Влияние магния на удельную электропроводность и механические свойства проволоки из сплавов АЛТЭК

Автор: А.А. Левагина, Е.В. Арышенский, С.В. Коновалов, С.А. Полегешко, М.В. Макарова
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В работе исследовано влияние добавки магния (0,2; 0,5 и 1,0 мас. %) на эволюцию микроструктуры, удельную электропроводность и механические свойства проволоки из сплавов АЛТЭК. Сплавы АЛТЭК относятся к системе Al-Сu-Mn, в которых термостабильность при повышенных температурах достигается за счет образования дисперсионно-упрочняющих частиц Al20Сu2Mn3. Технология изготовления образцов включала литье, длительную гомогенизацию, горячую прокатку, промежуточный отжиг, сортовую прокатку, волочение и заключительные отжиги (300–500 °C, 3 ч). Ключевым процессом на этапе гомогенизации является коагуляция изначально дисперсных частиц термостабильной фазы Al20Сu2Mn3. В ходе заключительных отжигов наблюдалась сложная динамика изменения свойств. При 300 °C происходил распад пересыщенного твердого раствора, что сопровождалось резким снижением прочности вследствие выделения магнийсодержащих частиц. Последующее повышение температуры отжига до 400–500 °C привело к растворению частиц и, как следствие, твердорастворному упрочнению магнием. Это подтверждается одновременным ростом прочности и снижением удельной электропроводности. После отжига при 400 °C максимальная прочность (310 МПа) достигнута в сплаве 1Mg, тогда как максимальная электропроводность – 25,05 МСм/м – в сплаве 0,2Mg. Методами рентгеноструктурного анализа (РСА), сканирующей электронной микроскопии (СЭМ) и термодинамического моделирования идентифицирован фазовый состав: во всех сплавах присутствуют фазы Al20Сu2Mn3 и Al6Mn; в сплавах с 0,2–0,5 % Mg дополнительно обнаружены фазы Al2Сu и Al2СuMg; в сплаве 1Mg фазовый состав представлен Al20Сu2Mn3, Al6Mn и Al2СuMg. Ожидаемый эффект дисперсионного и твердорастворного упрочнения не был реализован из-за коагуляции дисперсных частиц в ходе длительной гомогенизации. Тем не менее легирование магнием является эффективным способом повышения прочности проволоки из сплавов АЛТЭК. Эффект двойного упрочнения возможен при сокращении длительности гомогенизационного отжига.
Алюминиевые сплавы, АЛТЭК, Al-Сu-Mn-Mg, легирование магнием, твердорастворное упрочнение, сканирующая электронная микроскопия, механические свойства, удельная электропроводность
Короткий адрес: https://sciup.org/148333238
IDR: 148333238 | УДК: 669.017 | DOI: 10.37313/1990-5378-2026-28-1-34-45
The Infl uence of Magnesium on the Specifi c Electrical Conductivity and Mechanical Properties of Altec Alloy Wire
This work investigates the influence of magnesium additions (0.2, 0.5, and 1.0 wt. %) on the microstructure evolution, specific electrical conductivity, and mechanical properties of wire made from ALTEC alloys. ALTEC alloys belong to the Al-Cu-Mn system, where thermal stability at elevated temperatures is achieved through the formation of dispersion-strengthening Al20Cu₂Mn₃ particles. The sample manufacturing technology included casting, prolonged homogenization, hot rolling, intermediate annealing, shape rolling, drawing, and final annealing (300–500 °C, 3 h). The key process during the homogenization stage is the coagulation of initially dispersed particles of the thermally stable phase Al20Cu₂Mn₃. A complex dynamic of property changes was observed during the final annealing treatments. At 300 °C, decomposition of the supersaturated solid solution occurred, accompanied by a sharp decrease in strength due to the precipitation of magnesium-containing particles. Subsequent increases in annealing temperature to 400–500 °C led to particle dissolution and, consequently, solid-solution strengthening by magnesium. This is confirmed by the simultaneous increase in strength and decrease in specific electrical conductivity. After annealing at 400 °C, maximum strength (310 MPa) was achieved in the 1Mg alloy, while maximum electrical conductivity – 25.05 MS/m – was observed in the 0.2Mg alloy. Using X-ray diffraction analysis (XRD), scanning electron microscopy (SEM), and thermodynamic modeling, the phase composition was identified: all alloys contained the phases Al20Cu₂Mn₃ and Al6Mn; alloys with 0.2–0.5 % Mg additionally contained the phases Al₂Cu and Al₂CuMg; the phase composition of the 1Mg alloy was represented by Al20Cu₂Mn₃, Al6Mn, and Al₂CuMg. The expected combined effect of dispersion and solid-solution strengthening was not realized due to the coagulation of dispersed particles during prolonged homogenization. Nevertheless, alloying with magnesium is an effective method for increasing the strength of ALTEC alloy wire. The dual strengthening effect is possible by reducing the duration of the homogenization anneal.
Текст научной статьи Влияние магния на удельную электропроводность и механические свойства проволоки из сплавов АЛТЭК
Исследование выполнено за счет гранта Российского научного фонда №24-19-00064, Сt/24-19-00064/
Известно, что алюминиевые сплавы относятся к числу основных конструкционных материалов, при этом их эксплуатационные и механические свойства во многом определяются особенностями их легирования [1–3]. Наглядным примером служат сплавы АЛТЭК системы Al-Сu-Mn, в которых термостабильность при повышенных температурах достигается за счет оптимального содержания меди и марганца в количестве 2–3 % и 1–2 % соответственно [4–10]. Данная концентрация легирующих элементов обеспечивает образование максимального количества термостабильной фазы Al20Сu2Mn3 в количестве до 10 об. % [4,8].
Выделяющиеся при распаде пересыщенного твердого алюминиевого раствора дисперсные частицы фазы эффективно препятствуют движению дислокаций, обеспечивая сохранение прочностных характеристик при температурах не более 400°C в течение продолжительного времени (3 ч) [4–6].
Основное преимущество сплавов АЛТЭК перед другими термостойкими сплавами (такими как дисперсно-упрочненные сплавы с фазой L12, например Al3Zr [11–12]) – более низкая стоимость, обусловленная отсутствием в их составе дорогостоящих переходных металлов.
Отожженные листы из базовых сплавов АЛТЭК толщиной 1 мм, обработанные путем горячей и холодной прокатки, имеют предел прочности 287 МПа [6].
Перспективным направлением является дополнительное упрочнение сплава легирующими элементами. Для промышленных сплавов 2ххх серии, содержащих марганец, вторым основным легирующим элементом после меди, вводимым с целью упрочнения, является магний в количестве 0,15–2,7 %. При этом максимальная прочность наблюдается при содержании магния 1–2 % (совместно с медью 1–4 %) [8, 13–16], преимущественно за счет эффекта твердорастворного упрочнения. В сплавах АЛТЭК эффект твердорастворного упрочнения мог бы суммироваться с дисперсионным упрочнением частицами фазы Al20Сu2Mn3.
Имеются исследования, посвященные изучению влияния добавки магния на структуру и свойства сплавов АЛТЭК на примере листов [10]. Так, в исследовании были получены данные о влиянии концентрации магния 0,2–1,5 % на удельную электропроводность (УЭП) листа толщиной 1 мм из сплава 2Сu2Mn. УЭП увеличивается при проведении первого отжига 300 °C на 10–34 %, после чего начинает снижаться: на 8–9 % после отжига 400 °C по сравнению с отжигом 300 °C, в то время как при отжиге 500 °C характеристика близка к холоднокатаному состоянию. При повышении концентрации магния увеличивалась прочность. Так, максимальный предел прочности зафиксирован у сплава 1,5 %Mg: для отожженного при температуре 300 °C листа (3 ч) он имеет значение 274 МПа. Для сплава 0,2 %Mg эта характеристика составила 248 МПа [10]. Влияние магния на структуру и свойства сплавов АЛТЭК остается малоизученным. В частности, не исследовано формирование физико-механических свойств при производстве проволоки, которая существенно отличается от применяемой при производстве листа.
Таким образом, целью работы является изучение влияния добавки магния в количестве 0,2–1,0 % на структуру и свойства при производстве проволоки из сплава АЛТЭК.
-
2. МЕТОДИКА ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТОВ
-
2.1. Литье и технология изготовления образцов
-
-
2.2. Оптическая и сканирующая электронная микроскопия
Исследование проводилось на очищенной от загрязнений гладкой поверхности. Образцы отбирались на всех этапах обработки. Для подготовки поверхности шлифа образцы фиксировали в токопроводящей смоле с графитовым наполнителем на установке для горячей запрессовки образцов Remet IPA 40, поверхность очищали шлифовальным кругом разной зернистости (Р600, Р800, Р1000, Р1500, Р2000) при помощи шлифовально-полировального однодискового станка MPС. Окончательно поверхность доводили до требуемого качества при помощи полирования с применением полировального сукна и алмазных суспензий.
Были получены 4 слитка аналогично методике [17] с концентрациями магния 0,2 %; 0,5 %; 1,0 %. Химические составы базировались на сплаве АЛТЭК 2Сu2Mn (табл. 1). Масса отлитого каждого слитка составляла 5 кг. Для приготовления расплавов использовался алюминий марки А85Si, медь М1, таблетки Mn90, лигатуры марок Al-SС2, Al-Zr5, Al-Hf25.
Состав полученных сплавов определяли согласно [17].
Таблица 1. Химический состав сплавов
|
Номер химического состава |
Обозначение |
Концентрации легирующих элементов, % |
|||||
|
Си |
Mn |
Mg |
Fe |
Si |
Al |
||
|
№1 |
0,2Mg |
2,11 |
2,07 |
0,2 |
0,07 |
0,04 |
Ост. |
|
№2 |
0,5Mg |
2,00 |
1,98 |
0,51 |
0,07 |
0,04 |
|
|
№3 |
1Mg |
2,07 |
1,95 |
1,03 |
0,07 |
0,04 |
|
Для исследования влияния технологического процесса на формирования микроструктуры и физико-механических свойств при изготовлении проволоки из сплавов АЛТЭК (табл. 1) были изготовлены образцы, согласно схеме, приведенной в табл. 2.
Методы исследования, которые применялись после каждого этапа технологического процесса, также приведены в табл. 2
Таблица 2. Технология изготовления образцов*
|
№ |
Этап |
h/d, мм |
T, °C |
£, % |
СЭМ |
РСА |
УЭП, МСм/м |
Механические свойства |
|
1 |
Литье |
30 |
730–760 |
- |
+ |
+ |
+ |
- |
|
2 |
Гомогенизация, 30 ч |
30 |
450 |
- |
- |
- |
+ |
- |
|
3 |
Горячая прокатка |
7 |
380–420 |
77 |
- |
- |
+ |
- |
|
4 |
Отжиг, 1 ч |
7 |
420 |
- |
- |
- |
- |
- |
|
5 |
Сортовая прокатка |
2,5 |
- |
87 |
- |
- |
- |
- |
|
6 |
Волочение |
2,2 |
- |
92 |
+ |
- |
+ |
+ |
|
5 |
Отжиги, 3 ч |
2,2 |
300–500 |
- |
+ |
- |
+ |
+ |
*где: h – высота, d – диаметр, T – температура, ε – суммарное относительное обжатие.
Макроструктура анализировалась после травления в растворе Келлера для визуализации зернистой структуры. Состав этого раствора включал: 3 мл соляной кислоты, 5 мл азотной кислоты, 2 мл плавиковой кислоты и 190 мл воды. Травление каждого образца в растворе Келлера проводилось в течение 30 с. Для каждого образца создавались фотографии с увеличением х500. Фотографии зеренной структуры были сделаны при помощи оптического металлографического микроскопа NexСope NIM 900.
Для изучения микроструктуры на сканирующем электронном микроскопе (СЭМ) поверхность образцов была также подготовлена шлифовкой и полировкой в токопроводящей смоле с графитовым наполнителем. Далее образцы изучались на микроскопе KYKY EM6900 с подготовкой 10 изображений каждого образца. Идентификация частиц была выполнена путем сопоставления данных EDS-анализа с опубликованными данными [19–23].
Накопление карт, спектров профилей EDS осуществлялось на сканирующем электронном микроскопе KYKY-EM6900 с термоэмиссионным вольфрамовым катодом, при заданных параметрах ускоряющего напряжения 20 кВ, тока эмиссии 150 мкА и точки насыщения тока накала, составляющего 2,4 A. Исследование микроструктуры на СЭМ проводилось в лаборатории электронной микроскопии и обработки изображений.
-
2.3. Измерение удельной электропроводности и механических свойств
-
2.4. Рентгеноструктурный анализ (РСА)
-
3. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
-
3.1. Механические и электрические свойства проволоки
-
Измерение удельной электропроводности сплавов и механических свойств проводилась согласно методике [18].
Рентгеноструктурные исследования проводили на лабораторном дифрактометре BRUKER ADVANСE-D8 в медном К α -излучении (К α ср=0,15418 нм) в интервале углов 18–140° с шагом съемки 0,02° и временем экспозиции 2 с. Анализ полученных дифрактограмм проводился с помощью программ DIFFRAС.EVA 4.0 и DIFFRAС.TOPAS 5.0.
Рентгенофазовый анализ проводили, рассчитывая межплоскостные расстояния по интерференционным максимумам на соответствующих дифрактограммах. Рассчитанные межплоскостные расстояния сопоставляли с данными, приведенными в международных рентгенометрических таблицах (JСPDS-IСDD) в базе данных PDF 2.1202 data base.
Анализ фазового состава проводили расчетными методами с помощью программы Thermo-Сalс с применением базы данных ТТАL5. Фазовый состав сплавов был смоделирован при температуре 20 °C, 200 °C, 400 °C.
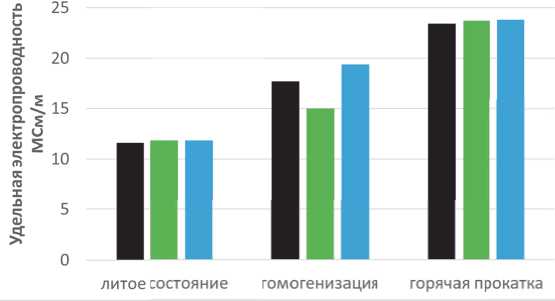
Результаты измерения удельной электропроводности (УЭП) сплавов на некоторых этапах термомеханической обработки приведены на рис. 1. В литом состоянии удельная электропроводность сплавов составляет 11,6–11,8 МСм/м. Гомогенизация и горячая прокатка провоцируют частичный распад твердого раствора. Вследствие этого на этапе горячей прокатки наблюдалось увеличение УЭП в 1,27–1,53 раза по сравнению с литым состоянием. При этом наибольшую УЭП имел сплав 1Mg, а наименьшую – сплав 0,2Mg. Следует отметить, что значения УЭП после горячей прокатки для сплавов с разным содержанием магния были достаточно близкими (23,4; 23,74; 23,8 МСм/м), как и их исходные значения в литом состоянии.
Результаты измерения удельной электропроводности отожженной проволоки приведены на рис. 2.
■ 2Cu2MnO,2Mg
■ 2Cu2MnO,5Mg
■ 2Cu2MnlMg
Рис. 1. Изменение удельной электропроводности сплавов в литом, гомогенизированном, горячекатаном состоянии
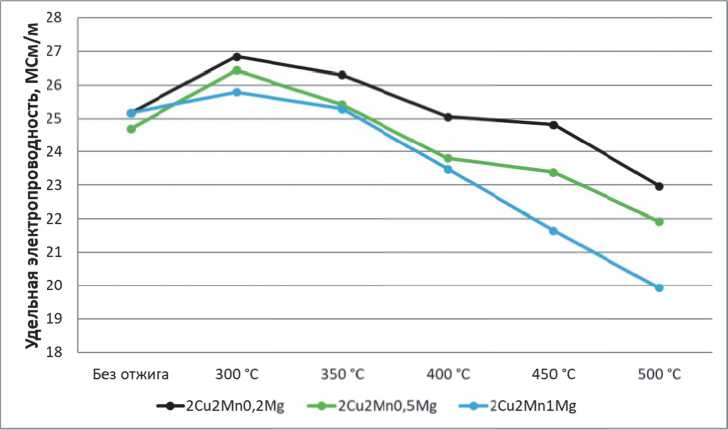
Рис. 2. Изменение удельной электропроводности проволоки на этапах термической обработки
На удельную электропроводность проволоки значительное влияние оказывает содержание магния: наибольшее значение наблюдается в сплаве 0,2Mg, а наименьшее – в сплаве 1Mg. В нагартованном состоянии УЭП сплавов составляет 23,08–25,17 МСм/м. Термическая обработка приводит к ее существенному изменению: максимум для всех сплавов наблюдается после отжига при 300 °C, после чего с ростом температуры отжига до 500 °C происходит постепенное снижение. Минимальные значения УЭП, зафиксированные после отжига при 500 °C, составили 22,98, 21,92 и 19,93 МСм/м для сплавов 0,2Mg, 0,5Mg и 1Mg соответственно.
Динамика изменения удельной электропроводности в зависимости от температуры отжига также варьируется для сплавов с разным содержанием Mg. Так, при отжиге 350 °C сплав 1Mg показал незначительное снижение параметра (0,12 МСм/м), тогда как для сплавов с меньшим содержанием магния снижение было более значительным (0,53–1,02 МСм/м). Однако при повышении температуры до 450 °C наиболее активное уменьшение электропроводности отмечено уже для сплава 1Mg (на 1,84 МСм/м), в то время как для остальных сплавов оно составило лишь 0,23–0,43 МСм/м.
Механические свойства сплавов приведены на рис. 3.
После волочения все исследуемые сплавы продемонстрировали высокие значения предела прочности: 371 МПа для сплава 0,2Mg; 404 МПа для сплава 0,5Mg и 370 МПа для сплава 1Mg. Последующий отжиг при 300 °C привел к существенному снижению данной характеристики на 33–42 % . Однако на следующих этапах термической обработки наблюдался постепенный рост прочности относительно минимальных значений, достигнутых при низкотемпературном отжиге. Так, после отжига при 400 °C предел прочности составил 263 МПа для сплава 0,2Mg; 279 МПа для сплава 0,5Mg и 310 МПа для сплава 1Mg, а после отжига при 500 °C значения находились в интервале от 280 до 352 МПа.
Аналогичная динамика наблюдалась и для условного предела текучести. После волочения его значение достигало 334 МПа для сплава 0,2Mg; 400 МПа для сплава 0,5Mg и 347 МПа для сплава 1Mg. Отжиг при 300 °C вызвал снижение показателя на 32–43 %. Далее, вплоть до температуры 450 °C,
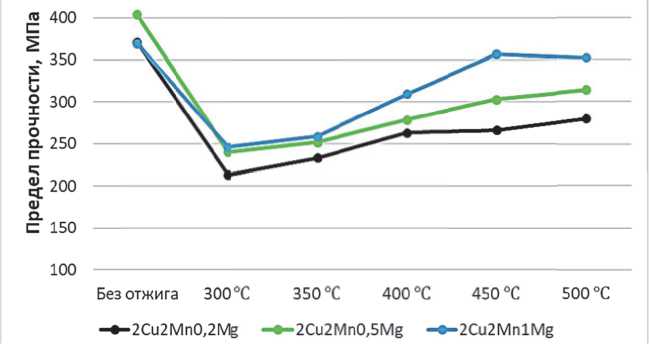
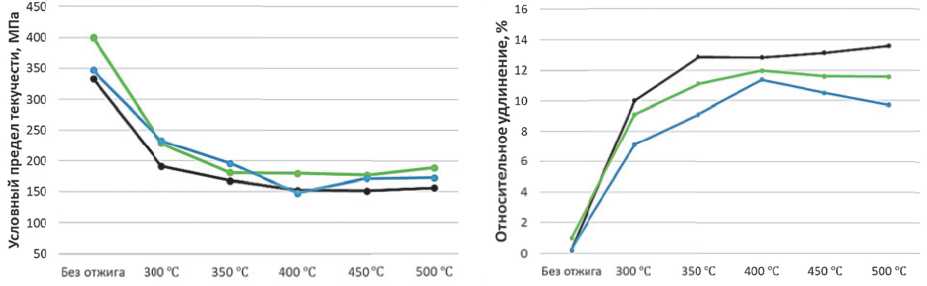
б в
Рис. 3. Механические свойства отожженной проволоки а – предел прочности; б – условный предел текучести; в – относительное удлинение характеристика продолжала снижаться, достигнув 151 МПа для сплава 0,2Mg; 177 МПа для сплава 0,5Mg и 172 МПа для сплава 1Mg. Последующий отжиг при 500 °C не оказал значительного влияния на условный предел текучести. Следует отметить, что значения данного параметра для сплава 1Mg оказались близки к значениям для сплава 0,5Mg, который при этом демонстрировал наибольший предел прочности на всех этапах обработки.
Исходная пластичность после волочения была крайне низкой: относительное удлинение составило 0,3 % для сплавов 0,2Mg и 1Mg и 1 % для сплава 0,5Mg. Проведение отжигов при 300 °C и 350 °C привело к резкому росту пластичности. Наибольший рост пластичности наблюдался у сплавов 0,2Mg и 0,5Mg, у которых относительное удлинение достигло 12,9 % и 11,1 % соответственно после проведения отжига 350 °C, в то время как для сплава 1Mg этот показатель составил 9,1 %. Последующая термообработка в интервале 400–500 °C не оказала существенного влияния на величину относительного удлинения.
-
3.2. Микроструктура проволоки
Согласно полученным данным, фазовый состав базового сплава 2Сu2Mn характеризуется фазами Al20Сu2Mn3+Al2Сu+(Al) при 20 °C (табл. 3). При легировании магнием в количестве 0,2–0,5 % также образуется фаза Al2СuMg. Однако при большей концентрации магния фаза Al2Сu больше не образуется, и состав формируется фазами Al20Сu2Mn3+ Al6Mn+ Al2СuMg +(Al).
Согласно данным рентгеноструктурного анализа, фазовый состав сплавов 0,2Mg и 0,5Mg идентичен и включает твердый алюминиевый раствор, а также фазы Al20Сu2Mn3 и Al6Mn. (рис. 4, рис. 5).
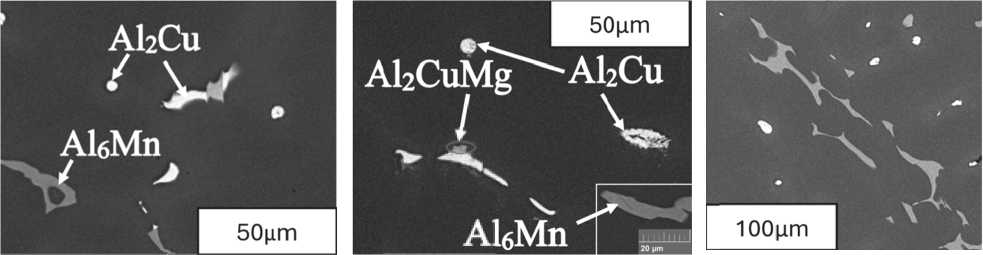
Анализ литых образцов методом сканирующей электронной микроскопии (EDS-анализ) выявил включения фаз Al2Сu и Al6Mn (сплавы 0,2Mg; 0,5Mg), включение фазы Al2СuMg (0,5Mg), а также частицы Al2Сu. Типичный состав включений фаз и частиц приведен на рис. 6.
Микроструктура сплавов 0,2Mg, 0,5Mg приведена на рис. 7. Литая структура сплава 0,2Mg (рис. 7а) характеризуется включениями фаз Al2Сu (10–20 мкм), Al6Mn (10–40 мкм) и глобулярными частицами Al2Сu (диаметр 3–6 мкм).
В твердом растворе сплава 0,5Mg (рис. 7б,7в) идентифицированы включения фаз Al2Сu (8–14 мкм), Al6Mn (до 100 мкм, рис. 7в), Al2СuMg (до 5 мкм).
Встречаются глобулярные частицы диаметром около 6 мкм, а также эллипсоидные частицы диаметром до 14 мкм.
Таблица 3. Моделирование фазового состава в Thermo-Сalс
|
№ |
Химический состав |
Фазовый состав |
||
|
при 20 °C |
при 200 °C |
при 400 °C |
||
|
1 |
2Cu2Mn |
А1 2о Си 2 Мп з +А1 2 Си+(А1) |
Al 2o Cu 2 Mn3+Al 2 Cu+(Al) |
Al 20 Cu 2 Mn 3 +(Al) |
|
2 |
2Cu2Mn0,2Mg |
Al 20 CU 2 Mn3+Al 2 Cu+ Al 6 Mn+S_Al 2 CuMg+(Al) |
Al 20 Cu 2 Mn3+Al 2 Cu+(Al)+ S_Al 2 CuMg |
Al 20 Cu 2 Mn 3 + (Al) |
|
3 |
2Cu2Mn0,5Mg |
Al 20 CU 2 Mn3+Al 2 Cu+ Al 6 Mn+S_Al 2 CuMg+(Al) |
Al 20 Cu 2 Mn 3 +Al 6 Mn+(Al)+ S_Al 2 CuMg |
Al 20 Cu 2 Mn 3 + (Al) |
|
4 |
2Cu2Mn1Mg |
Al 20 Cu 2 Mn 3 +Al 6 Mn+ S_Al 2 CuMg+(Al) |
Al 20 Cu 2 Mn 3 +Al 6 Mn+(Al)+ S_Al 2 CuMg |
Al 20 Cu 2 Mn 3 + (Al) |
в
Рис. 6. Спектрограммы частиц в сплавах (результат EDS-анализа): а – Al2Cu; б – Al6Mn; в – Al2CuMg
С повышением концентрации магния в литом состоянии прослеживается увеличение размеров включений фазы Al6Mn, Al2Сu.
а б в
Рис. 7. Микроструктура сплавов в литом состоянии (СЭМ): а – сплав 0,2Mg; б, в – сплав 0,5Mg
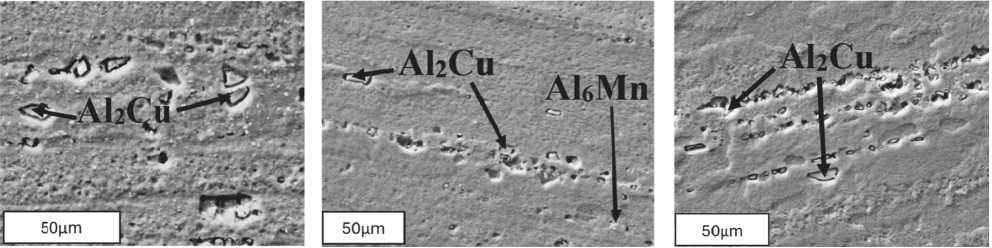
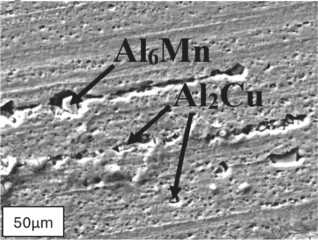
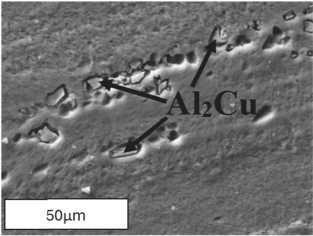
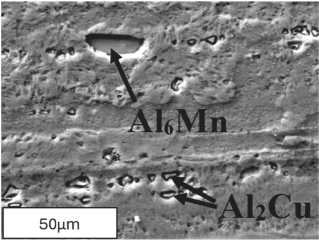
Микроструктура отожженной проволоки из сплавов 0,2Mg и 0,5Mg, также была исследована (рис. 8, 9). Частицы в процессе деформации измельчились и имеют осколочную форму. Наблюдаются их скопление в виде линий вдоль направления прокатки и волочения.
В структуре сплава 0,2Mg (рис. 8) после волочения наблюдаются крупные частицы фазы Al2Сu размером 4–10 мкм. После отжига при 400 °C частицы Al2Сu имеют размер около 7 мкм, а частицы Al6Mn – около 3,5 мкм. На этапе последнего отжига размер частиц Al2Сu составил 5–8 мкм. В целом прослеживается уменьшение среднего размера частиц Al2Сu.
а
б
в
Рис. 8. Микроструктура проволоки из сплава 0,2Mg (СЭМ): а – в неотожженном состоянии; б – отжиг (400 °C, 3 ч); в – отжиг (500 °C, 3 ч)
Структура сплава 0,5Mg (рис. 9) после волочения характеризуется наличием частиц Al6Mn размером 13–25 мкм и Al2Сu. Размеры частиц Al2Сu варьируются: встречаются как частицы малого размера (менее 6 мкм), так и крупнее (25 мкм). С повышением температуры отжига наблюдается измельчение частиц Al2Сu. После отжига при 400 °C их размер составляет 5–11 мкм, а после отжига при 500 °C уменьшается до 2–6 мкм. Частицы фазы Al6Mn, обнаруженные после отжига при 500 °C, имеют размер 5–25 мкм.
а
б в
Рис. 9. Микроструктура проволоки из сплава 0,5Mg (СЭМ): а – в неотожженном состоянии; б – отжиг (400 °C, 3 ч); в – отжиг (500 °C, 3 ч)
Так, с повышением температуры отжига наблюдается растворение частиц Al2Сu. Стоит также отметить, что частицы Al6Mn, скорее всего, имеют меньшую плотность распределения, что объясняет их отсутствие на некоторых фотографиях.
На рис. 10 приведена карта распределения элементов на примере микроструктуры неотожжен-ной проволоки из сплава 0,2Mg (рис. 8а). Так, на рис. 10а, рис. 10б наблюдается наличие меди в частицах, идентифицированных как Al2Сu. Частиц, содержащих марганец, на этом этапе зафиксировано не было, однако имеются его следы (рис. 10в).
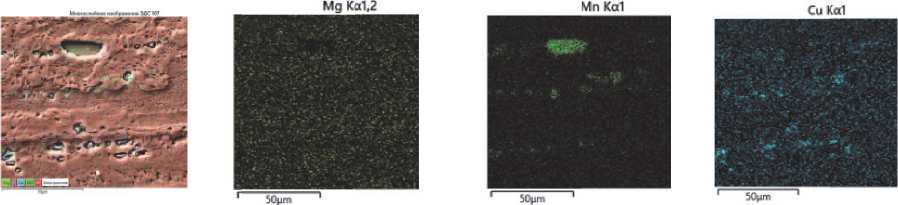
На рис. 11 приведена карта распределения элементов на примере микроструктуры проволоки, отожженной при 500 °C из сплава 0,5Mg (рис. 9а). Скопления марганца (рис. 11в) и меди (рис. 11г)

a
Си Ka1
б
Рис. 10. EDS-анализ неотожженной проволоки из сплава 0,2Mg (карта распределения элементов)
Mn Kal

в
дополнительно указывают на присутствие частиц Al6Mn и Al2Сu. При повышении содержания Mg до 0,5 % явные выделения фазы Al₂CuMg не наблюдаются, однако карта показывает равномерное рас- пределение магния в твердом растворе (рис. 11б).
а б в г
Рис. 11. EDS-анализ отожженной при 500 °C проволоки из сплава 0,5Mg (карта распределения элементов)
-
3.3. Обсуждение
Анализ данных РСА и результатов термодинамического моделирования в программном комплексе Thermo-Calc позволяет сделать вывод о фазовом составе исследованных сплавов в литом состоянии. Он включает твердый раствор, а также фазы Al6Mn, Al₂Cu (для всех сплавов, кроме 1Mg) и Al₂CuMg. Полученные данные согласуются с результатами, представленными в работе [9] для сплавов АЛТЭК с содержанием магния 0,5 % и 1 %. Кроме того, морфология выделений фазы Al₂Cu (в частности, наличие эллипсоидных и шарообразных частиц), наблюдаемая в литой структуре, также совпадает с полученными данными.
Проведение гомогенизационного отжига привело к растворению первичных эвтектических включений и частичному распаду пересыщенного твердого раствора. Косвенным свидетельством последнего процесса стало повышение удельной электропроводности на данном этапе (рис. 1). В результате выделились и коагулировали частицы фазы Al20Сu2Mn3, чему способствовала длительная выдержка при высокой температуре [18].
Последующая горячая прокатка и промежуточный отжиг инициировали дальнейший, неполный распад твердого раствора с выделением нанодисперсных частиц фазы Al20Сu2Mn3 [6]. Этапы сортовой прокатки и волочения привели к значительному наклепу изделия и дополнительному измельчению зерна [24]. На протяжении всей деформационной обработки происходило дробление и вытягивание интерметаллидных частиц вдоль направления прокатки, что было подтверждено изображениями, полученными методом сканирующей электронной микроскопии. В работе [9] также отмечается дробление включений и частиц. Высокая суммарная степень деформации (относительное обжатие 92 %) обеспечила достижение предела прочности 370–404 МПа в нагартованном состоянии.
Заключительные отжиги проволоки проводились в температурном диапазоне 300–500 °C с шагом 50 °C. Было установлено, что изменение микроструктуры и, как следствие, закономерности изменения свойств при отжиге 300 °C принципиально отличаются от процессов, протекающих при более высоких температурах (400–500 °C). Полный распад пересыщенного твердого раствора наблюдается после отжига при 300 °C (рис. 2). На этом этапе предел прочности снижается в 1,50–1,74 раза, что свидетельствует об отсутствии упрочняющего эффекта, вызываемого частицами Al20Сu2Mn3. Дополнительным фактором, способствующим снижению прочностных характеристик, может быть формирование при этой температуре частиц фазы Al₂CuMg [8]. Их образование приводит к связыванию магния и его удалению из твердого раствора, что ослабляет эффект твердорастворного упрочнения.
При дальнейшем повышении температуры отжига до 400–500 °C наблюдается рост прочностных свойств, связанный с твердорастворным упрочнением магнием [24], так как при высоких температурах частицы Al2СuMg не формируются [8]. Данный вывод подтверждается снижением удельной электропроводности при температурах отжига выше 300 °C. Моделирование фазового состава в исследовании [9] также подтверждает растворение магния при температурах 400–500 °C.
Зависимость прочностных характеристик от концентрации магния становится особенно выраженной в интервале температур отжига 400–500 °C. Предел прочности сплавов с содержанием магния 0,2–0,5 % возрастает вплоть до отжига при 500 °C, тогда как для сплава 1Mg его рост продолжается только до 450 °C. После отжига при 500 °C предел прочности сплава 1Mg на 25,7 % превышает аналогичный показатель для сплава 0,2Mg.
Схожие зависимости УЭП и механических свойств от температуры отжига приведены в исследованиях [10], [23], где слитки также подвергались длительному гомогенизационному отжигу, далее из слитков изготавливались листы толщиной 1 мм методами горячей и холодной прокатки. Частицы Al20Сu2Mn3 также коагулировали, вследствие чего предел прочности сплавов понизился при первом отжиге 300 °C на 23–29 % по сравнению с холоднокатаным состоянием до 240 и 259 МПа для сплавов 0,2Mg и 0,5Mg соответственно. При температурах отжига 400–500 °C предел прочности сплавов увеличивается, что также связано с твердорастворным упрочнением, в то время как после проведения отжига 300 °C наблюдается его резкое снижение.
Сравнение механических свойств сплавов из исследований [9], [10], [23] с полученными результатами приведено в табл. 4.
Таблица 4. Сравнение механических свойств сплавов АЛТЭК системы Al-Сu-Mn-Mg в отожженном состоянии при 400 °C
|
Состав |
Изделие |
Предел прочности, МПа |
Условный предел текучести, МПа |
Относительное удлинение, % |
УЭП |
|
1.5Cu1.5Mn0.5Mg+Zn [9] |
Лист |
293 |
232 |
8,1 |
- |
|
1.5Cu1.5Mn1Mg+Zn [9] |
293 |
288 |
6,4 |
- |
|
|
2Cu2Mn0.5Mg [10], [23] |
Лист |
272 |
126 |
12,1 |
26,2 |
|
2Cu2Mn1Mg [10], [23] |
263 |
137 |
11,8 |
24,3 |
|
|
2Cu2Mn0.2Mg |
Проволока |
263 |
152 |
12,8 |
25,05 |
|
2Cu2Mn0.5Mg |
279 |
179 |
12,0 |
23,81 |
|
|
2Cu2Mn1Mg |
310 |
148 |
11,4 |
23,50 |
В сплавах 1.5Сu1.5Mn0.5Mg+Zn, 1.5Сu1.5Mn1Mg+Zn [9] предел прочности выше, что может быть связано с добавкой цинка и режимом обработки, не включающим гомогенизационный отжиг. В данных сплавах упрочнение происходит за счет дисперсионно-упрочняющего эффекта и твердорастворного упрочнения. Механические свойства листов [10], [23] оказались ниже, чем у проволоки, что объясняется меньшим значением суммарной относительной деформации (50 %). В целом, полученные результаты согласуются с данными исследований [9], [10], [23].
Таким образом можно сделать вывод о нежелательности гомогенизационного отжига для сплавов АЛТЭК вообще и для сплавов с магнием в частности. Для исключения этой стадии из технологического процесса рекомендуется повысить скорость кристаллизации, в том числе за счет применения непрерывного литья.
ВЫВОДЫ
-
1) Проведенная длительная гомогенизация привела к коагуляции дисперсных частиц упрочняющей фазы Al20Сu2Mn3. В результате ожидаемый эффект двойного упрочнения (дисперсионного и твердорастворного) не был достигнут. Несмотря на это, сплавы продемонстрировали высокие прочностные характеристики после проведения отжигов в диапазоне 400–500 °C. После отжига при 400 °C был зафиксирован предел прочности 263 МПа для сплава с 0,2 % Mg и 310 МПа для сплава с 1,0 % Mg. В связи с этим гомогенизационный отжиг является нежелательным для сплавов АЛТЭК, поэтому по возможности рекомендуется его исключение из технологического процесса производства проволоки, например, за счет применения литья с повышенной скоростью кристаллизации.
-
2) Установлено, что снижение УЭП при повышении температуры отжига выше 300 °С напрямую связано с процессом растворения магнийсодержащих частиц и переходом магния в твердый рас-
- твор. После отжига при 400 °C УЭП составила 25,05 МСм/м для сплава 0,2 % Mg и 23,50 МСм/м для сплава 1,0 % Mg.
-
3) Комплексом методов (РСА, СЭМ, EDS-анализ и термодинамическое моделирование) в исследованных сплавах были идентифицированы следующие фазы:
-
- во всех сплавах: твердый алюминиевый раствор, термостабильная фаза Al20Сu2Mn3 и фаза Al6Mn.
-
- в сплавах с 0,2 % и 0,5 % Mg дополнительно присутствуют фазы Al2Сu и Al2СuMg.
-
- в сплаве с 1,0 % Mg фаза Al2Сu не образуется, а фазовый состав представлен Al20Сu2Mn3, Al6Mn и Al2СuMg.
