Влияние химической и физической неоднородности слитка массой 24,2 т стали 38ХН3МФА на механические свойства трубных заготовок

Автор: Руцкий Д.В., Зюбан Н.А., Гаманюк С.Б., Посламовская Ю.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
Проведено исследование ликвационной и физической неоднородности крупного кузнечного слитка конструкционной стали. Определены механические свойства и химический состав металла на различных участках длинномерных заготовок. На поковках типа труб и валов наблюдается большая разница в содержании углерода по концам заготовок, обусловленная объемной ликвацией элементов в исходном слитке. Это различие в содержании углерода значительно осложняет выбор режима термической обработки, в частности, температуры отпуска, и затрудняет получение равных и стабильных значений механических свойств по длине готового изделия.
Слиток, поковка, неоднородность, кристаллизация
Короткий адрес: https://sciup.org/148198972
IDR: 148198972 | УДК: 621.73-412.004.12
Influence of chemical and physical heterogeneity of the ingot in weight 24,2 t from steel 38ХН3МФА on mechanical properties of tubular billets
It is carried out the research of liquation and physical heterogeneity in large forge ingot from construc-tional steel. Mechanical properties and a chemical compound of metal on various sites of lengthy billets are certain. On forgings of pipe and shaft types the greater difference in the carbon contents on the ends of the billets, caused by volumetric liquation of elements in initial ingot is observed. This distinction in the carbon contents considerably complicates the choice of thermal processing mode, in particular, of temper temperatures, and reception of equal and stable values of mechanical properties during the length of finished products.
Текст научной статьи Влияние химической и физической неоднородности слитка массой 24,2 т стали 38ХН3МФА на механические свойства трубных заготовок
Посламовская Юлия Александровна, кандидат технических наук, доцент кафедры «Технология материалов»
Для изучения химической и физической неоднородности был вырезан продольный темплет из кузнечного слитка массой 24,2 т стали 38ХН3МФА, который является исходной заготовкой для изготовления трубной поковки. Отливка слитка производилась с вакуумированием струи металла в процессе разливки стали в восьмигранную изложницу со стационарной прибыльной надставкой, которые перед сборкой прогревались газовыми горелками до 80-100 ° С. Исследование химической неоднородности производилось отбором проб металла на различных горизонтах слитка, результаты показаны на рисунке 1.
Видно, что в исследуемом слитке имеется как область отрицательной ликвации (нижняя 1/3 часть тела слитка), так и область положительной ликвации. При этом если область отрицательной ликвации имеет сужающуюся с переходом в верхние горизонты конусообразную форму, то область положительной ликвации сосредоточена в узкой осевой зоне верхней части слитка. Физическая неоднородность в слитке, представлена усадочной раковиной, зоной осевой рыхлости и зоной дугообразных трещин (см. рис. 1). Зона осевой рыхлости практически совпадает с участками положительной ликвации. Зона дугообразных трещин располагается в месте перехода от отрицательной ликвации к положительной.
Качество толстостенных трубных заготовок изучали по длине и сечению (рис. 2). Из колец отбирались образцы для определения химического состава металла на спектральном анализаторе по ГОСТ 18895. Из каждого диска вырезались пробы для механических испытаний по ГОСТ 5192-78.
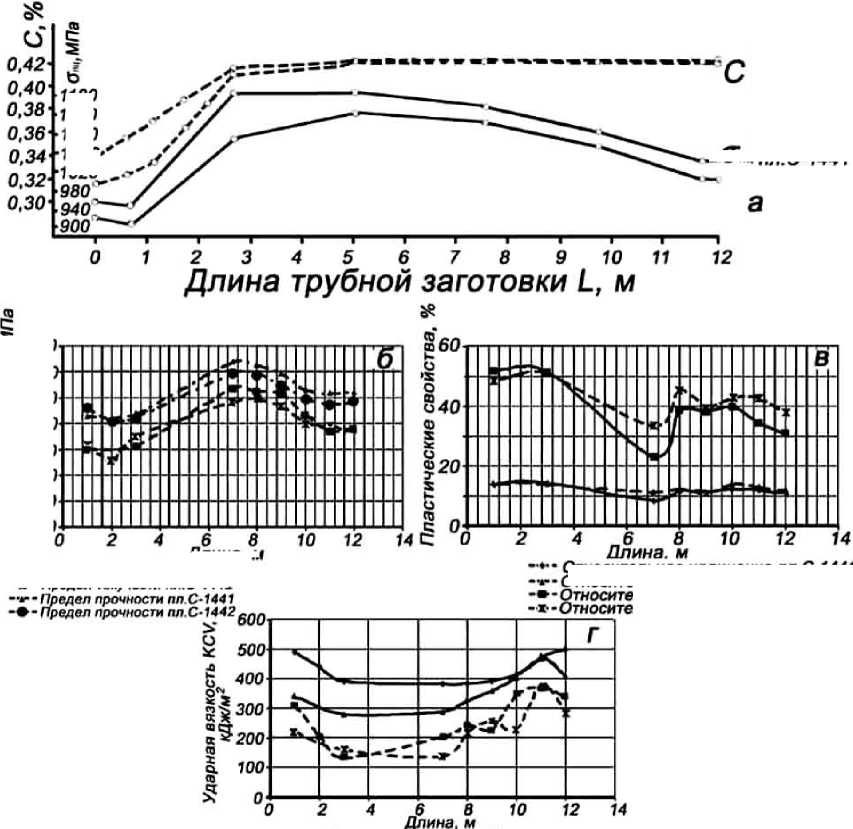
На рисунке 3а представлены графики распределения углерода по длине заготовок, а также результаты механических испытаний (см. рис. 3б, в, г). Видно, что в металле поковок с I конца, соответствующего нижней части слитков (см. рис. 3а) на длину равную 2 м, содержание углерода равно 0,30-0,36%, что существенно отличается от состава металла поковки на остальной ее длине. При этом на первом конце трубных заготовок уровень прочностных свойств значительно ниже, чем на остальной длине (см. рис. 3б). Пластические свойства имеют обратную закономерность в изменении своих величин. Также обнаружены провалы значений ударной вязкости на средине длины поковки (см. рис. 3г).
Приведенные в таблице 1 характеристики механических свойств по длине заготовок не соответствует требованиям ТУ, предъявляемых к данным изделиям. При получении значительной разницы в показателях величин механических свойств на противоположных концах одной заготовки, превышающих 20%, назначается ее повторная термическая обработка с различной температурой нагрева противоположных концов изделия перед закалкой, при этом ее разница по длине может достигать 250°С. Такие режимы термической обработки могут обеспечить требуемый уровень механических свойств только по концам готовых изделий, но не могут дать стабильности этих свойств по всей их длине, что требует поиска других мер для получения деталей более однородных по показателям механических свойств.
При сопоставлении развития ликваци-онной неоднородности в исходном слитке и поковках видно, что пониженное содержание углерода на первом (донном) конце поковки соответствует его содержанию в конусе осаждения слитка (см. рис. 1, 3а). Совпадают также и соотношения масс с отрицательной степенью ликвации в слитке и поковках. Так, при сопоставлении масс поковки и слитка с учетом донной обрези выясняется, что зона с пониженным содержанием углерода располагается в нижней части слитка на высоту примерно равную 500-700 мм, которая затем переходит в поковку.
Выводы: исследования крупного стального слитка выявили его значительную химическую и физическую неоднородность, которые могут наследоваться готовым изделием. В случае производства полых поковок типа труб ведущая роль отводится химической неоднородности, поскольку последствия физической неоднородности будут проявляться в малой степени вследствие прошивки или сверления получаемой из слитка заготовки. Обусловлено это тем, что большая разница в содержании углерода по концам поковок значительно осложняет выбор режима термообработки заготовок, что приводит к возрастанию термических переработок и повторных испытаний.
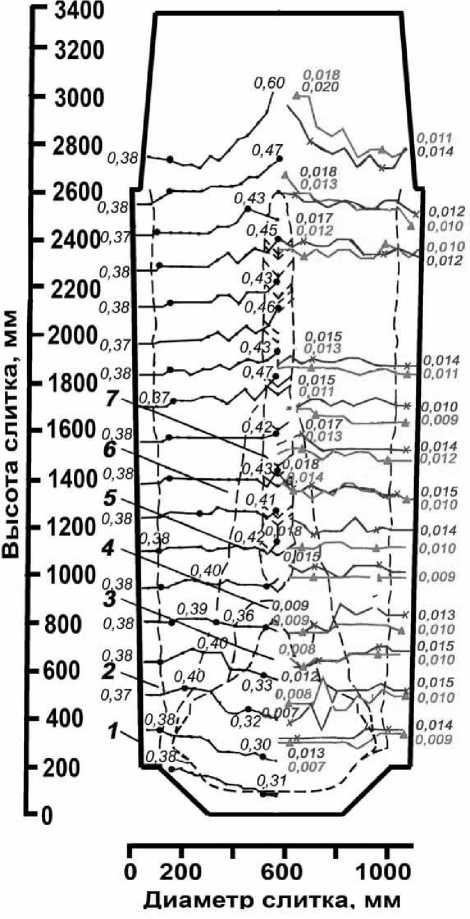
Рис. 1. Распределение углерода, серы и фосфора по высоте и сечению слитка массой 24,2т стали марки 38ХН3МФА: *–пунктирными линиями показаны структурные зоны в слитке – 1– корковая зона;
2– зона столбчатых кристаллов; 3– зона конуса осаждения; 4 – зона дугообразных трещин; 5, 6– зона мелких и крупных различно ориентированных дендритов; зона различно ориентированных кристаллов; 7 – осевая зона
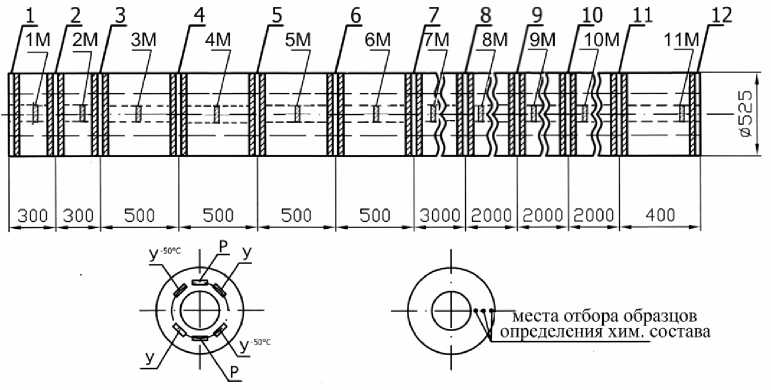
Рис. 2. Схема отбора проб металла для уровня механических свойств в трубной заготовке: Iк, IIк – конец заготовки, соответствующий нижней и верхней части слитка; У, У-50ºС – образцы исследуемые на удар при t +20ºС и при t -50ºС; Р – образцы исследуемые на разрыв
пл.С-1441
пл.С-1442
‘X 1300 3 1200 3 1100 f 1000 2 900 О 800
-г- Ударная вязкость +20 С пл.С-1441 -»• Ударная вязкость -50 С пл.С-1441
-•••Ударная вязкость +20 С пп.С-1442 -•-Ударная вязкость -50 С пп.С-1442
Рис. 3. Изменение содержания углерода, предела пропорциональности (а), прочностных свойств (б) и пластических (в, г) по длине трубной поковки, изготовленной из слитка массой 24,2т стали 38ХН3МФА
5 1500
длина, м
•- Предел текучести пл.С-1441 х--Предел текучести пл.С-1442
пл.С-1442
— Опц пл.С-1441
Относительное удлинение пл.С-1441
Относительное удлинение пл.С-1442
-------сужение пл.С-1441 сужение пл.С-1442
Таблица 1. Неравномерность механических свойств в трубных заготовках
|
Механические свойства |
σ пц , МПа |
σт, МПа |
σ в , МПа |
δ, % |
ψ, % |
КCU, кДж/м2 |
|
Разница между противоположными концами заготовки |
250 |
270 |
240 |
7 |
32 |
220 |
|
Требования ТУ |
120 |
110 |
80 |
4,0 |
21,0 |
100 |
INFLUENCE OF CHEMICAL AND PHYSICAL HETEROGENEITYOF THE INGOT IN WEIGHT 24,2 Т FROM STEEL 38ХН3МФА ON MECHANICAL PROPERTIES OF TUBULAR BILLETS
Yuliya Poslamovskaya, Candidate of Technical Sciences, Associate Professor at the Department “Technology of Materials”
Работа выполнена в рамках проекта Мин. обр. РФ рег. №2.1.2/283 «Исследование фундаментальных процессов формирования структуры и свойств сверхкрупных металлоизделий в различных условиях кристаллизации».
Список литературы Влияние химической и физической неоднородности слитка массой 24,2 т стали 38ХН3МФА на механические свойства трубных заготовок
- Скобло, С.Я. Слитки для крупных поковок//С.Я. Скобло, Е.А. Казачков. -М.: Металлургия, 1973. -247 с.
- Лебедев, В.Н. Крупные поковки для валов турбогенераторов//В.Н. Лебедев, В.М. Коровина, П.Н. Варакин. -М.: Машиностроение, 1968. -120 с.
- Жульев, С.И. Производство и проблемы качества кузнечного слитка//С.И. Жульев, Н.А. Зюбан. -Монография: ВолгГТУ. -РПК «Политехник», 2003. -168 с.
