Влияние криогенной обработки и термоудара на закалочные напряжения и свойства сплава Д16

Автор: Суан Зунг Май, Гневко А.И., Пучков Ю.А., Плохих А.И., Куранов А.Е., Яременко О.Б.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 4 т.13, 2020 года.
Бесплатный доступ
Приведены результаты исследования влияния термической обработки, включающей закалку в воде, охлаждение закаленного сплава в жидком азоте, выдержку в жидком азоте и термоудар (нагрев в горячем минеральном масле), а также естественное или искусственное старение, на свойства прутков деформируемого алюминиевого сплава Д16. Методом сверления отверстий определено влияние режимов этой термической обработки на остаточные напряжения, а методами испытания на растяжение и инструментального индентирования - на относительные удлинение, сужение, предел текучести, предел прочности и трещиностойкость сплава Д16. Коррозионные свойства исследованы потенциодинамическим методом в 3%-м водном растворе NaCl.
Термическая обработка, термоудар, алюминиевые сплавы, д16, остаточные напряжения, метод сверления, метод индентирования, механические свойства
Короткий адрес: https://sciup.org/146281634
IDR: 146281634 | УДК: 66.026.4:669.018.8 | DOI: 10.17516/1999-494X-0238
Influence of Сryogenic Treatment and Thermal Shock on Quenching Stresses and Properties of Alloy D16
This paper presents the results of heat treatment influence, including quenching in water, cooling of the alloy in liquid nitrogen, holding in it and thermal shock (heating in hot mineral oil) and also natural or artificial aging on the properties of wrought aluminum alloy D16 (2024). With the help of the hole-drilling strain-gage method the influence of heat treatment on residual stresses was determined and using tensile and indentation tests – specific elongation, reduction of area, yield strength, tensile strength and cracking resistance of alloy D16 (2024) were determined. Corrosion properties were studied with potentiodynamic method in 3% aqueous NaCl solution.
Текст научной статьи Влияние криогенной обработки и термоудара на закалочные напряжения и свойства сплава Д16
Цитирование: Зунг, Май Суан. Влияние криогенной обработки и термоудара на закалочные напряжения и свойства сплава Д16 / Май Суан Зунг, А.И. Гневко, Ю.А. Пучков, А.И. Плохих, А.Е. Куранов, О.Б. Яременко // Журн. Сиб. федер. ун-та. Техника и технологии, 2020. 13(4). С. 473-486. DOI: 10.17516/1999-494X-0238
ра-время-свойство (диаграммы достижения свойств) обрабатываемого сплава и специального программного обеспечения [8-12].
Дальнейшим шагом в совершенствовании технологии упрочнения алюминиевых сплавов является еще недостаточно изученная технология, включающая криогенную обработку и термоудар [13-15]. По этой технологии детали после закалки в воде охлаждают до низких температур, например, погружением в жидкий азот, а затем быстро нагревают в кипящей воде, высокоскоростном паре или горячем масле. Показано [14], что остаточные напряжения, возникающие при обработке этим методом, могут быть уменьшены на 90 % по сравнению с обычной термической обработкой. Снижение остаточных напряжений и коробления при этой обработке происходит, так как при термоударе направление напряжений и деформации противоположно напряжениям и деформации, возникающим при предшествующей ему закалке в воде. При этом термоудар приводит к пластической деформации в поверхностной зоне сплава, т.е. является разновидностью поверхностного упрочнения, позволяющего повысить конструкционную прочность изделия.
Криогенная обработка и термоудар могут быть применены для ряда высокоточных фасонных крупногабаритных изделий, например полых профилей, в частности труб [16], вафельных конструкций, рамок инерционных систем позиционирования, крупногабаритных зеркал оптических телескопов, корпусов шасси, направляющих, ступиц [4] и т.д.
Целью данной работы является исследование влияния криогенной обработки и термоудара на остаточные напряжения, механические и коррозионные свойства сплава Д16 после естественного и искусственного старения.
Материалы и методика исследования
Объектом исследований стали изготовленные из прессованных прутков сплава Д16T кольцевые образцы с внешним диаметром 60 мм, внутренним диаметром 40 мм, шириной 10 мм, а также изготовленные по ГОСТ 1497-84 разрывные цилиндрические образцы типа VII с диаметром рабочей части 6 мм. Химический состав сплава определен на атомно-эмиссионном спектрометре с лазерным возбуждением «ЛАЭС» (табл. 1).
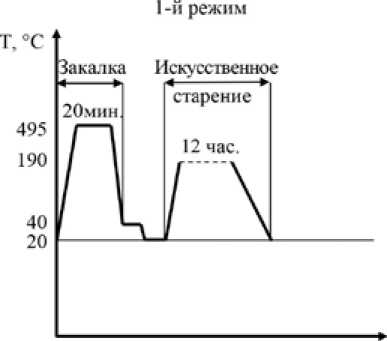
Термическую обработку проводили в шахтных печах. Последовательность и режимы термической обработки приведены в табл. 2 и на рис. 1.
Для поддержания температуры в соляной и масляной ванне использовали аттестованные хромелькопелевые термопары и микропроцессорный измеритель-регулятор температуры 2TPM1-Щ2.У.РР. В качестве рабочей среды соляной ванны была выбрана смесь солей: 55 % NaNO 3 + 45 % NaNO 2 , масляной ванны – Термойл 26. Для выравнивания температуры вну-
Таблица 1. Химический состав образцов из исследованного сплава Д16
Table. 1. The chemical composition of the samples from the studied alloy D16
|
Сплав |
Содержание элементов, % (мас.) |
||||||||
|
Cu |
Mg |
Mn |
Si |
Fe |
Zn |
Cr |
Ti |
Al |
|
|
Д16 |
4,35 |
1,50 |
0,60 |
0,50 |
0,50 |
0,10 |
0,16 |
0,07 |
основа |
Таблица 2. Режимы термической обработки образцов из сплава Д16
Т =С
Криогенная
Т, °C
Криогенная
-196
Закалка обработка
Искусственное
Закалка обработка
Естественое
20мин
и термоулар
старение
12 час.
20мин
и термоулар
старение
5 мин.
-196
гл
/ I 5мин
5 мин
Время
Время
Закалка
20мин
2-й режим
Естественое
старение
Table 2. Modes of heat treatment of alloy D16 samples
|
Номер режима термической обработки |
Режим термической обработки |
|||
|
закалка |
криогенная обработка |
термоудар |
старение |
|
|
1 |
нагрев в соляной ванне до 495±2 °С и выдержка 20 мин с последующим охлаждением и выдержкой 5 мин в воде с температурой 40±1 °С |
охлаждение до минус 196 °С и выдержка 5 мин в жидком азоте |
нагрев с минус 196 °С и выдержка 5 мин в масле с температурой 175±2 °С |
при 190±1 °С продолжительностью 12 ч |
|
2 |
при 20±2 °С продолжительностью 100 ч |
|||
|
3 |
не проводили |
не проводили |
при 190±1 °С продолжительностью 12 ч |
|
|
4 |
не проводили |
не проводили |
при 20±1 °С продолжительностью 100 ч |
|
Время Время
3-й режим 4-й режим
Рис. 1. Схемы термообработки образцов из сплава Д16 по режимам 1…4 (табл. 2)
Fig. 1. Heat treatment schemes for samples of D16 alloy according to modes 1…4 (See Table 2)
три ванн их содержимое во время выдержек в них образцов тщательно перемешивали. Образцы, обработанные по режимам 1 и 3, подвергали искусственному старению в камерной печи BINDER ED-23 в течение 12 ч, а по режимам 2 и 4 - естественному старению продолжительностью 100 ч.
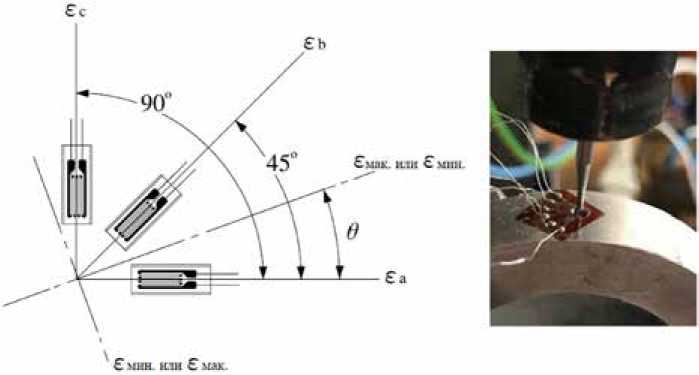
Остаточные напряжения в образцах определяли методом сверления по стандарту ASTM E837-08 [5-7], используя тензодатчики типа B (рис. 2). Сверление перпендикулярно внешней цилиндрической поверхности на глубину 2 мм выполняли конической торцевой пальчиковой фрезой диаметром 1,8 мм (рис. 2). Мостовая схема, используемая для определения остаточных напряжений, приведена на рис. 3.
Максимальные и минимальные остаточные напряжения о мак и омин рассчитывали, используя следующее уравнение [6]:

где Ea, Eb, sc — измеренные деформации в направлениях a, b и c ; v - коэффициент Пуассона; E -модуль Юнга.
Микротвердость образцов измеряли на твердомере EMCO-TEST Durascan 20 по методу Виккерса с нагрузкой 100 г и выдержкой 10 с в соответствии с ГОСТ Р ИСО 6507-1-2007.
Удельная электрическая проводимость поверхностной зоны образцов определена вихретоковым измерителем ВЭ-27НЦ, принцип действия которого основан на анализе параметров (фазы) электромагнитного поля вихревых токов при взаимодействии вихретокового преобразователя прибора с поверхностным слоем исследуемого металла.
Испытания на разрыв выполняли по ГОСТ 1497-84 (Методы испытаний на растяжение) на разрывной машине Z100 производства фирмы «Zwick/Roell». Расчет основных характеристик проводили автоматизированно, с помощью штатной программы сбора и обработки данных.
а)
б)
Рис. 2. Схема тензодатчика типа B (а) и образец с наклеенным тензодатчиком в процессе сверления (б)
Fig. 2. Scheme of a strain gauge type B (a) and a sample with a glued strain gauge during drilling (b)
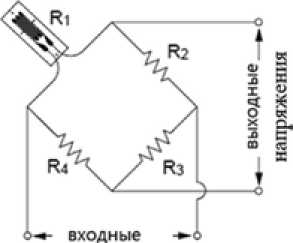
напряжения
Рис. 3. Мостовая схема для определения остаточных напряжений: R 1 – активное сопротивление тензорезистора; R 2 , R 3 , R 4 – активное сопротивление плеч измерительного моста; U вх и U вых – входное и выходное напряжения измерительного моста
Fig. 3. Bridge circuit for determining residual stresses: R 1 is the resistance of the strain gauge; R 2 , R 3 , R 4 – active resistance of the arms of the measuring bridge; U in and U out – input and output voltages of the measuring bridge
Испытания инструментальным индентированием осуществляли с использованием системы AIS 3000HD, производства фирмы Frontics, Inc., Южная Корея, разрешение по нагрузке и глубине которой составляло 0,02 Н и 0,10 мкм соответственно. Для определения предела текучести, временного сопротивления и трещиностойкости применяли сферический индентор диаметром 0,5 мм, для определения твердости – индентор Виккерса. Нагружение и разгрузку проводили со скоростью 0,3 мм/мин. По зависимостям нагрузки от глубины индентирования были построены зависимости напряжения от степени деформации.
Метод инструментального индентирования, реализованный в системе AIS, позволяет значительно сократить время проведения испытаний по определению прочностных характеристик материалов без необходимости вырезки образцов и потребности в дополнительном оборудовании. Прочность на растяжение и трещиностойкость определяют по специальным оценочным кривым из данных испытания вдавливанием.
Получаемые результаты измерения механических характеристик сопоставимы с результатами классических испытаний, однако метод индентирования дает возможность производить эти испытания неразрушающе, так как глубина отпечатка в месте испытания не превышает 150 мкм, а зона сжимающего напряжения под отпечатком не критична для работы конструкции, ибо не нарушает физические свойства объекта. Результаты измерения получают непосредственно после завершения испытания. Эти основные преимущества метода позволяют производить испытание материалов и конструкций на действующих объектах. Использование данного метода дает возможность проводить исследование механических свойств упрочняемых поверхностей, а также участков материала с высоким градиентом изменения механических свойств, вызванных различными видами термической обработки, что может быть применимо для отработки технологии поверхностного упрочнения, а также для деталей, где оценка механических характеристик классическими методами не представляется возможной.
Исследование процессов коррозии выполняли с использованием потенциостата IPC-ProMF. Для проведения потенциодинамических коррозионных исследований применяли электрохимическую ячейку с хлорсеребряным электродом сравнения (х.с.э.) и вспомогатель-– 478 – ным платиновым электродом. Исследования проводили на участках внешней цилиндрической поверхности образцов, погруженных в 3%-й водный раствор NaCl. После формирования на поверхности образца стабильного потенциала коррозии снимали катодную и анодную поляризационные кривые со скоростью развертки потенциала 1 мВ/с. Значения потенциалов пересчитаны по отношению к стандартному водородному электроду по соотношению
Е с.в.э = Е х.с.э + 0,222 В.
Для определения плотности коррозионного тока использовали метод поляризационного сопротивления и статистическую обработку результатов для 20 точек поляризационной диаграммы, отличающихся на (10…20) мВ от потенциала коррозии.
Результаты исследования и обсуждение полученных результатов
На рис. 4 приведены результаты определения методом сверления остаточных напряжений. Термическая обработка, включающая охлаждение образцов в жидком азоте с последующим нагревом в минеральном масле до температуры 180 °С, уменьшает максимальные остаточные напряжения в образцах после искусственного старения cо 140 до 40 МПа, т.е. на 71 %, а после естественного старения со 175 до 130 МПа, т.е. на 26 %. Причиной снижения остаточных напряжений при нагреве от температуры жидкого азота минус 196 °С до температуры нагретого до 175 °С масла служит появление градиента температур, приводящего к развитию пластической деформации.
На рис. 5 и табл. 3 приведены результаты измерения микротвердости, изменяющейся по параболическому закону, на боковой поверхности кольцевого образца. Максимальная твердость наблюдается вблизи внешней и внутренней цилиндрических поверхностей кольца, минимальная – в центре боковой поверхности. Охлаждение в жидком азоте с последующим нагревом в
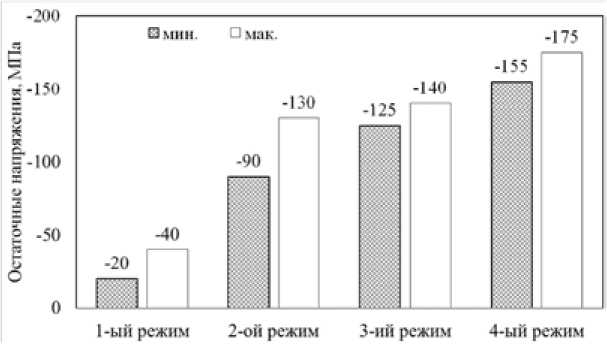
Рис. 4. Минимальные и максимальные остаточные напряжения в кольцевых образцах, термообработанных по режимам, приведенным в табл. 2
Fig. 4. The minimum and maximum residual stresses in the ring samples, heat-treated according to the modes given in Table 2
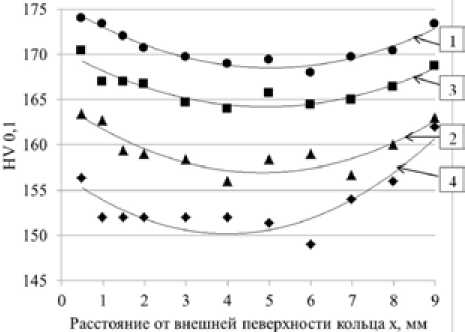
Рис. 5. Изменение микротвердости на боковой поверхности кольцевых образцов, термообработанных по режимам 1…4
Fig. 5. Change in microhardness on the lateral surface of ring samples heat-treated according to modes 1…4
Таблица 3. Зависимость микротвердости HV0,1 от расстояния x до внешней поверхности кольца и величина достоверности аппроксимации R 2
Table 3. The dependence of the microhardness HV0.1 on the distance x to the outer surface of the ring and the value of the reliability of the approximation R 2
Образцы, при термической обработке которых применяли криогенную обработку и термоудар, по свойствам удовлетворяют требованиям к сплаву Д16 [17, 18] (табл. 4). После искусственного старения по прочности они не уступают образцам, к которым не применяли криогенную обработку и термоудар, а по пластичности даже превосходят. В случае использования после криогенной обработки и термоудара естественного старения прочность и пластичность немного снижаются, но тем не менее остаются выше нормативных требований (табл. 4). Применение криогенной обработки и термоудара перед естественным старением может приводить к небольшому снижению прочности и пластичности, вероятно, из-за снижения уровня сжимаю-
Таблица 4. Результаты определения механических свойств образцов из сплава Д16 при испытании на растяжение
Table 4. The results of determining the mechanical properties of samples of alloy D16 during tensile testing
Приведенные выше результаты относятся к механическим свойствам образцов в целом. Однако при термоударе свойства изменяются преимущественно в поверхностной зоне. Для определения изменения механических свойств в поверхностной зоне был применен метод инструментального индентирования. Результаты определения механических свойств этим методом приведены в табл. 5. Из данных этой таблицы следует, что металл в поверхностной зоне сплава после криогенной обработки и термоудара и последующего искусственного и естественного старения существенно превосходит по пределу текучести и трещиностойкости металл, для упрочнения которого не применяли криогенную обработку и термоудар.
На рис. 6 изображены результаты измерения удельной электропроводности сплава под внешней цилиндрической поверхностью кольцевых образцов. Как можно видеть, при применении восходящей закалки повышается электропроводность. Это можно объяснить тем, что при восходящей закалке понижаются напряжения, и тем, что восходящая закалка сопровождается
Таблица 5. Результаты определения механических свойств образцов из сплава Д16 с методом индентирования
Table 5. The results of determining the mechanical properties of of alloy D16 samples with the indentation method
|
Термообработка |
||||
|
Т1 |
Т |
|||
|
σ В МПа |
σ 0,2 МПа |
σ В МПа |
σ 0,2 МПа |
|
|
С криогенной обработкой и термоударом |
486, 472 |
404, 426 |
440, 444 |
402, 392 |
|
Без криогенной обработки и термоудара |
492, 495 |
400, 414 |
442, 447 |
372, 376 |
|
Требования |
≥425 [17] |
≥345 [17] |
≥390 [18] |
≥275 [18] |
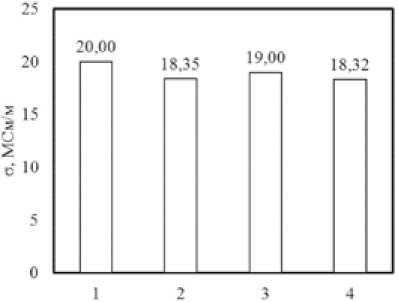
Рис. 6. Удельная электропроводность сплава поверхностной зоны под внешней цилиндрической поверхностью кольцевых образцов, термообработанных по режимам 1…4
Fig. 6. The electrical conductivity in the the surface zone under the outer cylindrical surface of the ring samples, heat-treated according to modes 1…4
пластической деформацией поверхностного слоя металла, в результате чего образуются дислокации, служащие при старении центрами образования упрочняющих выделений, что должно приводить к снижению искажения кристаллической решетки матричного твердого раствора в результате его более полного распада.
На рис. 7, 8 и в табл. 6 приведены результаты коррозионных исследований. Криогенная обработка и термоудар не оказывают на потенциалы коррозии такого сильного влияния, как вид старения. Тем не менее потенциалы коррозии образцов (красные линии на рис. 7), к которым применяли криогенную обработку и термоудар, выше, чем у образцов, которые закаливали только в воде и старили.
На рис. 8 отображены результаты коррозионных исследований потенциодинамическим методом. Скорость общей коррозии сплава Д16 в данной среде определяется скоростью ка-
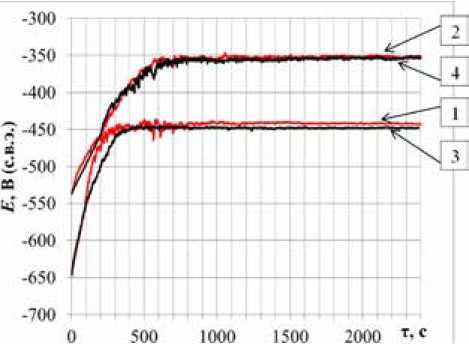
Рис. 7. Кинетика изменения потенциала в 3%-м в водном растворе NaCl образцов, обработанных по режимам 1…4
Fig. 7. Kinetics of a potential change in 3 % aqueous solution of NaCl of samples treated according to modes 1…4
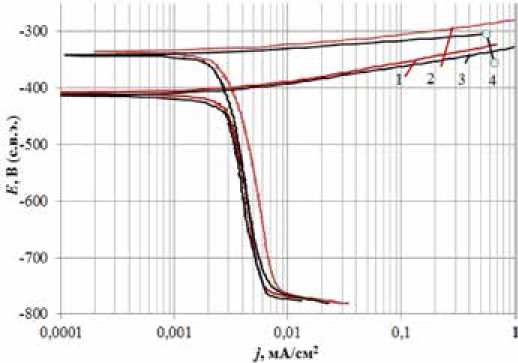
Рис. 8. Результаты потенциодинамического анализа образцов в 3%-м водном растворе NaCl, обработанных по режимам 1…4
Fig. 8. The results of potentiodynamic analysis in a 3 % aqueous solution of NaCl, of samples treated according to modes 1…4
тодного процесса O 2 +2H 2 0+4 e- →4OH-, протекающего медленнее анодного процесса ионизации металла Me→Men++n e- . К такому выводу можно прийти, анализируя данные расчета табл. 5, где показано, что поляризационные сопротивления катодных процессов R p выше, чем для анодных. Этот тезис подтверждают и значения коэффициентов b а и b к в уравнениях Тафе-ля. Небольшое увеличение скорости коррозии у образцов, к которым применена криогенная обработка и термоудар, вероятно, связано с увеличением дисперсности структуры, увеличением энергии и реакционной способности сплава. После всех четырех видов термической
Таблица 6. Результаты потенциодинамического анализа в 3%-м водном растворе NaCl образцов из сплава Д16, термообработанных по режимам 1…4
Table 6. The results of potentiodynamic analysis in a 3 % aqueous NaCl solution of alloy D16 samples heat-treated according to modes 1…4
Заключение
Предлагаемая термическая обработка, включающая охлаждение исследованных образцов из сплава Д16 после закалки в воде с последующими охлаждением в жидком азоте до минус 196 °С и нагревом в масле до 175 °С, уменьшает максимальные остаточные напряжения в образцах после естественного старения со 175 до 130 МПа, т.е. на 26 %, а после искусственного старения со 140 до 40 МПа, т.е. на 71 %. В результате применения восходящей закалки наблюдается повышение электропроводности. Это можно объяснить не только снижением остаточных напряжений, но, вероятно, и более полным распадом при старении пересыщенного твердого раствора.
Дюрометрическим методом и методом инструментального индентирования установлено увеличение твердости и предела текучести поверхностной зоны образцов, обработанных с применением криогенной обработки и термоудара, вероятной причиной чего является образование дополнительного числа выделений на образующихся при термоударе дислокациях.
Образцы, при термической обработке которых применяли криогенную обработку и термоудар, по пределу текучести, относительному удлинению и сужению удовлетворяют требованиям к сплаву Д16 в состояниях после естественного и искусственного старения. Отрицательный эффект от снижения полезных сжимающих напряжений в поверхностной зоне изделия в них компенсируется упрочнением поверхностной зоны и снижением опасных растягивающих напряжений в центре изделия. Криогенная обработка и термоудар не оказывают заметного влияния на стойкость сплава Д16 к общей коррозии.
Список литературы Влияние криогенной обработки и термоудара на закалочные напряжения и свойства сплава Д16
- Антипов В.В., Сенаторова О.Г., Ткаченко Е.А., Вахромов Р.О. Алюминиевые деформируемые сплавы. Авиационные материалы и технологии, 2012, 5, 167-182
- История авиационного материаловедения: ВИАМ - 75 лет поиска, творчества, открытий. Под общ. ред. Е.Н. Каблова. М.: Наука, 2007. 343 с.
- Рабинович М.Х. Термомеханическая обработка алюминиевых сплавов. М.: Машиностроение, 1972. 169 c.
- Croucher T. "Minimizing Machining Distortion in Aluminum Alloys through Successful Application of Uphill Quenching - A Process Overview", in Quenching and Cooling, Residual Stress and Distortion Control, ed. L. Canale and M. Narazaki. West Conshohocken, PA: ASTM International, 2010, 332-351. DOI: 10.1520/STP49158S
- Шведова А.С. Повышение эксплуатационных свойств деталей при обработке динамическими методами поверхностного пластического деформирования. Вестник Донского государственного университета, 2015, 15(1), 114-120.
- Kiyoshi Funatani, Totten G.E. Heat treating advances in surface engineering: an international symposium in honor of Professor Tom Bell and Professor Jerome B. Cohen Memorial Symposium on Residual Stresses in the Heat Treatment Industry: proceedings of the 20th conference, 9-12 October 2000, St. Louis, Missouri, ASM International. 2000. 1195 р.
- Райцес В.Б. Термическая обработка на металлургических заводах. М.: Металлургия, 1971. 248 с.
- Пучков Ю.А., Ван Яньлун, Ампилогов А.Ю.. Исследование влияния скорости охлаждения при закалке на структуру и свойства сплава В91Т3 системы Al-Zn-Mg-Cu. Технология металлов, 2010, 8, 15-21.. Study of the effect of quenching cooling rate on the structure and properties of the B91T3 alloy of the Al-Zn-Mg-Cu system, Metal Technology, 2010, 8, 15-21
- Пучков Ю.А., Ван Яньлун, Полянский В.М.. Исследование распада переохлажденного твердого раствора алюминиевого сплава В91 системы Al-Zn-Mg-Cu. МиТОМ, 2010, 8, 16-22.. Study of alloy V91 of the system Al - Zn - Mg - Cu system supercooled solid solution decomposition, MiTOM, 2010, 8, 16-22
- Бенариеб И., Пучков Ю.А., Клочков Г.Г., Лощинин Ю.В., Сбитнева С.В. Исследование влияния скорости охлаждения при закалке на структуру и свойства листов из высокотехнологичного сплава В-1341 системы Аl-Мg-Si. Материаловедение, 2019, 7, 43-48.
- Пучков Ю.А., Полянский В.М., Седова Л.А. Исследование влияния режимов изотермической закалки на структуру и свойства алюминиевого сплава В-1341T. Металловедение и термическая обработка металлов, 2019, 2, 13-19.
- Бенариеб И., Пучков Ю.А., Клочков Г.Г., Лощинин Ю.В., Сбитнева С.В. Прогнозирование влияния режима закалки на механические свойства листов из термически упрочняемого алюминиевого сплава В-1341. Роль фундаментальных исследований при реализации "Стратегических направлений развития материалов и технологий их переработки на период до 2030 года". Материалы IV Всероссийской конференции. 2018. С. 58-70.
- Simencio E.C.A., Totten G.E., Canale L.C.F. Uphill quenching of aluminum: a process overview. International Heat Treatment and Surface Engineering, 2011, 5(1), 26-30.
- Totten G.E., Mackenzie D.S. Aluminum quenching technology: a review, Material Science Forum, 2000, 331-337, 589-594.
- Lados D.A., Apelian D., Wang L. Minimization of residual stress in heat-treated Al-Si-Mg cast alloys using uphill quenching: Mechanisms and Effects on Static and Dynamic Properties. Materials Science and Engineering: A. 2010, 527 (13-14), 3159-3165.
- Hak-Jin Lim, Dae-Hoon Ko, Dae-Cheol Ko, and Byung-Min Kim. Reduction of Residual Stress and Improvement of Dimensional Accuracy by Uphill Quenching for Al6061 Tube. Metallurgical and materials transactions B. April 2014, 45(2), 472-481.
- Davis J.R. ASM Speciality Handbook: Aluminium and Aluminium Alloys. ASM International. 1993. 784 р.
- ГОСТ 21488-97. Прутки, прессованные из алюминия и алюминиевых сплавов
