Влияние эксплуатационных факторов на надежность очистных комплексов и оценка надежности их элементов

Автор: Тройнич В. А., Дубовский А. А., Высоцкая Н. А.
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Рубрика: Горные машины, транспорт и машиностроение
Статья в выпуске: 2, 2019 года.
Бесплатный доступ
В целях анализа зависимости на отказ забойного оборудования от его длины обычно рассматриваются две группы элементов. К первой группе отнесены все элементы очистных комбайнов: приводы конвейеров, элементы насосных станций механизированных крепей, крепей сопряжений лавы со штреками и другие. Ко второй группе относятся все элементы секций механизированной крепи, линейные секции рештачного става и скребки забойных скребковых конвейеров, электрические кабели комбайнов, магистральные трубопроводы механизированных крепей и т.п. Отмечено, что постоянство числа элементов первой группы или изменчивость по линейному закону числа элементов второй группы не определяют однозначно постоянство или изменчивость величины параметра потока отказов совокупности однотипных элементов первой или второй групп [1]. Представлен график зависимости времени наработки на отказ очистного комплекса СЛ-500С. В общем виде представлена зависимость величины среднего времени восстановления комплекса от его длины...
Очистной забой, очистной комплекс, забойное оборудование, наработка, отказ, время восстановления, коэффициент корреляции, длина лавы, мощность вынимаемого пласта
Короткий адрес: https://sciup.org/140243554
IDR: 140243554 | УДК: 622.232.72.-192(045)(476) | DOI: 10.17073/2500-0632-2019-2-79-89
Effect of operating factors on reliability of stoping complexes and assessment of reliability of their elements
For analyzing the dependence of face equipment failure on its length, two groups of elements are commonly considered. The first group includes all elements of shearer-loaders: conveyor drives, elements of pumping stations of powered supports, supports of face junctions with strikes and others. The second group includes all elements of powered support sections, linear sections of pan lines and scrapers of face scraper conveyors, electric cables of shearer-loaders, main pipelines of powered supports, etc. It is noted that the constancy of number of the first group elements linear variability of number of the second group elements do not uniquely determine the constancy or variability of the failure factor of the aggregate of the same type elements of the first or the second groups [1]. The plot of mean-time-between-failures (MTBF) of SL-500S stoping complex as function of face length is presented. Besides, the curve of the face (complex) length-dependence of average recovery) time (after failure of the SL-500S stoping complex time is shown...
Текст научной статьи Влияние эксплуатационных факторов на надежность очистных комплексов и оценка надежности их элементов
Средства механизации очистных работ на калийных рудниках претерпели в последние годы существенные количественные и качественные изменения. Их развитие шло от механизации отдельных основных операций процесса выемки полезного ископаемого в очистном забое к комплексной механизации и автоматизации всего технического процесса. Комплексная механизация и автоматизация всех процессов добычи калийной руды предусматривает взаимодействие и одновременную работу различных машин и механизмов, объединенных единым технологическим процессом. Вследствие многозвенности и определенной последовательности работы оборудования недостаточная надежность отдельных машин и механизмов приводит к снижению полезного (машинного) времени работы всего комплекса [2]. Выход из строя любого из механизмов комплекса приводит, как правило, к остановке очистных работ в забое, поэтому требования к надежности каждого механизма комплекса значительно повышаются.
Поломки очистного оборудования (выемочные машины, механизированные крепи, скребковые конвейеры) в своем большинстве происходят при кратковременном однократном статическом и динамическом нагружениях или длительном статическом нагружении. Поломки усталостного характера, вызванные длительным действием знакопеременных нагрузок, случаются реже. Это объясняется тем, что очистное оборудование подвержено нагрузкам высокого уровня, что приводит к разрушению деталей при напряжениях, превышающих предел их выносливости.
Основной функцией очистных комплексов является осуществление добычи калийной руды с требуемой производительностью работы, определяемой из условия обеспечения заданной нагрузки на очистной забой и производительности труда рабочих.
Влияние длины лавы на уровень надежности очистных комплексов. Совершенствование горного хозяйства и повышение экономических показателей работы калийных рудников связано с непрерывным увеличением длины очистных забоев, а следовательно, и длины очистных комплексов. Поскольку с изменением длины забойного оборудования меняются длина скребковых цепей конвейеров, число линейных секций их рештачного става и секций механизированных крепей, а также режим работы различных элементов, то показатели надежности однотипного забойного оборудования не будут оставаться постоянными [3].
В целях анализа зависимости наработки на отказ Т забойного оборудования от его длины L обычно рассматриваются две или три группы элементов [4], а именно: элементы, число которых изменяется ступенчато при существенном изменении длины комплекса и элементы, число и длина которых изменяются прямо пропорционально L .
К первой группе могут быть отнесены все элементы очистных комбайнов (за исключением электрических кабелей), приводы конвейеров, элементы насосных станций механизированных крепей, крепей сопряжений лавы со штреками и другие.
Общее число элементов первой группы: чI
N I ( L ) = X N i = const, (1)
i=i где N – количество элементов i-го типа; ч – число типов элементов, количество которых не зависит от L.
Ко второй группе относятся все элементы секций механизированной крепи, линейные секции рештачного става и скребки забойных скребковых конвейеров, электрические кабели комбайнов, магистральные трубопроводы механизированных крепей и т.п [5].
Число элементов второй группы связано с длиной забойного оборудования следующим образом:
чII
N ii ( L ) = X K j L , (2)
j = 1
где Kj = A N - коэффициент пропорциональности изменения общего количества элементов j-го типа (для линейных элементов шт
K = 1), —; чп - число типов элементов, м количество и длина которых изменяется пропорционально L.
Необходимо отметить, что постоянство числа элементов первой группы, или измен- чивость по линейному закону числа элементов второй группы не определяют однозначно постоянство или изменчивость величины параметра потока отказов совокупности однотипных элементов первой (госJ или второй (госп) групп. Условие гос1 = го,N = const будет соблюдено, если го, = const, что в свою очередь определяется также режимом работы элементов, который с ростом L может ухудшаться, улучшаться или оставаться неизменным [6].
Режимы нагружения элементов очистных комбайнов, если пренебречь некоторым изменением динамики процесса их работы, можно считать практически не зависящими от L , то есть в этом случае соблюдается условие гос1 = го, N = const. Не зависит от L также и отнесенная к 1 пог. м величина параметра потока внезапных отказов электрических кабелей комбайнов [7]. Но в связи с тем, что длина таких элементов изменяется прямопропорционально L , параметр потока отказов для совокупности таких элементов является функцией L , то есть гос11 = гоу L . Величина нагрузки тяговых цепей и приводов забойных скребковых конвейеров увеличивается с ростом L , поэтому для первых ro cII = го j ( L ) , а для вторых гос11 = гоу ( L ) N . С ростом L будет возрастать длительность воздействия нагрузки на элементы секции механизированной крепи, обеспечивающие работу секций по поддержанию кровли. Для этого случая госП = го j ( L }NL .
Для элементов циклического действия, когда число рабочих циклов, приходящихся на единицу времени эффективной работы очистного комплекса [8], обратно пропорционально L, а общее число элементов увеличивается прямо пропорционально L, параметр потока отказов совокупности однотипных элементов будет оставаться неизменным. Так, например, величина гос для обратных клапанов гидрозамков стоек крепей, секции ко- торых перемещаются вслед за проходом очист ного комбайна, не зависит от L и равна, ,
ч
60V гог =----- ANL , cnL пе р
где Vп – рабочая скорость подачи комбайна, м/мин;
L – длина лавы, м;
n пер – наработка на отказ обратного клапана, измеряемая числом передвижек секций крепи;
AN - количество элементов на 1 пог. м длины комплекса.
В общем случае можно представить

ч,ч, аа
£<->«+£<-> » ( L )
i=1
где шсг и tocj - значения параметров потоков отказов для совокупности элементов i -го или j -го конструктивных типов;
ч – число типов элементов, для которых ®Ci. = const;
toCJ - число типов элементов, для которых о j = ф ( L ) .
При этом имеется в виду, что величины шсг и wcy постоянны во времени t .
Задача по определению количественных зависимостей T ( L ) для различных типов систем забойного оборудования решалась с помощью корреляционного анализа. Полученные эмпирические зависимости для очистных комплексов с узкозахватными комбайнами для слоевой и валовой (рис. 1) выемки описываются уравнением гиперболы вида [9], мин,
T ( L ) = -О^ + в. (5)
Значения параметров а, в и С (табл. 1) получены по алгоритму и программе для ЭВМ.
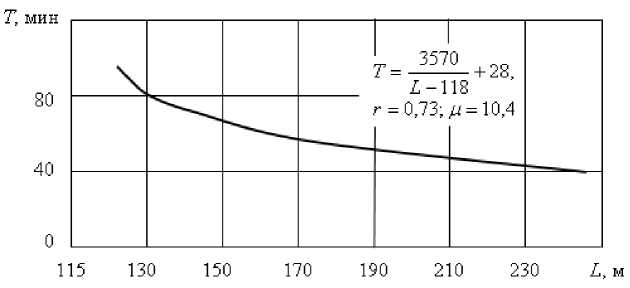
Рис. 1. Зависимость времени наработки на отказ очистного комплекса СЛ-500С
Fig. 1. Mean-time-between-failures of SL-500S stoping complex as function of face length
Таблица 1
Параметры формулы (5) и показатели надежности коэффициента корреляции
Parameters of formula (5) and the correlation coefficient reliability indicators
|
Забойное оборудование |
Пределы измерения L , м |
Значения параметров |
Корреляционное отношение r |
Надежность корреляционного отношения μ |
||
|
α |
в |
С |
||||
|
СЛ-500С |
150…250 |
1070 |
28 |
118 |
0,73 |
10,4 |
Приведенные в табл. 1 значения полученных корреляционных отношений указывают на хорошую тесноту связи между Т и L .
Согласно теореме Ляпунова [3, 4] при ц > 3 можно утверждать, что связь между ис- следуемыми величинами надежна и зависимость Т от L является объективной.
Для установления характера зависимости среднего времени восстановления комплекса от его длины целесообразно также рассматривать два типа отказов, длительность ликвидации которых не зависит от L . Не зависит от длины время устранения отказов концевых элементов комплекса с той стороны очистного забоя, где обычно находится ремонтный рабочий (дежурный электрослесарь) [10, 11]. Практически не зависит от L также и время устранения отказов элементов комплекса, расположенного в очистном забое, для ликвидации которых не требуются запасные части или специальный инструмент. Сюда можно отнести отказы типа «сход комбайна с конвейера», «наклон» и «перекос» секции крепи. Подобные отказы устраняются обычно рабочими очистного забоя, или же к их ликвидации приступают, не ожидая прихода ремонтного рабочего.
В общем виде зависимость величины среднего времени восстановления комплекса от его длины имеет вид
Т в ( L ) =
ni n j n j
Z t Bi V ^ t впост +E t B j ( L )
J=1— j =l-------- j =l----- , (6)
n + n где t B i - время ликвидации i-го отказа, длительность устранения которого не зависит от L;
t в j пос т — постоянная составляющая времени ликвидации j -го отказа, длительность устранения которого зависит от L ;
-
t в / ( L ) - переменная составляющая времени ликвидации j -го отказа;
-
n , п^ - общее число отказов i -го и j -го
Постоянная составляющая времени ликвидации j -го отказа tBjTOCT включает в себя время ремонта или замены элемента, а также затраты времени на опробование оборудования после ремонта и простои по организационным причинам.
Переменная составляющая t BД L ) учитывает затраты времени на обнаружение отказа, состоящие из времени перемещения ремонтного рабочего по лаве и поиска отказа, и времени на доставку необходимых запасных элементов. Изменение переменной составляющей времени ликвидации отказов j -го типа описывается следующим выражением:
t вj (L ^-^ L + А t вj (L), (7) раб где V 6 - средняя скорость перемещения ремонтного рабочего по лаве;
А t B■( L ) - дополнительные затраты времени на доставку запасного элемента, несовмещенные с перемещением ремонтного рабочего;
а - коэффициент, учитывающий наиболее вероятный путь перемещения ремонтного рабочего.
Для существующих комплексов при ликвидации отказов забойных элементов оборудования величина а может быть принята равной 0,5.
Экспериментальные исследования показали, что для выемочных комплексов зависимость среднего времени восстановления комплекса от длины лавы является прямолинейной (рис. 2), мин,
Т в =а + eL. (8)
Значения параметров а и e в формуле (8) для исследованных типов забойного оборудования, а также полученные величины коэффициентов корреляции r и показателей надежности коэффициентов корреляции ц приведены в табл. 2.
типов.
Таблица 2
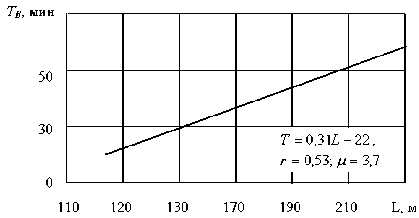
Рис. 2. Зависимости времени восстановления T в отказов очистного комплекса СЛ-500С от длины лавы L
Параметры формулы (8) и показателя надежности коэффициентов корреляции
Parameters of formula (8) and the correlation coefficient reliability indicators
|
Забойное оборудование |
Пределы измерения L , м |
Значения параметров |
Коэффициент корреляции r |
Надежность коэффициента корреляции μ |
|
|
α |
e |
||||
|
СЛ-500С |
150^250 |
-22 |
0,31 |
0,53 |
3,7 |
Fig. 2. SL-500S stoping complex recovery time ( T в ) (after failure) as function of face length ( L )
Следствием снижения величины наработки на отказ и увеличения среднего времени восстановления с ростом L является уменьшение величины коэффициента готовности (9), так как
K r ( L ^ . ^
Анализ зависимости коэффициента готовности очистных комплексов от длины лавы показал, что длина очистных комплексов не является фактором, однозначно определяющим степень снижения наработки на отказ и увеличения среднего времени восстановления.
Влияние сопротивляемости калийной руды резанию и мощности пласта на уровень надежности забойного оборудования. При выемке калийной руды очистными комплексами основным фактором, сдерживающим развитие добычи, является сопротивляемость пород резанию А , кН/м [13].
Использование метода парной корреляции позволило установить связь между наработкой на отказ и средним временем восстановления забойного оборудования, с одной стороны, и отдельно взятыми горнотехническими и горно-геологическими факторами, с другой.
Для определения комбинированного действия ряда факторов на одну зависимую переменную был использован метод множественной корреляции, который дает возможность выявить совместное влияние на надежность забойного оборудования совокупности перечисленных факторов, отделить основные факторы от второстепенных, определить долю участия разных факторов в формировании показателей надежности.
Пределы изменения факторов, их средние значения и средние квадратичные отклонения приведены в табл. 3.
Совместное влияние на наработку на отказ очистного комплекса, его длины и сопротивляемости калийной руды резанию оценивается формулой, мин,
T = 17100 + 2200 - 59 ,
L A - 75
при Rt,l,a = 0,65 ± 0,065; RT L_А = 0,65 ± 0,065; d = 0 , 42; р = 9,6 .
Таблица 3
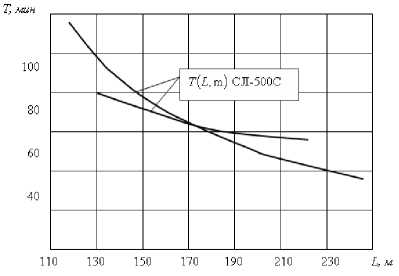
Рис. 3. Корреляционная связь между наработкой на отказ комплекса СЛ-500С от длины лавы и сопротивляемости калийных руд резанию
Определение пределов изменения факторов очистного комплекса СЛ-500С
Determination of the SL-500S stoping complex factors variation limits
|
Наименование факторов |
Среднее значение аргумента |
Размах варьирования аргумента |
Среднее квадратическое отклонение |
|
Длина лавы L л , м |
150 |
126-250 |
33 |
|
Сопротивляемость калийной руды резанию А , кН/м |
265 |
128-196 |
20 |
Fig. 3. Correlation between the mean-time-between-failures of SL-500S stoping complex and the face length/the potash ore cuttability
Высокие значения коэффициентов R множественной корреляции и коэффициентов d детерминации в уравнениях указывают на то, что учтены основные факторы, влияющие на наработку на отказ рассмотренных типов забойного оборудования, и объективно отражается взаимосвязь Т с горно- геологическими и горнотехническими условиями эксплуатации очистных комплексов [14].
Для определения степени влияния каждого из рассмотренных факторов на наработку на отказ очистного комплекса СЛ-500С из корреляционных уравнений (10) были найде- ны частные корреляционные уравнения связи между изучаемые признаками [15]. При средних значениях аргументов (признаков), приведенных в табл. 3, частные уравнения для комплекса СЛ-500С имеют вид, мин,
Т ( L ) = -125° + 10, v ’ L - 93
Т (A ) = -2100- +12.
v ’ A - 80
Построенные по уравнениям (11), (12) графики приведены на рис. 3.
График наглядно свидетельствуют о том, что наибольшее влияние на величину наработки на отказ очистных комплексов оказывает их длина, а затем и мощность вынимаемого пласта.
Совместное влияние рассматриваемых факторов на величину среднего времени восстановления для комплекса СЛ-500С описывается корреляционным уравнением, мин,
Тв = 0,3 L - 23 m - 1, (13) при R = 0,65 ... 0,14; р = 6,2;; d = 0,42.
Из уравнения (13) могут быть получены частные корреляционные уравнения, которые для комплекса СЛ-500С имеют вид, мин,
Т в ( L ) = 0,3 L - 16, (14)
Т в ( m ) = 66 - 23 m , (15)
Анализ уравнений (14), (15) показывает, что, как и в случае с наработкой на отказ, длина лавы является фактором, оказывающим наиболее существенное влияние на ве- личину среднего времени восстановления забойного оборудования.
Влияние режима работы очистного забоя на уровень надежности забойного оборудования. Установлено, что вероятность безотказной работы комплекса тем меньше, чем больше время между плановопредупредительными ремонтами. В [16] указывается, что на количество постепенных отказов забойного оборудования в значительной степени влияют величина межремонтного периода и трудоресурс ремонтной смены. О вероятности возникновения износовых отказов при различных трудоресурсах и периодах технического обслуживания можно судить по данным, приведенным в табл. 4.
Обработка статистических данных по комплексу СЛ-500С позволила получить коэффициент технического обслуживания K то и
установить количество отказов [17], возни-
кающих в течение суток, анализ которых показывает, что режим работы очистного забоя
существенно влияет на уровень надежности
комплекса.
Корреляционное уравнение связи числа отказов в сутки n сут и величины коэффициента K то имеет вид:
п сут
5,1
—
к то + 0 , 5
0,6,
при K то = 0 — 1,22; r = 0,74; ц = 8,3 и трудоре-сурсе технического обслуживания, равном 18–24 чел/ч.
Изменение количества отказов в сутки в зависимости от коэффициента технического обслуживания очистного комбайна СЛ-500С представлено на рис. 4.
Таблица 4
Вероятность возникновения износовых отказов при различных трудоресурсах и периодах технического обслуживания очистного комплекса СЛ-500С
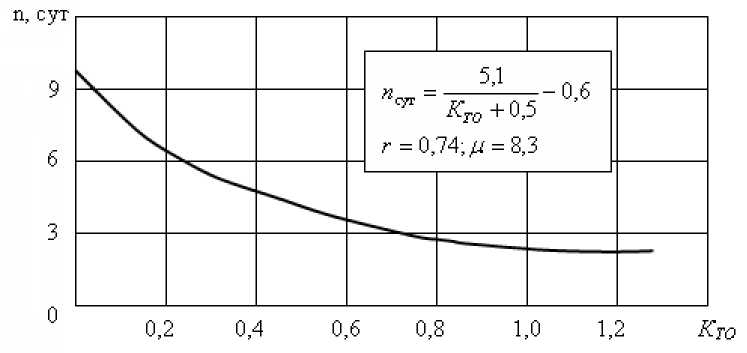
Рис. 4. Изменение количества отказов в сутки в зависимости от коэффициента технического обслуживания очистного комбайна СЛ-500С
Probability of wear-out failures at different maintenance man-hour values and maintenance frequency for the SL-500S stoping complex
|
Трудоресурс ремонтной смены, чел/ч |
Вероятность возникновения износовых отказов за межремонтный период t мр , ч |
|||
|
18 |
42 |
66 |
144 |
|
|
18 |
0,030 |
0,080 |
0,145 |
0,495 |
|
30 |
0,010 |
0,035 |
0,095 |
0,245 |
|
42 |
0,001 |
0,010 |
0,020 |
0,115 |
Fig. 4. Number of failures per day as function of maintenance factor of SL-500S stoping complex
Из графика на рис. 4 следует, что среднее количество отказов очистного комплекса СЛ-500С в сутки достигает минимума и практически стабилизируется при значениях К0 = 0,9 - 1,0, что соответствует трехсменному режиму по добыче и одной 6-часовой ремонтной смене в сутки. Выполненные исследования позволили установить, что для различных типов забойного оборудования существует предел увеличения среднего срока межремонтного периода за счет увеличения трудоресурса ремонтной смены. Этот предел зависит от сложности применяемого оборудования [18, 19].
Заключение
Из горно-геологических факторов наиболее существенное влияние на безотказность работы очистных машин комплексов оказывает сопротивляемость калийных руд резанию, а на безотказность очистных комплексов – мощность. С увеличением указанных параметров наработка на отказ забойного оборудования уменьшается. Среднее время восстановления забойного оборудования с увеличением мощности пласта снижается.
Изменение потока отказов сложного забойного оборудования в зависимости от длительности его эксплуатации характеризуется в общем случае последовательностью типичных диаграмм с возрастающей величиной параметра потока отказов на стационарных участках.
Анализ зависимости коэффициента готовности очистных комплексов от длины лавы показал, что длина очистных комплексов не является фактором, однозначно определяющим степень снижения наработки на отказ и увеличения среднего времени восстановления [20].
Выполненные исследования позволили установить, что для различных типов забойного оборудования существует предел увеличения среднего срока межремонтного периода за счет увеличения трудоресурса ремонтной смены.
Список литературы Влияние эксплуатационных факторов на надежность очистных комплексов и оценка надежности их элементов
- Курбатова О. А. Надежность горных машин: учеб.-метод. пособие / О. А. Курбатова, Л. С. Ксендзенко, Д. Н. Николайчук. ДВГТУ: Изд-во ДВГТУ, 2005. 88 с.
- [Электронный ресурс]. Режим доступа: http://jc.surgu.ru/attachments/article/133/2-kom.pdf. Дата доступа: 30.10.2017.
- Топчиев А. В. Влияние длины очистных комплексов на надежность / А. В.Топчиев [и др.]: Сб. трудов. М.: МГИ, 1978. С. 53-65.
- Рыжов П. А. Некоторые приложения теории вероятностей и математической статистики в горном деле / П. А. Рыжов // Уголь Украины. 1977. № 5. С. 7-12.
- Meares P. Ion membranes: principles, production and processes / Ion Exchange: Sci. and Techol.: Proc. NATO Adv. Study Inst., Troja, July 14-26, 1985. Dordrecht e. a., 1986. Pp. 529-558.
- Gorindan K. R., Nazayanan P. К. Bench scale studies of demineralysation by electrodialysis. Proc. 7th Int. Symp. Fresh Water Sea. Amsterdam, 1980, № 2, Athens, 1980. P. 59.
- Шкляр В. Н. Надежность систем управления: учеб.пособие/В. Н. Шкляр. Федеральное агентство по образованию «Томский политехнический университет». Изд-во Томский политехн. ун-т, 2009. 126 с.
- Kin T. Materials Science of Syntetic Membranes ACS, Washington. 1985. Pp. 365-405.
- Dukhin S., Mishuk N. Intensifikation of electrodialysis based on electroosmosis of second kind III. Membr. Sci., 1993. Vol. 79. Pp. 199-210.
- Selvey C., Reiss H. Ion transport in inhomogeneous ion exchange membranes//Ibid., 1985, vol. 23, pp. 11-27.
- Кахаров С. К. Повышение надежности гидравлического оборудования буровых установок для сооружения геотехнологических скважин: дис. … канд. техн. наук: 25.00.14/С. К. Кахаров. Москва, 2015. 104 с.
- Рыжов П. А. Математическая статистика в горном деле/П. А. Рыжов. М.: МИРГЭМ, 1972. 153 с.
- Щерба В. Я. Исследование влияния параметров режущего инструмента на усилия резания/В. Я. Щерба, В. С. Старовойтов, Ю. В. Старовойтов//Упрочнение, восстановление и ремонт на рубеже веков: Сб. научн. трудов междунар. науч.-техн. конф. Новополоцк, 2001. С. 710-713.
- Bergner D. Reducation of by-product formation in alkali chloride membrane electrolysis//J. ApLL. Electrochem., 1990, vol. 20, № 5, pp. 716-722.
- Sarradzin J. Le developpement industriel contemporain des membranes exchangeuses dliones. Bull, union Phys., 1986, vol. 80, № 688, pp. 1427-1447.
- Липкович С. М. Рациональный суточный режим работы комплекса КМ-87 из условий эксплуатационной надежности/С. М. Липкович, С. И. Мирошников//Уголь Украины. 1977. № 5. С.7-12.
- Mouritz K. A., Hopfinger A. J. II J. Modern aspects of electrochem. 1982, vol. 14, pp. 425-433.
- Кулешов А. А.Надежность горных машин и оборудования: учеб. пособие/А. А. Кулешов, В. П. Докукин. Федеральное агентство по образованию, государственное образовательное учреждение высшего профессионального образования Санкт-Петербургский государственный горный институт им. Г.В. Плеханова (технический университет). СПб., 2004. 104 с.
- Жилинский В. В. Электрохимическая очистка сточных вод и водоподготовка: Конспект лекций для студентов специальности 1-48 01 04 «Технология электрохимических производств»/В.В. Жилинский. БГТУ. Минск, 2013. 191 с.
- Gronovski A. A., Yeager A. L. Factors which affect the permselectivity of Nation membranes in chlor-alcali ellectrolysis//J. Electrochem. Soc., 1991. 138, № 9, pp. 2690-2697.
