Влияние импульсной лазерной обработки твердосплавных режущих инструментов на эффективность обработки металлов резанием

Автор: Пинахин Игорь Александрович, Копченков Вячеслав Григорьевич, Гончаров Валерий Михайлович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 8 (51) т.10, 2010 года.
Бесплатный доступ
Приведены результаты исследований влияния стабильности операции и упрочнения инструментов на производительность обработки, себестоимость операции и инструментальные расходы, а также рекомендации по оптимизации режимов резания при черновой обработке твердосплавными инструментами.
Твердые сплавы, упрочнение режущих инструментов, черновая обработка, импульсная лазерная обработка
Короткий адрес: https://sciup.org/14249475
IDR: 14249475 | УДК: 621.01
Influence of pulsed laser processing of carbide cutting tools on metal cutting performance
The results of influence of job stability and cutting instruments hardening on the process efficiency, job primecost and expenses for tools are described. Recommendations on the cutting modes optimization under roughing with carbide cutting tools are given.
Текст научной статьи Влияние импульсной лазерной обработки твердосплавных режущих инструментов на эффективность обработки металлов резанием
Введение. Применение различных методов упрочнения режущих инструментов способствует повышению их износостойкости, что в итоге позволяет повысить производительность обработки. Преимуществом импульсной лазерной обработки (ИЛО) по сравнению с другими методами является объемный характер упрочнения, т.е. после переточки инструмента эффект упрочнения сохраняется (рис.1).
Затраты
8-1
Эффективность
МЕТОДЫ УПРОЧНЕНИЯ
Рис.1. Зависимость затрат и эффективности производства от методов упрочнения режущих инструментов из твердого сплава Т5К10
Метод импульсной лазерной обработки (ИЛО) заключается в том, что короткий импульс лазерного излучения с высокой плотностью мощности (W =108 Вт/см2) направляется на поверх- ность обрабатываемого материала. Материал адиабатически нагревается до температуры в не- сколько десятков тысяч градусов, что приводит к превращению паров материала в плазму. В результате очень быстрого нагрева и испарения поверхностного слоя материала в глубь начинает распространяться ударная или очень упругая волна. Крутизна фронта ударной волны зависит от крутизны переднего фронта лучевого импульса. Прохождение этой ударной волны и обусловливает упрочнение материала.
Были исследованы зависимости для инструментов (рис.1-4), работавших в следующих условиях:
-
– предприятие – ПО «Волгоцеммаш», г.Тольятти;
-
- вид режущего инструмента - токарный проходной резец с напайной пластиной ф =75 ° ;
-
– марка твердого сплава – Т5К10;
-
– оборудование – станок 163;
-
– обрабатываемый материал, твердость – сталь 35ХНЛ, НВ=240-260;
-
– состояние обрабатываемой поверхности – литейная корка;
-
– режимы резания – t =2,0 мм, s =1,0 мм/об, V =80 м/мин.
Согласно методике расчета производственных затрат и эффективности производства была построена гистограмма (рис.1).
Расчет производительности операции производился по формуле [1]:
Q =
Ao T ц
1 ( T np - T ) "
где Fg – годовой действительный фонд работы оборудования; Т – стойкость инструмента;
X - коэффициент времени резания; т в - вспомогательное время; A o - постоянная, которая зависит от параметров процесса резания [2]; T пp – предельное значение стойкости инструмента; т - время простоя оборудования при замене затупившегося инструмента острым.
Так как при работе оборудования имеет место рассеивание износостойкости инструментов и вероятность выхода инструмента из строя вследствие выкрашиваний или поломок, время на замену затупившегося инструмента зависит от вероятности безотказной работы, и поэтому оно состоит из времени на плановую замену инструментов тп и времени, затрачиваемого на аварийную его замену та [3]:
т = тпP ( T ) + та [1 - P ( T )] .
Доказано, что показатель степени ц в формуле Тейлора зависит от рассеивания стойкости, что выражается формулой [4]:
_ C ц ( E 2 K 2 - E 1 K 1 )
Ц b ln V '
где Cц - коэффициент, зависящий от обрабатываемого материала, рассеивания стойкости и типоразмера инструмента; K1,K2 – коэффициенты, зависящие от объема выборки и рассеивания стойкости; b – коэффициент формы распределения Вейбулла, которое является универсальным законом, описывающим рассеивание стойкости;
E1 = ln (-ln PTmin ) ; E2 = ln (-lnPTmax ) ;
PT min , PT max – вероятность безотказной работы при наименьшем и наибольшем значениях износостойкости инструментов во всей выборке.
С учетом приведенных выше зависимостей была рассчитана производительность операции при различных видах обработки инструментами, упрочненными ИЛО (рис.2).
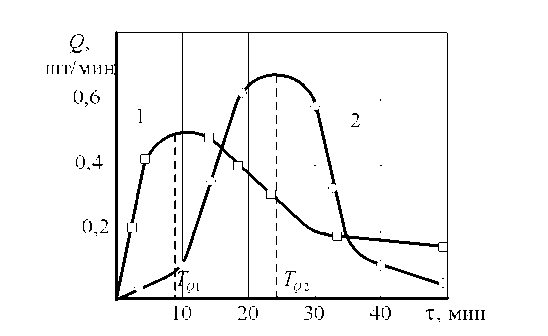
Рис.2. Влияние ИЛО на производительность операции: 1 – инструменты без упрочнения; 2 – упрочненные инструменты
Анализ графических зависимостей производительности от стойкости показал наличие явно выраженного экстремума, характеризующего оптимальное значение стойкости инструментов. Следует отметить, что для инструментов, упрочняемых ИЛО, наблюдалось увеличение оптимальной стойкости TQ в 1,8-2,5 раза.
Применение импульсной лазерной обработки способствует также увеличению числа переточек инструментов. Вместе с повышением стойкости инструментов это ведет к уменьшению инструментальных расходов (рис.3), которые определяются по формуле [1]:
1 - 1
Т ц
5 = S t A o---------1- X ,
(Tnp — T )ц где ST – затраты по инструменту за период его стойкости.
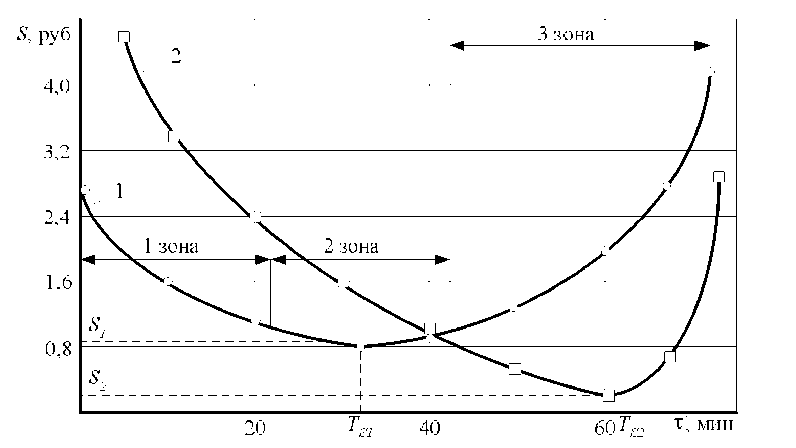
Рис.3. Влияние ИЛО на инструментальные расходы:
1 – инструменты без упрочнения; 2 – упрочненные инструменты
Определение оптимальной стойкости по критерию наименьших инструментальных затрат производилось по формуле [1]:
Тс =
ц-1 т
Т пр ,
ц
а для инструментов, упрочненных ИЛО:
гр _ Ц У 1 гр ТСУ = Т пр .
Ц у
После преобразования получаем:
Т СУ =
( Ц у ~ 1) ц Т ( ц- 1 ) ц у С
Используя рекомендации, данные в работе [4] рассчитаны значения ц и ц у по формуле (3) для токарных проходных резцов с напайной пластиной ф = 75 ° . На основании этих расчетов получаем ц = 1,2 и ц у = 1,4 , а соотношение между ТС и ТСУ :
Т су = 1,7 Т с . (8)
Таким образом, за счет упрочнения ИЛО и снижения рассеивания стойкости, которое имеет место при этом, оптимальная стойкость резцов по критерию наименьших инструментальных затрат повышается в 1,7 раза. Анализ графических зависимостей инструментальных расходов от стойкости показал, что имеет место ярко выраженный экстремум функций для инструментов, упрочненных ИЛО, для этих инструментов прослеживается закономерность повышения производительности и снижения инструментальных затрат.
Вместе с тем для неупрочненных инструментов характерны три зоны (рис.3). Для зоны 1 при сравнительно невысоком значении стойкости инструмента характерно резкое уменьшение инструментальных расходов при увеличении стойкости. В зоне 2 инструментальные расходы изменяются незначительно, что связано с постоянной интенсивностью отказов. В зоне 3 интенсивность увеличения инструментальных расходов резко возрастает. Для инструментов, упрочненных ИЛО, имеет место более выраженный экстремум функции, зона 2 сужается. Это говорит о том, что ИЛО способствует устранению дефектов внутреннего строения инструментального материала. Это положительно сказывается на стойкости инструмента, и интенсивность отказов монотонно увеличивается.
Себестоимость операции рассчитывали по формуле [1]:
Ц
Со =---0---т ЕI 1 + у 1 + St Aо--------т X + Cмат .(9)
( Тпр - Т )Ц ( Tnp - T )Ц
На основании полученных результатов была построена зависимость себестоимости операции от стойкости (рис.4).
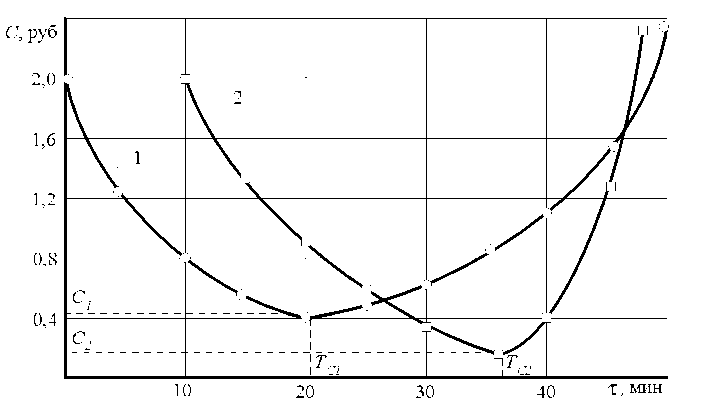
Рис.4. Влияние ИЛО на себестоимость операции:
1 – инструменты без упрочнения; 2 – упрочненные инструменты
Значение оптимальной стойкости инструмента, упрочненного ИЛО, повышается в 1,5 раза, что также говорит об уменьшении рассеивания стойкости инструментов (рис.4).
Результаты промышленных испытаний на ПО «Волгоцеммаш», г. Тольятти сведены в табл.1.
Таблица 1
Результаты производственных испытаний твердосплавных напайных резцов T5K10
|
Наличие упрочнения |
Период стойкости |
Расстояние от главной режущей кромки до кратера, мм |
Средняя стойкость Т , шт. |
Коэффициент изменения стойкости Т ИЛО / Т исх |
Гаммапроцентная стойкость Т γ , шт |
Коэффициент изменения гамма-процентной стойкости Т γИЛО / Т γисх |
Распределение отказов инструментов, % |
||
|
Износ |
Выкрашивание |
Поломки |
|||||||
|
Без упрочнения |
120 |
86 |
32 |
64 |
4 |
||||
|
ИЛО |
1 |
8 |
246 |
2,05 |
240 |
2,8 |
74 |
24 |
2 |
|
2 |
7 |
218 |
1,82 |
190 |
2,2 |
72 |
26 |
2 |
|
|
3 |
6 |
209 |
1,74 |
184 |
2,14 |
67 |
30 |
3 |
|
|
4 |
5 |
192 |
1,6 |
178 |
2,07 |
62 |
34 |
4 |
|
|
5 |
3 |
160 |
1,3 |
140 |
1,6 |
54 |
42 |
4 |
|
Вывод. Применение импульсной лазерной обработки способствует повышению оптимальной стойкости режущих инструментов в 1,4-2,5 раза. Это связано, прежде всего, со снижением вероятности отказов, вызванных абразивным износом режущих инструментов, а значит и с уменьшением доли времени, затрачиваемого на замену инструмента при аварийном выходе его из строя. Кроме того, наблюдается повышение стабильности свойств инструментов после ИЛО, что выражается в уменьшении коэффициента вариации стойкости и увеличении вероятности безотказной работы.
Список литературы Влияние импульсной лазерной обработки твердосплавных режущих инструментов на эффективность обработки металлов резанием
- Клушин М.И. Оптимизация условий резания на технологической операции/М.И. Клушин, Г.В. Гостев. -Горький: ГПИ, 1980. -86 с.
- Клушин М.И. Резание металлов/М.И. Клушин. -Горький: ГПИ, 1970. -101 с.
- Игумнов Б.И. Расчет оптимальных режимов обработки для станков и автоматических линий/Б.И. Игумнов. -М.: Машиностроение, 1974. -164 с.
- Пинахин А.М. Определение производительности операции с учетом закономерностей рассеивания стойкости инструментов/А.М. Пинахин//Пути интенсификации производственных процессов при механической обработке. -Томск: ТПИ, 1979. -С. 68-72.
- Klushin M.I. Optimizaciya uslovii rezaniya na tehnologicheskoi operacii/M.I. Klushin, G.V. Gostev. -Gor'kii: GPI, 1980. -86 s. -In Russian.
- Klushin M.I. Rezanie metallov/M.I. Klushin. -Gor'kii: GPI, 1970. -101 s. -In Russian.
- Igumnov B.I. Raschet optimal'nyh rejimov obrabotki dlya stankov i avtomaticheskih linii/B.I. Igumnov. -M.: Mashinostroenie, 1974. -164 s. -In Russian.
- Pinahin A.M. Opredelenie proizvoditel'nosti operacii s uchetom zakonomernostei rasseivaniya stoikosti instrumentov/A.M. Pinahin//Puti intensifikacii proizvodstvennyh processov pri mehanicheskoi obrabotke. -Tomsk: TPI, 1979. -S. 68-72. -In Russian.
