Влияние конструктивных параметров свариваемых элементов из парных уголков на уровень концентрации напряжений соединения с торца уголков

Автор: Емельянов Олег Владимирович, Бултыков Александр Валерьевич, Шувалов Александр Николаевич
Рубрика: Теория расчета строительных конструкций
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
На основании исследования напряженно-деформированного состояния методом конечных элементов стержней из равнополочных уголков, соединенных в тавр, получены закономерности изменения коэффициентов концентрации упругих напряжений по обушку и перу с торца уголков в зависимости от конструктивных параметров свариваемых элементов. Установлено, что величина коэффициента концентрации упругих напряжений с торца уголков со стороны обушка и пера определяется длиной, катетом сварных швов, шириной полки уголков и не зависит от толщины полки уголков и фасонки. Заведение фланговых швов на торец уголков на 20 мм не сказывается на концентрации напряжений. Наложение лобового шва снижает концентрацию упругих напряжений по обушку и перу в 1,62-2,45 раза.
Решетчатые металлические конструкции, напряженно- деформированное состояние, коэффициент концентрации упругих напряжений, сварные швы
Короткий адрес: https://sciup.org/147154409
IDR: 147154409 | УДК: 624.014.2
Effect of construction parameters of double angles welding components on the level of stress concentration of angle ends
On the basis of analysis of stress-strain behaviour by the finite-element method of back-to-back double equal angle bars there are the results of the coefficient variation standards of the elastic stresses concentration in the angel end on the back edge and point depending on construction parameter of welding components. It is stated that the value of elastic stress concentration in the angel end on the side of the back edge and the point has been determined by the length and the welding leg of the welding seams, the width of the angel flange and that coefficient does not depend on the thickness of the angel flange and the gusset plate. The setting of lateral welds on the back edge angels on 20mm does not influence on the stress concentration. The application of end-lap weld reduces the elastic stresses concentration on the back edge and point in 1,62-2,45 times.
Текст научной статьи Влияние конструктивных параметров свариваемых элементов из парных уголков на уровень концентрации напряжений соединения с торца уголков
Для металлических решетчатых конструкций (подкрановые и подкраново-подстропильные фермы, фермы покрытия промышленных зданий с подвесными кранами, башни, мачты, мосты и т. д.) характерно наличие значительного числа зон с конструктивной концентрацией напряжений (сварные соединения нескольких элементов в узле, изменение сечений, места обрыва ребер жесткости и т. д.) и исходных технологических дефектов в узлах в результате применения, в основном, ручной электродуговой сварки. Высокий относительный уровень нагружения σ н I σ T , характерный для металлических конструкций, большая концентрация напряжений и разнообразные дефекты в зонах сварки приводят к образованию трещин.
Анализ отказов строительных конструкций показал, что из более 164 аварий стальных конструкций, произошедших с 2001 по 2010 г., аварии решетчатых конструкций составляют свыше 64 % (!) общего числа аварий [1].
Ранее выполненными исследованиями установлено, что примерно 65 % отказов происходит вследствие развития трещин от дефектов сварки, 10 % – от начальных трещин циклического происхождения, 25 % – от зон высокой концентрации напряжений ( α σ =2–5) [2].
Поэтому проектирование решетчатых конструкций без учета особенностей деформирования и разрушения сталей в зонах концентрации напряжений приводит к увеличению вероятности как усталостного, так и квазихрупкого разрушений.
Сечения стержней из двух парных уголков получили широкое применение при конструировании ферм покрытий промышленных зданий с подвесными кранами и транспортерных галерей, подкрановых и подкраново-подстропильных ферм, мостов и других конструкций вследствие большого диапазона площадей, удобства конструирования узлов на фасонках и прикрепления примыкающих конструкций (прогонов, кровельных панелей, связей, подкрановых путей).
Влияние конструктивных параметров свариваемых элементов из парных уголков на уровень концентрации упругих напряжений в зоне обрыва фасоноксо стороны обушка и пера изучено в [3], закономерностей изменения коэффициента концентрации напряжений K σ и деформаций K ε в упругопластической стадии деформирования – в [4, 5]. В [6] без указаний на размеры уголков, длины и катеты сварных швов в случае заведения фланговых швов на торцы стержня на длину не менее 3 t приведены значения коэффициентов концентрации напряжений в упругой области с торца уголков по обушку ( α σ = 2,9) и перу ( α σ = 2,3). Вместе с тем, в [3] установлено влияние на уровень концентрации упругих напряжений в зоне обрыва фасоноксо стороны обушка и пера длины и катета сварных швов, ширины полки уголка.
Ввиду того, что установление закономерностей изменения коэффициента концентрации упругих напряжений ασ с торца уголков со стороны обушка и пера элементов из парных уголков требует проведения большого количества трудоемких и дорогостоящих испытаний, в настоящей работе напряженно-деформированное состояние соединения моделировали методом конечных элементов (МКЭ). Данный метод в большей степени отвечает требованиям, предъявляемым при изучении НДС в зоне концентрации напряжений, таким как: возможность детализации с заданной точностью НДС в любой точке конструкции; универсальность (способность описания элементов различной конфигурации).
Поскольку распределение напряжений и деформаций в сечении зависит от конфигурации соединения, расчетная модель во всех деталях воспроизводила форму соединения (рис. 1).
В исследовании в соединениях варьировались: длина швов от 50 до 300 мм; катет швов от 4 до 8 мм; толщины фасонок: 8, 10, 12, 14, 16 мм; ширина полки уголка: 80, 100, 125, 140, 160 мм; толщина полки уголка: 8, 10, 12 мм.
Геометрическая форма сварных швов, величина проплавления моделировались подобно сварным швам, формирующимся при изготовлении подобных соединений.
Расчеты выполняли с использованием программного комплекса ANSYS. В результате расчетов были получены изополя интенсивности напряжений в фасонке и полках уголка со стороны обушка и пера (рис. 2–4).
Сравнение распределений напряжений с торца уголков со стороны обушка и пера показывает, что искажение силового потока имеет место со стороны обушка на участке, большем по протяженности, чем со стороны пера (рис. 2–4).
Результаты исследования влияния толщины полки уголка на величину коэффициента концентрации упругих напряжений приведены на рис. 5. Из представленных графиков видно, что изменение толщины полок уголков не сказывается на величине коэффициента концентрации упругих напряжений по обушку и по перу с торца уголков. Аналогичные результаты были получены при дру- гих значениях ширины полки уголка и катетов сварных швов.
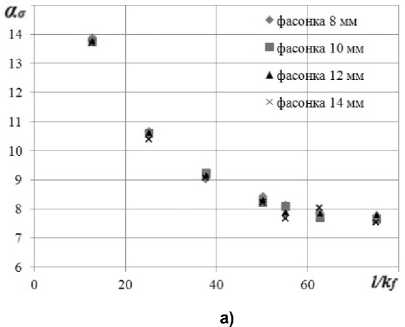
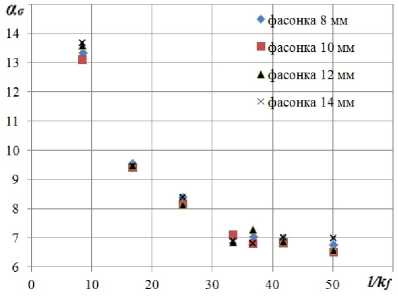
Рис. 6 иллюстрирует результаты исследования влияния толщины фасонки на величину коэффициента концентрации упругих напряжений. Изменение толщины фасонки не влияет на величину коэффициента концентрации напряжений в упругой области. Аналогичные результаты были получены при других значениях ширины полки уголка и катетов сварных швов.
В нормативных документах [7] для снижения коэффициента концентрации упругих напряжений рекомендуется заводить сварные швы на торец уголка не менее чем на 20 мм. В настоящем исследовании было изучено влияния завода сварных швов на торец уголка на 20 мм и лобового шва на концентрацию напряжений с торца уголков.
Результаты исследований, приведенные на рис. 7, показали, что завод сварных швов на торец уголка на 20 мм не сказывается на концентрации напряжений, в то время как наложение лобовых швов существенно снижает величину коэффициента концентрации упругих напряжений.
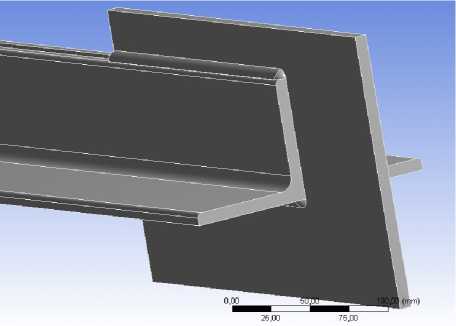
Рис. 1. Расчетная модель
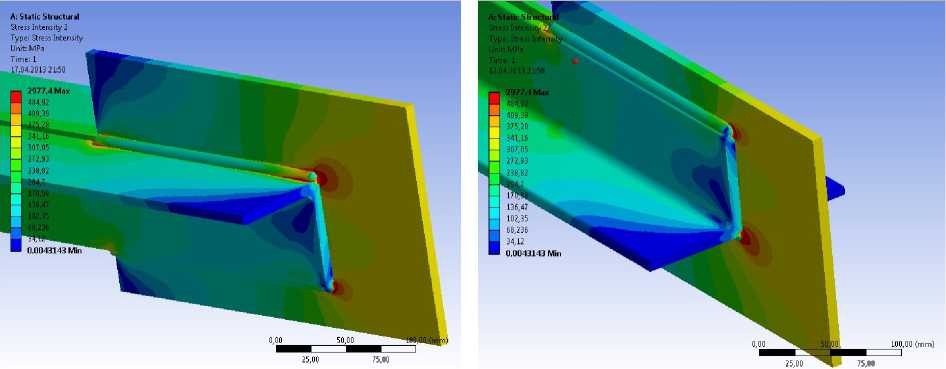
Рис. 3. Изополя интенсивности напряжений в полках уголка и фасонке со стороны пера
Рис. 2. Изополя интенсивности напряжений в полках уголка и фасонке со стороны обушка
Теория расчета строительных конструкций
а)
б)
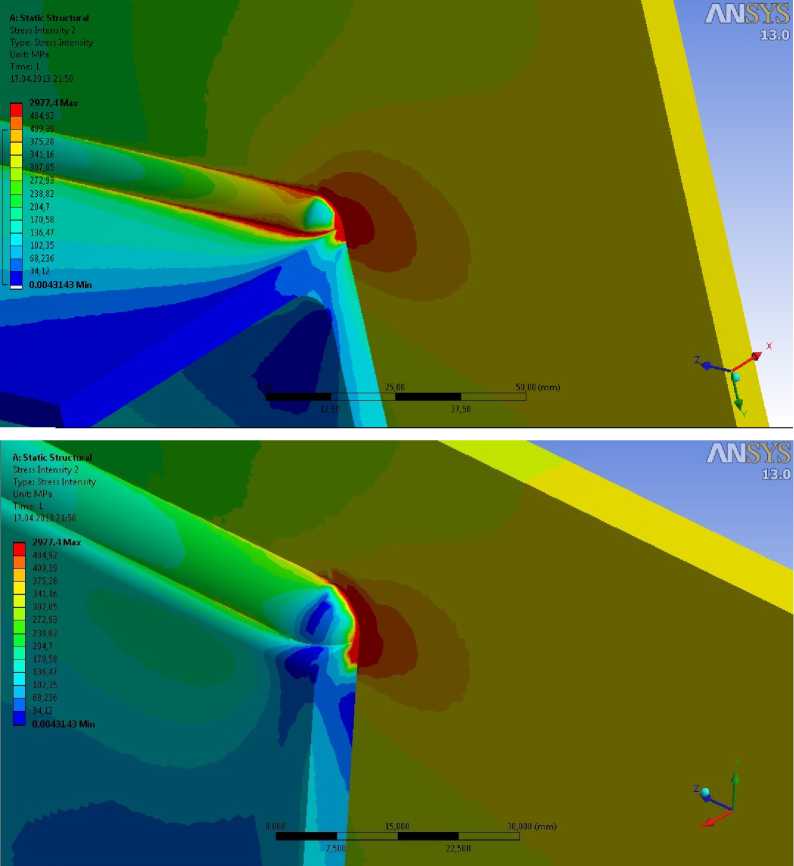
Рис. 4. Изополя интенсивности напряжений с торца уголка (уголок 80 x 8): а - по обушку, б - по перу
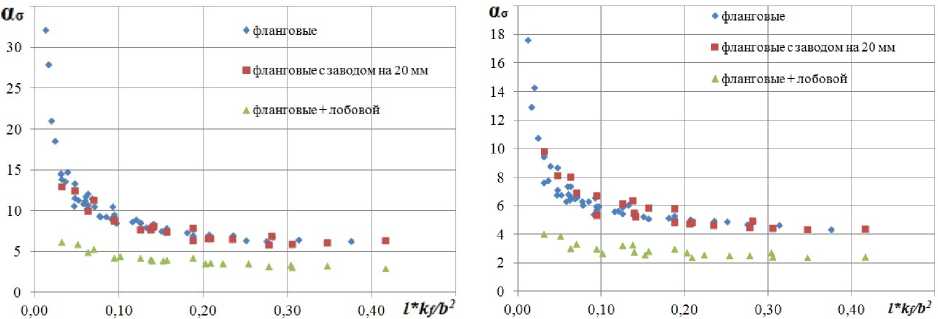
В ходе исследований было выявлено существенное влияние на величину коэффициента концентрации напряжений в упругой области катета сварных швов (рис. 6–9) и ширины полки уголка. Установлено, что коэффициенты концентрации напряжений в упругой области с торца уголков по обушку и перу с увеличением катета сварных швов снижаются, с увеличением ширины полки уголка при фиксированных относительных длинах сварных швов возрастают.
Графики на рис. 8 иллюстрируют изменение коэффициента концентрации упругих напряжений с торца уголков со стороны обушка и пера в зависимости от lkf b 2 (где l – геометрическая длина сварных швов, k f – катет сварных швов, b – ширина полки уголка). Полученные данные были аппроксимированы выражениями:
– при приварке уголков только фланговыми швами и фланговыми швами с заводом на 20 мм на торец уголков
• со стороны обушка аа = 3,4877

• - со стороны пера аа = 2,8156

– при наложении лобового шва
• - со стороны обушка аа = 2,3707

• - со стороны пера аа = 1,9678

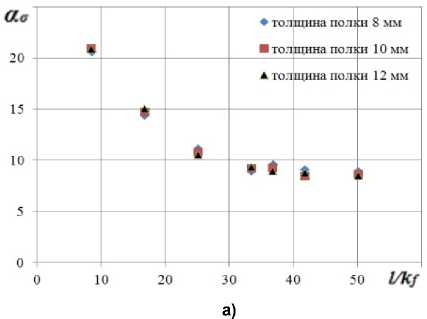
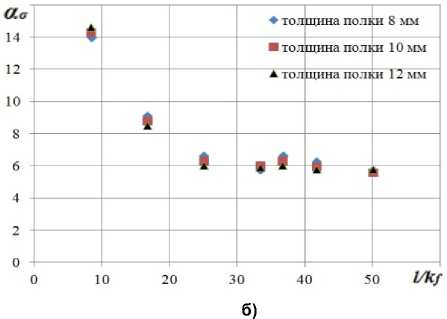
Рис. 5. Изменение коэффициента концентрации упругих напряжений с торца уголков (ширина полки уголка 125 мм) в зависимости от относительной длины сварного шва при различных толщинах полки уголка: а – по обушку; б – по перу
б)
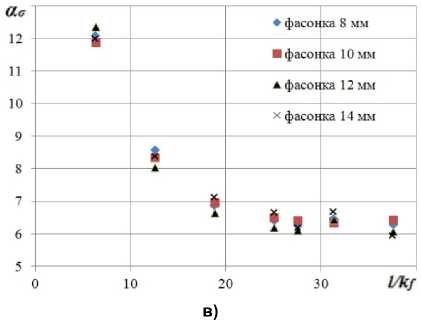
Рис. 6. Изменение коэффициента концентрации упругих напряжений с торца уголков по обушку (уголок 80х8 мм) в зависимости от относительной длины сварного шва при различных толщинах фасонки и катетов сварных швов: а) k f = 4 мм, б) k f = 6 мм, в) k f = 8 мм
Выводы
-
1. Величина коэффициента концентрации упругих напряжений с торца уголков со стороны обушка и пера элементов из парных уголков определяется длиной, катетом сварных швов, шириной полки уголков и не зависит от толщины полки уголков и фасонки.
-
2. Заведение фланговых швов на торец уголков на 20 мм не сказывается на концентрации напряжений. Наложение лобового шва снижает кон-
- центрацию упругих напряжений по обушку и перу в 1,62–2,45 раза.
-
3. Полученные результаты величин коэффициентов концентрации упругих напряжений с торца уголков со стороны обушка и пера элементов из парных уголков в зависимости от отношения lk f у b 2 превышают по обушку в 1,74–5,41, по перу 1,64–4,01 раза значения коэффициентов ασ, приведенные в [6].
Теория расчета строительных конструкций
|
ШГОВЫС ш |
вы |
||||||
|
нговые+ |
чобовой |
||||||
|
♦ |
сиговые с |
ааводомн |
120 мм |
||||
|
t |
|||||||
|
• |
♦ |
||||||
|
■ |
■ |
||||||
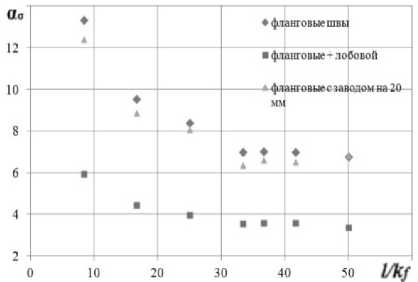
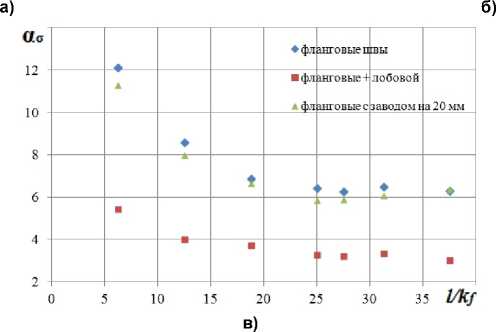
Рис. 7. Изменение коэффициента концентрации упругих напряжений с торца уголков по обушку (уголок 80 x 8 мм) в зависимости от относительной длины сварного шва и катетов сварных швов: а) k f = 4 мм, б) k f = 6 мм, в) k f = 8 мм
а) б)
Рис. 8. Зависимость коэффициента концентрации упругих напряжений с торца уголков в зависимости от отношения lkf b 2 : а – по обушку ; б – по перу
Список литературы Влияние конструктивных параметров свариваемых элементов из парных уголков на уровень концентрации напряжений соединения с торца уголков
- Реестр аварий зданий и сооружений 2001-2010 годов/К.И. Еремин, Н.А. Махутов, Г.А. Павлова, Н.А. Шишкина. -М.: Магнитогорский дом печати, 2011. -18 с.
- Винклер, О.Н. Прогрессивные методы и средства повышения сопротивления элементов конструкций и машин хрупкому разрушению/О.Н. Винклер, Н.А. Махутов. -М.: НТО/МП, 1970. -69 с.
- Емельянов, О.В. Влияние конструктивных параметров свариваемых элементов из парных уголков на уровень концентрации напряжений соединения в зоне обрыва фасонки/О.В. Емельянов, А.В. Бултыков, А.Н. Шувалов//Промышленное и гражданское строительство. -2012. -№ 12. -С. 36-39.
- Шувалов, А.Н. Расчетно-экспериментальная оценка остаточного ресурса циклически нагружаемых решетчатых металлических конструкций/А.Н. Шувалов, О.В. Емельянов, Ж.М. Гимерверт//Надежность и реконструкция -88: тез. докл. региональной науч.-практ. конф. -Волгоград, 1988. -С. 88-91.
- Емельянов, О.В. Прогнозирование остаточного ресурса циклически нагружаемых решетчатых конструкций/О.В. Емельянов, А.Н. Шувалов//Градостроительство, прогрессивные строительные конструкции, технологии, системы: межвуз. сб. науч. тр. -Магнитогорск: МГТУ, 2000. -С. 42-52.
- Справочник проектировщика «Металлические конструкции». -М., 1998. -Т. 1. -С. 231.
- СНиП II-23-81* Стальные конструкции. -М., 1988. -94 с.
