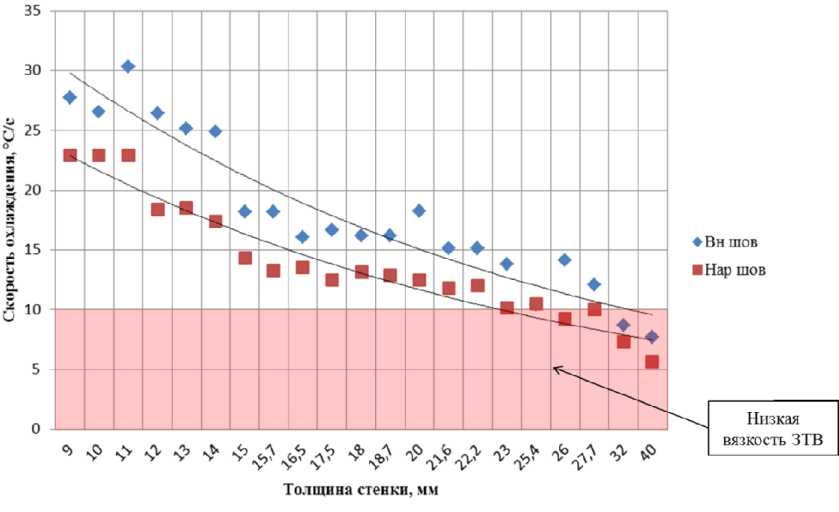
Рис. 4. Зависимость скорости охлаждения ЗТВ от толщины стенки свариваемых труб
Химический состав сталей, выплавленных в ходе эксперимента
|
Сталь |
Содержание х имических элементов , % |
||||||||
|
C |
Si |
Mn |
Cu |
Cr |
Ni |
Mo |
CE(IIW) |
Pcm |
|
|
А |
0,09 |
0,3 |
1,6 |
– |
– |
– |
– |
0,38 |
0,19 |
|
Б |
0,09 |
0,1 |
1,6 |
– |
– |
– |
– |
0,37 |
0,17 |
|
В |
0,06 |
0,1 |
1,6 |
– |
– |
– |
– |
0,34 |
0,15 |
|
Г |
0,06 |
0,1 |
1,6 |
0,20 |
– |
0,25 |
– |
0,37 |
0,16 |
|
Д |
0,06 |
0,1 |
1,6 |
0,40 |
– |
0,50 |
– |
0,41 |
0,18 |
|
Е |
0,06 |
0,1 |
1,6 |
– |
0,20 |
– |
– |
0,37 |
0,15 |
|
Ж |
0,06 |
0,1 |
1,6 |
– |
0,30 |
– |
– |
0,39 |
0,16 |
|
З |
0,06 |
0,1 |
1,6 |
0,20 |
0,30 |
0,25 |
– |
0,42 |
0,17 |
|
И |
0,06 |
0,1 |
1,8 |
– |
– |
– |
– |
0,38 |
0,16 |
|
К |
0,06 |
0,1 |
1,8 |
0,12 |
– |
0,17 |
– |
0,40 |
0,17 |
|
Л |
0,06 |
0,3 |
1,8 |
0,21 |
– |
0,24 |
– |
0,42 |
0,18 |
|
М |
0,06 |
0,1 |
1,8 |
0,12 |
– |
0,17 |
0,15 |
0,40 |
0,17 |
|
Н |
0,06 |
0,1 |
1,8 |
– |
0,20 |
– |
0,11 |
0,42 |
0,17 |
|
П |
0,04 |
0,1 |
1,7 |
0,21 |
– |
0,26 |
– |
0,38 |
0,15 |
|
Р |
0,04 |
0,1 |
2 |
0,12 |
– |
0,18 |
0,16 |
0,45 |
0,17 |
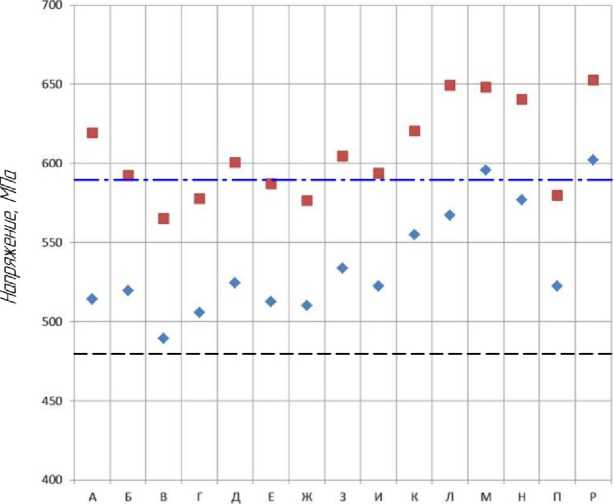
Временное сопротивление
♦ Предел текучести
----Минимальный предел текучести для стали К60
---Минимальное Временное сопротивление для стали К60
Рис. 5. Предел текучести и временное сопротивление листов из сталей, выплавленных в ходе эксперимента буемого значения для стали К60. Потерю прочности можно компенсировать за счет добавок меди и никеля в химический состав стали, что показано результатами испытаний сталей Г и Д. Также повышение прочностных свойств может быть достигнуто за счет добавления хрома (стали Е и Ж). Достижение требуемых прочностных свойств для стали класса прочности К60 может быть достигнуто совместным легированием никелем, медью и хромом (сталь З). Также значительно увеличить прочностные свойства стали можно за счет увеличения содержания марганца до 1,8 % (стали И и К). Незначительное содержание молибдена в химическом составе стали (порядка 0,15 %) приводит к существенному повышению как предела текучести, так и временного сопротивления (стали М и Н).
Рассмотрен вариант снижения содержания углерода до уровня 0,04 % (стали П и Р). В случае стали П, не содержащей молибдена, произошло существенное снижение прочностных свойств.
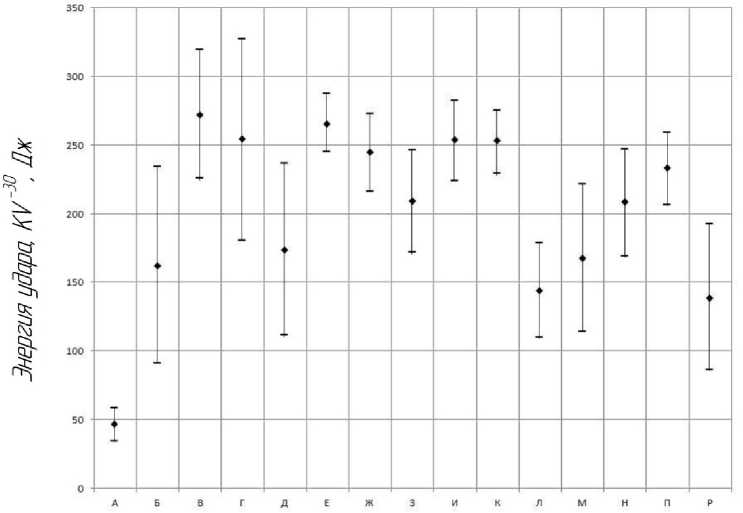
Рис. 6. Ударная вязкость образцов с надрезом 50/50 по линии сплавления сварных соединений экспериментальных сталей
В стали Р с повышенным до 2,0 % содержанием марганца и легированной медью, никелем и молибденом достигнуты прочностные свойства уровня стали М.
Средние значения ударной вязкости ЗТВ сварных соединений экспериментальных сталей при температуре испытаний –30 °С представлены на рис. 6.
Наименьшей ударной вязкостью ЗТВ обладает сталь А, не оптимизированная для конструкций, эксплуатируемых при низких температурах, с содержанием углерода 0,09 % и кремния 0,03 %. Снижение содержания кремния приводит к существенному повышению вязких свойств ЗТВ (сталь А). Еще большее повышение ударной вязкости наблюдается при снижении содержания углерода до 0,06 % (сталь В). Результаты испытаний стали Г показывают, что небольшие добавки меди и никеля не приводят к существенному снижению среднего значения ударной вязкости в ЗТВ сварных соединений. Большие добавки меди и никеля могут привести к снижению ударной вязкости (сталь Д). Стали И и К показывают, что увеличение содержания марганца до уровня 1,8 % не оказывает негативного влияния на вязкие свойства ЗТВ сварных соединений. Дополнительное легирование сталей молибденом (стали М и Р) приводит к сильному снижению вязких свойств ЗТВ сварных соединений.
Оценка влияния ванадия на вязкие свойства ЗТВ сварных соединений труб большого диаметра приведена в [2]. Авторы проводили эксперименты на двух сталях класса прочности К60, микролеги-рованных ниобием и ниобием и ванадием.
Введение в ниобийсодержащую сталь ванадия приводит к снижению устойчивости аустенита в результате смещения всей термокинетической диаграммы в сторону больших скоростей охлаждения. При наличии температурно-временных условий микролегирующие элементы Nb и V могут вывести из твердого раствора и связать в стойкие карбиды около 0,01–0,02 % углерода. Причем коэффициент активности ванадия почти в два раза выше коэфициента активности ниобия (kNb = 0,59; kv = 1,1). Таким образом, введение в ниобийсодержащую сталь ванадия приводит к выделению карбидной фазы и обеднению твердого раствора по углероду, что в свою очередь вызывает снижение устойчивости аустенита.
Для оценки вязких свойств ЗТВ исследуемых сталей использовали образцы с имитированными термическими циклами сварки. Наблюдаются существенные отличия вязких свойств исследуемых сталей. Уровень вязких свойств в ЗТВ у стали, легированной Nb +V, значительно ниже, чем у стали, легированной Nb, при этом область оптимальных скоростей охлаждения смещена в сторону более высоких скоростей охлаждения, что неблагоприятно для сварки толстостенных труб.
Заключение
Сварные соединения труб большого диаметра обладают значительной неоднородностью вязких свойств. Наибольший провал вязких свойств наблюдается в области крупного зерна ЗТВ, что связано со значительными структурными изменениями в данной области сварного соединения.
Вязкость области крупного зерна ЗТВ зависит от скорости охлаждения после сварки. Наблюдается резкое снижение вязких свойств в этой области с понижением скорости охлаждения ниже 10 °С. При сварке труб с толщиной стенки свыше 23 мм скорость охлаждения ЗТВ опускается ниже критической, что приводит к существенному охрупчиванию ЗТВ, и, следовательно, к снижению эксплуатационной надежности труб большого диаметра.
Проведенные исследования показали, что вязкие свойства ЗТВ сварных соединений труб большого диаметра зависят от химического состава основного металла труб. С целью разработки химического состава стали, менее чувствительной к термическому циклу сварки, обладающей довольно высокими вязкими свойствами в ЗТВ, были проведены исследования по оценке влияния отдельных химических элементов на ударную вязкость сварных соединений. Показано негативное влияние кремния и молибдена на вязкие свойства в ЗТВ. Дополнительное легирование стали ванадием также приводит к значительному охрупчиванию области крупного зерна ЗТВ.
Для достижения высоких вязких свойств сварных соединений труб большого диаметра необходимо:
– исключить ванадий из химического состава стали;
– снизить содержание кремния до уровня 0,1 %;
– легирование молибденом должно осуществляться на минимальном уровне для достижения требуемых прочностных свойств.
Список литературы Влияние химического состава основного металла на вязкие свойства зоны термического влияния электросварных труб большого диаметра
- Особенности многоэлектродной сварки под слоем флюса при производстве высокопрочных толстостенных труб/А.Н. Борцов, И.П. Шабалов, А.А. Величко и др.//Металлург. -2013. -№ 4. -С. 69-76.
- Сравнение свариваемости высокопрочных трубных сталей, микролегированных ниобием, ниобием и ванадием/А.В. Назаров, Е.В. Якушев, И.П. Шабалов и др.//Металлург. -2013. -№ 10. -С. 56-61.
- Effect of base metal composition on the toughness in the heat affected zone of DSAW-welded largediameter linepipes/C. Stallybrass, O. Dmitrieva, J. Schroder, A. Liessem//Ostend, 6th International Pipeline Technology Conference. -2013. -Paper no. S26-02.
